(54) УСТРОЙСТВО ДЛЯ ВВОДА ПОРОШКООБРАЗНЫХ РЕАГЕНТОВ
кий металл, кроме того, обеспечение механизации его изготовления.
Поставленная цель достигается тем, что несущий каркас предлагаемого устройства вьтолнен из серии снабженных верхней опорой стержней, а огнеупорная футеровка - секционной, каждая секция которой через продольные отверстия свободно посажена на стержни и трубу; кроме того, между последней секцией футеровки и верхней опорой на стержняк установлены упругие элементы,
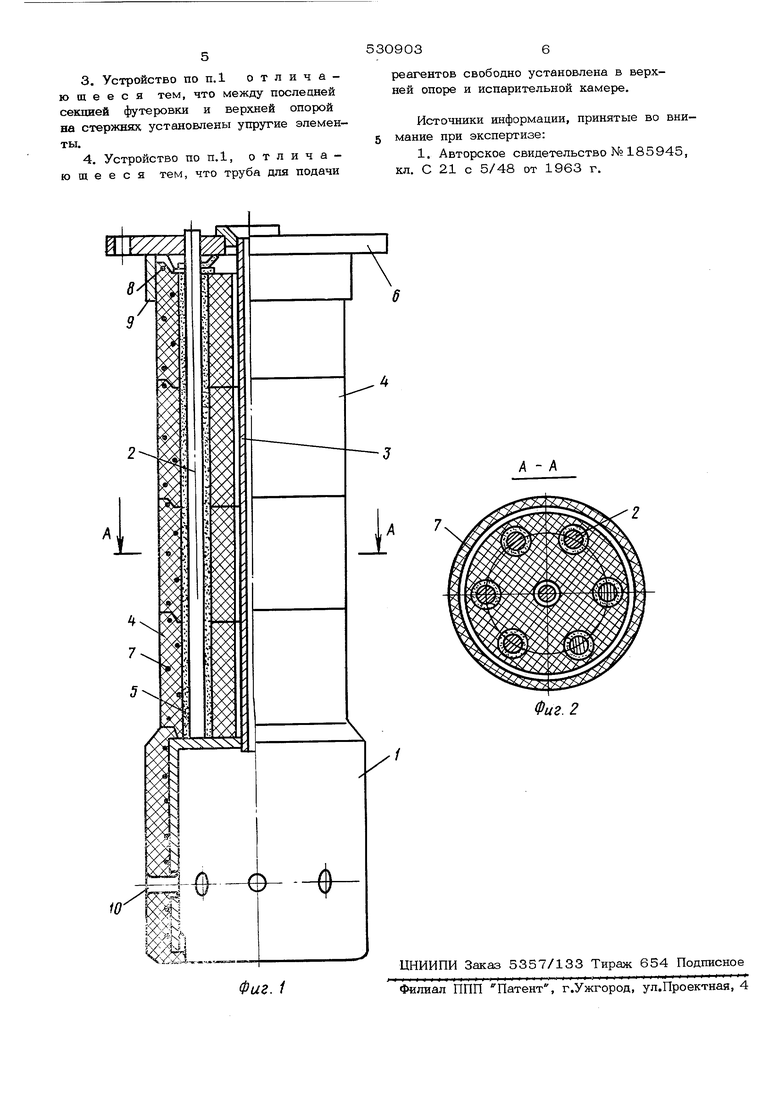
На фиг. 1 изображено предложенное устройство; на фиг. 2 - разрез по А-А на фиг. 1.
Устройство состоит из испарительной камеры 1, стержней 2 и трубы 3 для подачи реагентов в испарительную камеру. Стержни и труба заключены в футеровку 4, а зазоры между стержнями и секциями футеровки заполнены податливым огнеупорным материалом 5 (асбестам, стекловолокном и т.п.).
Стержни жестко прикреплены нижними концами к испарительной камере, а верхними концами - к верхней опоре 6. Для предохранения наружных слоев футеровки от разрушения в нее заложены арматурные кольца 7, расположенные изолированно друг от друга и не соединенные со стержнями.
Между последней секцией футеровки и верхней опорой установлены на стержнях упругие элементы 8, которые могут быть выполнены, например, в виде тарельчатых пружин. Для предотвращения попадания брызг металла и шлака в зазор между верхней опорой и последней секцией футеровки, к верхней опоре прикреплен кольцевой щиток 9, прилегающий к футеровке.
Для вывода паров реагента из испарительной камеры в ее стенках выполнены отверстия 10. Устройство работает следующим образом. По трубе 3 подают сжатый газ (воздух), и устройство погружают в расплавленный металл до уровня ниже кольцевого щитка 9. В испарительной камере 1 поверхность жидкого металла устанавливается на уровне отверстий 10. При подаче pea- 50 гентов через трубу 3 на поверхность металла в испарительной камере реагенты испаряются, а пары через отверстия 10 попадают в жидкий металл и, поднимаясь вверх, обрабатывают его.55 При погружении устройства в жидкий металл наружная поверхность футеровки 4 резко нагревается и расширяется, сжимая упругие элементы 8, в то время как стержни 2 еще холодные и не изменили своей QQ
длины. По мере прогрева футеровки стержни также нагреваются и удлиняются.
При извлечении устройства из расплавленного металла футеровка резко охлаждает5 ся и сокращается, в то время как более горячий каркас еще удлинен, а секции футеровки поджимаются упругими элементами 8.
Поскольку зазоры между стержнями 2 0 и футеровкой 4 заполнены податливым огнеупорным материалом 5, а арматурные кольца 7 расположены изолированно друг от друга и стержней 2, возможно некоторое относительное перемещение футеровки и стержней, что уменьшает величину напряжений в устройстве и повышает стойкость его футеровки.
Кроме того, выполнение футеровки в виде секций позволяет применить для ее 0 изготовления и сушки серийное оборудование: формовочные или стержневые машины, камерные сушила и т.п.
Так как труба для подачи реагентов не связана с футеровкой и подвижно соеди- нена с верхней опорой и испарительной камерой, в случае заваривания ее легко заменить.
Повышение стойкости футеровки позволяет увеличить время пребывания устройства в расплавленном металле, которое в настоящее время составляет всего 5-6 мин. Увеличение времени пребывания устройства в расплавленном металле позволяет уменьшить интенсивность продувки, а следовательно, увеличить налив ковшей.
Увеличение времени пребывания устройства в расплавленном металле позволяет производить продувки жидкого металла в больших емкостях: миксерах и миксерных ковшах. Формула изобретения 1.Устройство для ввода порошкообразных реагентов в жидкий металл, содерйвщее испарительную камеру, соединенную с несущим каркасом и трубой, заключенными в огнеупорную футеровку с арматурными кольцами, отличающееся тем, что, с целью повышения эксплуатационной стойкости, несущий каркас выполнен из стержней, а огнеупорная футеровка секционной, каждая секция которой через продольные отверстия свободно насажена на стержни и трубу. 2.Устройство по П.1, отличающееся тем, что арматурные кольца футеровки вьшолнены изолированными.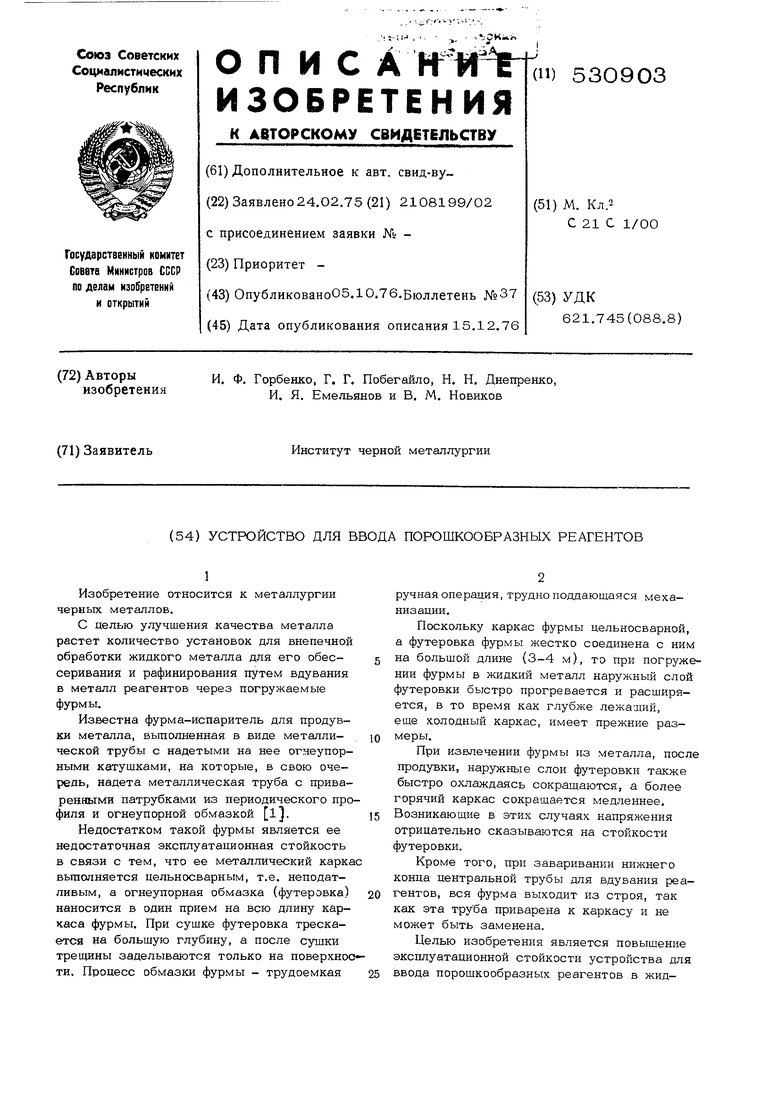
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ввода порошкообразных реагентов в жидкий металл | 1978 |
|
SU726172A1 |
| Фурма для продувки жидкого металла | 1981 |
|
SU1006500A1 |
| Фурма для продувки металла в ковше | 1980 |
|
SU922158A1 |
| Станок | 1983 |
|
SU1116071A1 |
| Отражательная печь для переплава алюминиевого лома | 2020 |
|
RU2753927C1 |
| Двухванная отражательная печь для переплава алюминиевого лома | 2020 |
|
RU2729675C1 |
| Двухванная отражательная печь для переплава алюминиевого лома | 2020 |
|
RU2729694C1 |
| Вращающаяся плавильная печь для переработки отходов цветных металлов | 2020 |
|
RU2723848C1 |
| Двухванная отражательная печь для переплава алюминиевого лома | 2020 |
|
RU2760135C1 |
| Двухванная отражательная печь с копильником для переплава алюминиевого лома | 2020 |
|
RU2757773C1 |