Изобретение относится к металлургии и может быть использовано для футеровки фурм.
Для улучшения качества жидкого металла применяется внепечная обработка его различными реагентами. Реагенты в виде порошка или гранул вводят в жидкий металл в струе газа через огнеупорную «рорму, погружаемую в жидкий металл сверху.
Фурмы для ввода какиспаряю1щхся, так и неиспаряющихся реагентов имеют вид тела вращения и состоят из металлического каркаса с фланцем, покрытого снаружи слоем огнеупорной футеровки. Кроме того, фурмы, предназначенные для ввода испаряющегося реагента например, магния, имеют в нижней части испарительную камеру с отверстиями для выхода паров реагента.
Футеровку фурм вьтолняют следую1ЦИМ образом.
Металлический каркас фурмы в горизонтальном положении надевают на две опоры. Затем на металлический каркас вручную наносят тестообразную огнеупорную футеровку. .
Для предотвращения растрескивания футеровки форму после нанесения нанее футеровки устанавливают в вертикальное положение и так ее транспортируют, сушат и хранят.
Известны стенки для вычитывания тел вращения из глины lJ, стержневой массы и металла З.
Общим недостатком этих станков является их неприспособленность для быстрой установки длинного каркаса и снятия футерованной фурмы с повотором ее в вертикальное положение без повреждения сырой футеровки. Кроме того, эти станки не позволяют механизировать формовку нижней кромки футеровки испарительной камеры и отверстий для выхода паров реагента.
Наиболее близким к изобретению по технической сущности и достигаемым результатам является станок для обработки тел вращения, например фарфоровых изоляторов, типа токарного. На задней бабке станины размещена жесткая опора, связанная с передней бабкой двумя стержнями, служащими в качестве направляющих для задней бабки, несущей помимо пиноли с центром опору для приводимого во вращение резцового блока, другая опора которого расположена в передней бабке C4j.
Недостатком известного станка является его низкая производительность При такой конструкции станка вьтолнение (формовка) нижней кромки испарительной камеры фурмы и отверстий для выхода паров реагента является ручным трудоемким процессом, не обеспечивающим правильной геометрии зтих элементов.
Кроме того, при такой конструкции станка затруднены быстрая установка длинного металлического каркаса фурмы и снятие футерованной фурмы с одновременным поворотом ее в вертиL
кальное положение без повреждения сырой футеровки.
Закрепление заготовок разной длин на известном станке производится за счет перемещения вращающегося центра вдоль станины станка по направляющим поверхность которых имеет высокие чистоту и точность обработки.
При нанесении футеровки на металлческий каркас направляющие, имеющие высокие чистоту и точность обработки поверхности, подвергаются воздействи сырой абразивной массы огнеупорной футеровки и быстро выходят из строя. Целью изобретения является обеспечение возможности футеровки фурм и повышение производительности.
Поставленная цель достигается тем что станок, включающий станину, привод, планщайбу и заднюю опорную бабку, снабжен сменным переходником, свободно установленным на опорных роликах соосно с планшайбой, а на задней опорной бабке шарнирно установлено центрирующее устройство с гнездами на его наружной поверхности для шаблонов отверстий испарителя фурмы.
При этом центрирующее устройство снабжено фланцем со стороны, противоположной планшайбе.
Кроме того, на задней опорной бабке установлена автоматическая защелка, а центрирующее устройстго снабжено ущком.
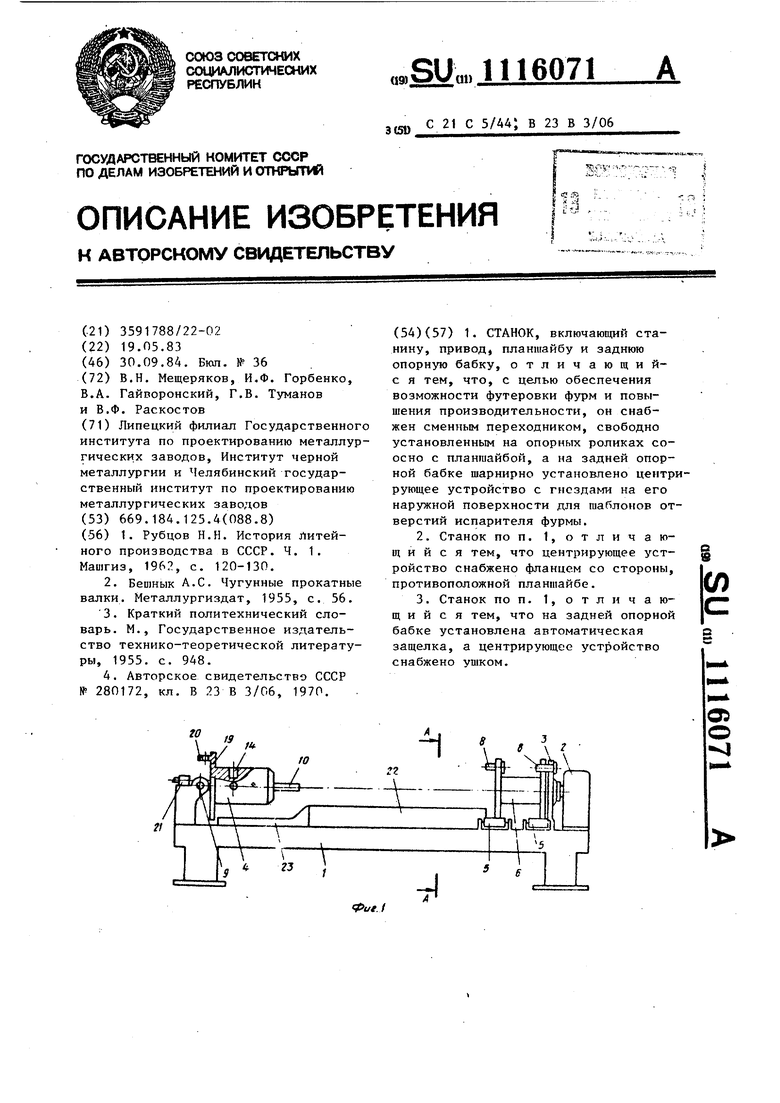
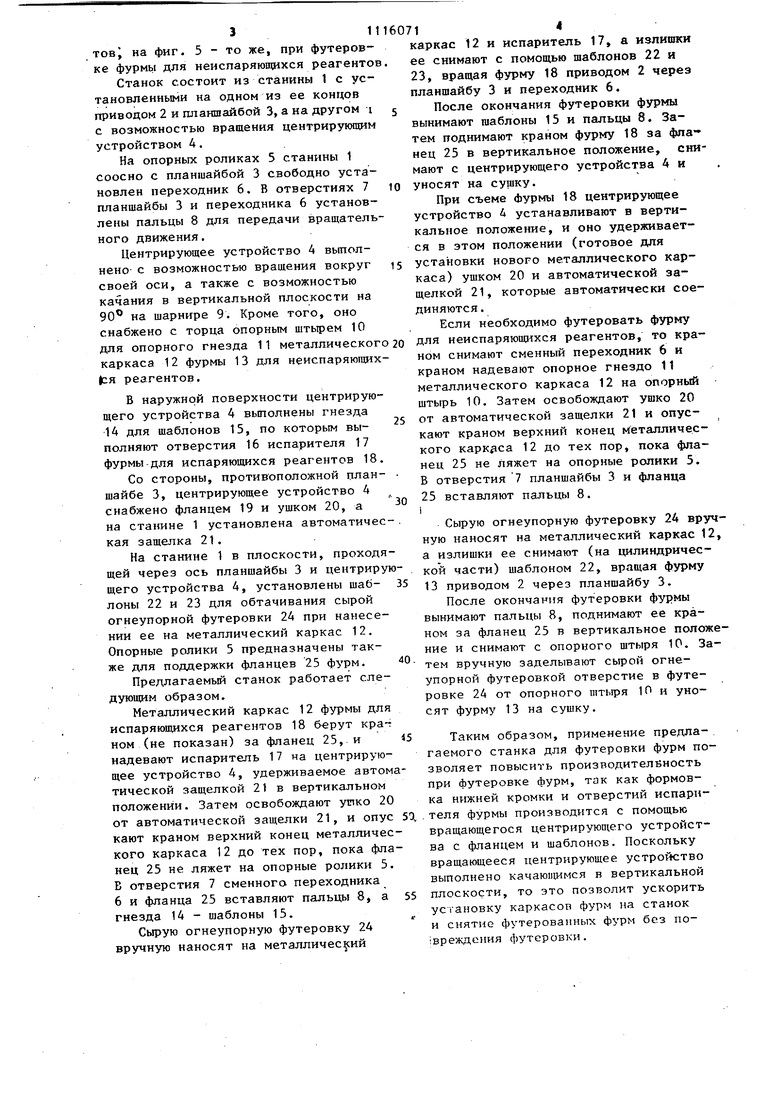
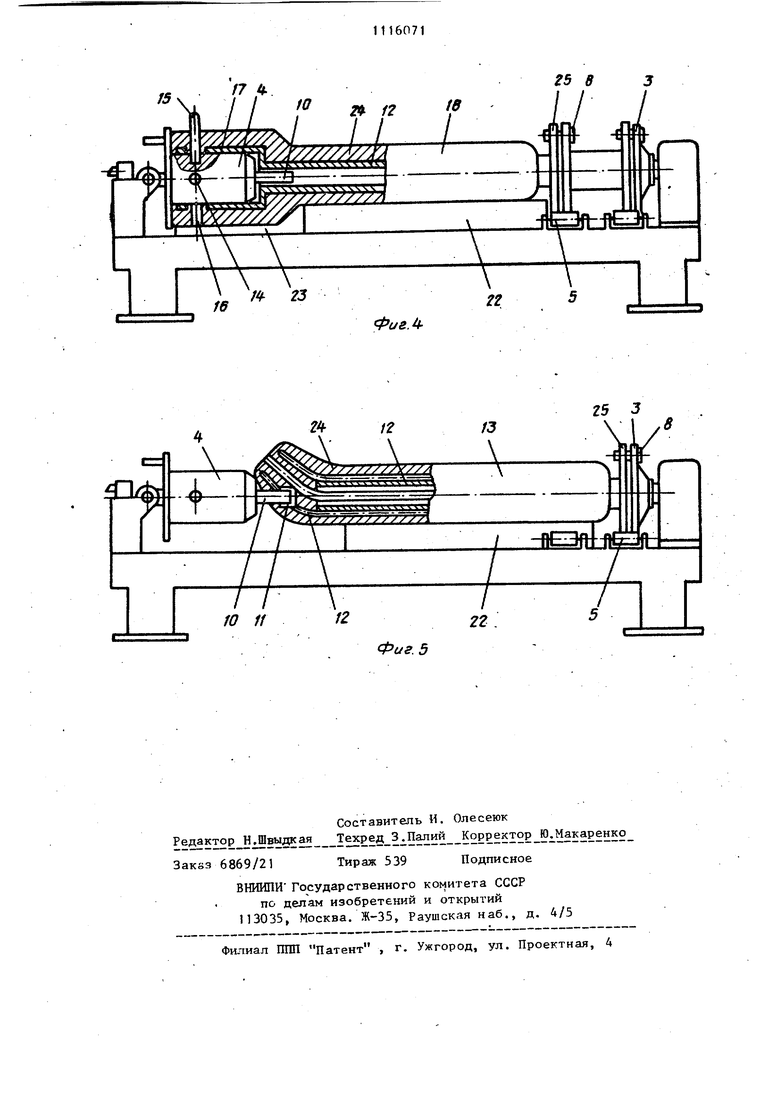
На фиг. 1 представлен станок, общий вид; на фиг. 2 - разрез А-А, на фиг. 1; на фиг. 3 - станок в положении установки металлического каркаса фурмы на вращающемся центрирующем устройстве или снятия футерованной фурмы; на фиг. 4 - станок при футеровке фурмы для испаряющихся реагенTOBJ на фиг. 5 - то же, при футеровке фурмы для неиспаряющихся реагентов
Станок состоит из станины 1 с установленными на одном из ее концов приводом 2 и планшайбой 3, а на другом i с возможностью вращения центрирующим устройством А.
На опорных роликах 5 станины 1 соосно с планшайбой 3 свободно установлен переходник 6. В отверстиях 7 планшайбы 3 и переходника 6 установлены пальцы 8 для передачи вращательного движения.
Центрирующее устройство 4 вьтолнено с возможностью вращения вокруг своей оси, а также с возможностью качания в вертикальной плоскости на 90 на шарнире 9. Кроме того, оно снабжено с торца опорным штырем 10 для опорного гнезда 11 металлического каркаса 12 фурмы 13 для неиспаряюших|ся реагентов.
В наружной поверхности центрирующего устройства 4 выполнены гнезда 14 для шаблонов 15, по которым выполняют отверстия 16 испарителя 17 фурмы-для испаряющихся реагентов 18.
Со стороны, противоположной планшайбе 3, центрирующее устройство 4 снабжено фланцем 19 и ушком 20, а на станине 1 установлена автоматичес кая защелка 21.
На станине 1 в плоскости, проходящей через ось планшайбы 3 и центрирущего устройства 4, установлены шаблоны 22 и 23 для обтачивания сырой огнеупорной футеровки 24 при нанесении ее на металлический каркас 12. Опорные ролики 5 предназначены также для поддержки фланцев 25 фурм.
Предлагаемый станок работает следующим образом.
Металлический каркас 12 фурмы для испаряющихся реагентов 18 берут кра-г ном (не показан) за фланец 25, и надевают испаритель 17 на центрирующее устройство 4, удерживаемое автомтической защелкой 21 в вертикальном положении. Затем освобождают устко 20 от автоматической защелки 21, и опус кают краном верхний конец металлического каркаса 12 до тех пор, пока фланец 25 не ляжет на опорные ролики 5. В отверстия 7 сменного переходника 6 и фланца 25 вставляют пальцы 8, а гнезда 14 - шаблоны 15.
Сырую огнеупорную футеровку 24 вручную наносят на металлический
каркас 12 и испаритель 17, а излишки ее снимают с помощью шаблонов 22 и 23, вращая фурму 18 приводом 2 через планшайбу 3 и переходник 6.
После окончания футеровки фурмы вынимают шаблоны 15 и пальцы 8. Затем поднимают краном фурму 18 за фла нец 25 в вертикальное положение, снимают с центрирующего устройства А и уносят на сущку.
При съеме фурмы 18 центрирующее устройство 4 устанавливают в вертикальное положение, и оно удерживается в этом положении (готовое для установки нового металлического каркаса) ушком 20 и автоматической защелкой 21, которые автоматически соединяются .
Если необходимо футеровать фурму для неиспаряющихся реагентов, то краном снимают сменный переходник 6 и краном надевают опорное гнездо 11 металлического каркаса 12 на опорный штырь 10. Затем освобождают ушко 20 от автоматической защелки 21 и опускают краном верхний конец м еталлического KapKfica 12 до тех пор, пока фланец 25 не ляжет на опорные ролики 5. В отверстия 7 планшайбы 3 и фланца
25 вставляют пальцы 8. I
Сырую огнеупорную футеровку 2Д вруную наносят на металлический каркас 1 а излишки ее снимают (на цилиндрической части) шаблоном 22, вращая фурму 13 приводом 2 через планшайбу 3.
После окончания футеровки фурмы вынимают пальцы 8, поднимают ее краном за фланец 25 в вертикальное положние и снимают с опорного штыря 10. Затем вручную заделывают сырой огнеупорной футеровкой отверстие в футеровке 24 от опорного штыря 10 и уносят фурму 13 на сушку.
Таким образом, применение предлагаемого станка для футеровки фурм позволяет повысить производителйность при футеровке фурм, так как формовка нижней кромки и отверстий испари,теля фурмы производится с помощью вращающегося центрирующего устройства с фланцем и шаблонов. Поскольку вращающееся центрирующее устройство выполнено качающимся в вертикальной плоскости, то это позволит ускорить усгановку каркасов фурм на станок и снятие футерованных фурм без по:врежде1 ия футеровки.
Наличие сменного переходника, свободно установленного на опорных роликах станины, позволяет быстро производить переналадку станка для футеровки фурмы другой конструкции.
Применение станка на Новолипецком металлургическом заводе вместо применяемого на установке внедоменного обессеривания чугуна (принятого за базовьй) позволяет вьшолнять работу по футеровке фурм разной конструкции на одном универсальном станке стоимостью 1ПООО руб., а не на двух станках стоимостью 8000 руб. каждый. Кроме того, повьшение производительности процесса футеровки фурм позволяет уменьшить бригаду рабочих на, одного рабочего с окладом 200 руб. в ме-. сяц, что уменьшает расход зарплаты на 2400 руб. в год. Суммарный эффект от сокращения как количества станков, так и расхода зарплаты может составить 8А00 руб. в год.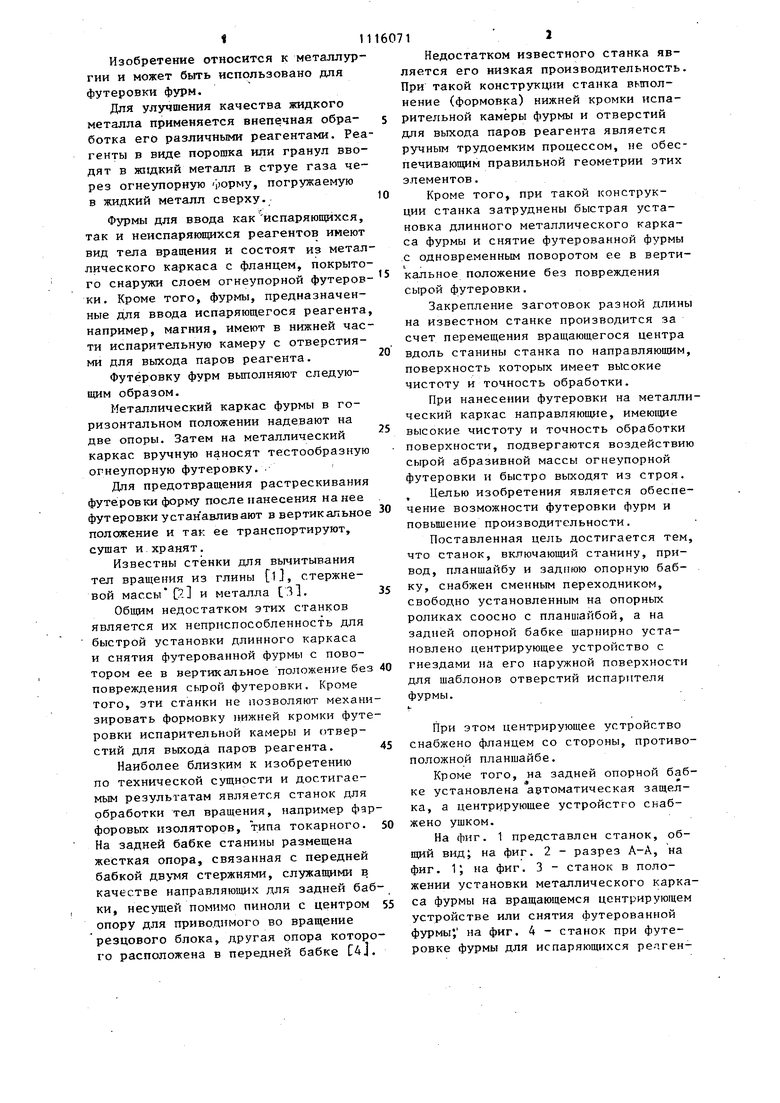
| название | год | авторы | номер документа |
|---|---|---|---|
| Воздухонагерватель доменной печи | 1976 |
|
SU651032A1 |
| Поточная линия для футеровки металлургических ковшей | 1986 |
|
SU1379089A1 |
| Мартеновская печь | 1983 |
|
SU1164275A1 |
| Огнеупорный блок для кладки днища кислородного конвертера | 1983 |
|
SU1092349A1 |
| Устройство для футеровки продувочных фурм | 1987 |
|
SU1530329A1 |
| ПЕЧЬ ДЛЯ ПЛАВКИ ПАСТООБРАЗНОГО ВАНАДИЙСОДЕРЖАЩЕГО МАТЕРИАЛА | 1989 |
|
SU1598461A1 |
| УСТРОЙСТВО НАГРЕВА ФУТЕРОВКИ КОВША | 1992 |
|
RU2027546C1 |
| Печь для обжига известняка в кипящем слое | 1980 |
|
SU939913A1 |
| Устройство для сушки футеровки ковшей | 1988 |
|
SU1618501A1 |
| Фурма для донной продувки металла в сталеплавильном агрегате | 1985 |
|
SU1293234A1 |
1. СТАНОК, включающий станину, привод, планшайбу и заднюю опорную бабку, отличающийс я тем, что, с целью обеспечения возможности футеровки фурм и повышения производительности, он снабжен сменным переходником, свободно установленным на опорных роликах соосно с планшайбой, а на задней опорной бабке шарнирно установлено центрирующее устройство с гнездами на его наружной поверхности для шаблонов отверстий испарителя фурмы. 2.Станок по п. 1, отличающийся тем, что центрирующее устройство снабжено фланцем со стороны, (Л противоположной планшайбе. 3.Станок по п. 1, отличающийся тем, что на задней опорной бабке установлена автоматическая защелка, а центрирующее устройство снабжено ушком. О) о |