(54) УСТРОЙСТВО ДЛЯ ЗАКАЛКЬ СТРЕЛОЧНЫХ ОСТРЯКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закалки рельсов | 1991 |
|
SU1822432A3 |
| Устройство для закалки стрелочных остряков | 1982 |
|
SU1065485A1 |
| Устройство для закалки рельсов | 1988 |
|
SU1669992A1 |
| Устройство для закалки рельсов | 1991 |
|
SU1788043A1 |
| Устройство для закалки остряков стрелочных переводов | 1988 |
|
SU1700067A1 |
| Установка для закалки рельсов | 1991 |
|
SU1803436A1 |
| Устройство для закалки остряков стрелочных переводов | 1976 |
|
SU569615A1 |
| Способ индукционного термического упрочнения остряков стрелочных переводов и установка для его осуществления | 2022 |
|
RU2794329C1 |
| Способ закалки рельсов и стрелочных остряков и закалочный стенд для осуществления способа | 1958 |
|
SU121464A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОСТРЯКОВЫХ И РАМНЫХ РЕЛЬСОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2135607C1 |
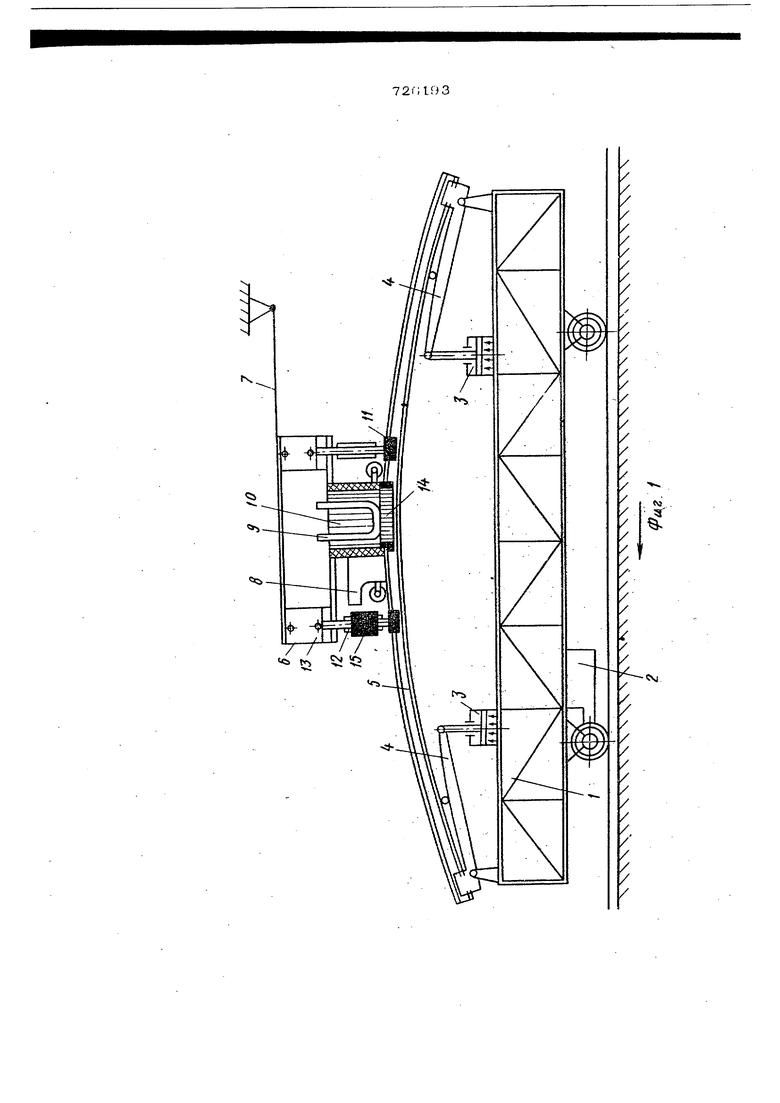
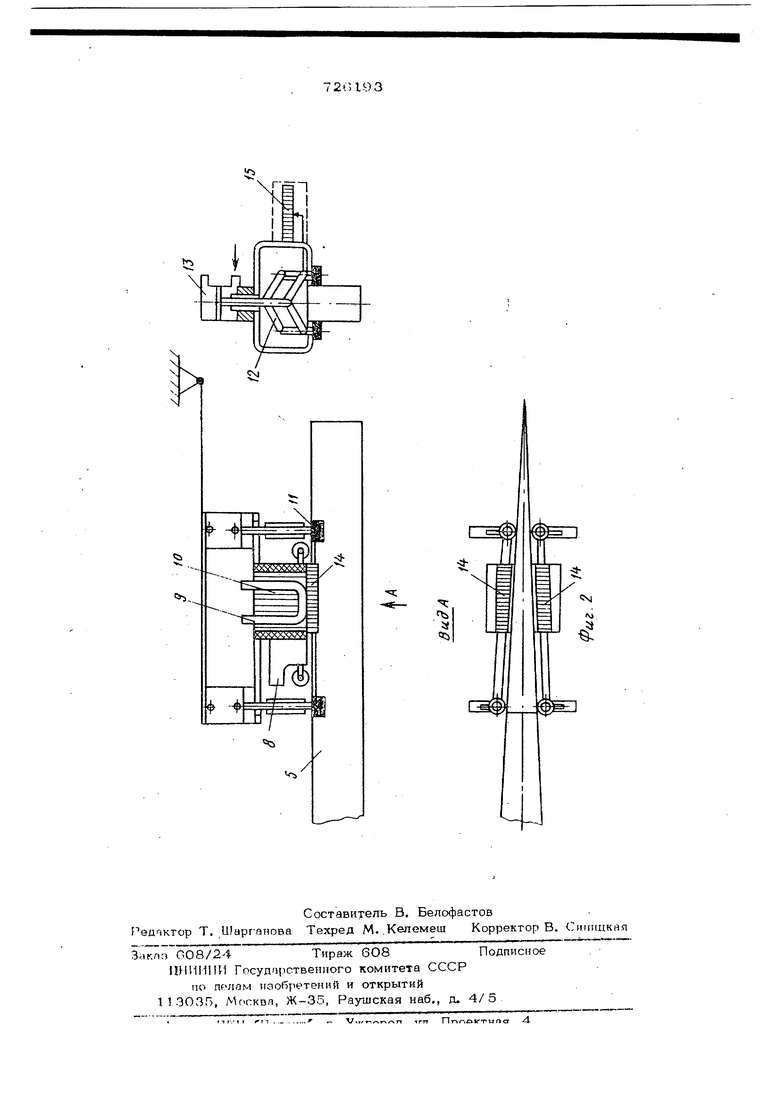
Известно устройство для закалки стре лочных остряков, содержащее ферму сэлектроприводом перемещения, пневмоцилиндрами и рычагами фиксации и выгиба остряка, каретку, на которой размещены индукторы с магнитопроводом, спрейер, поджи;у1ное приспособление с напрэвля- ЮЩ1ТМИ роликами и тяговыми цилиндрами Недостатком известного устройства является несоответствие конструкции индуктора изменяющемуся по длине профи-, лю остряка, что не обеспечивает постоянства зазоров между индуктором и закаливаемой поверхностью остряка, и, следовательно , не обеспечивает качественную закалку остряка. Цель изобретения - повышение качества закалки остряков. Для достижения поставленной цели преплагаемое устройство снабжено устано ленным с обеих сторон под индуктором до полнительным магнитопроводом и включенным в цепь электропривода реостатом, при этом дополнительный магнитопровод и движок реостата жестко связаны с направляющими роликами. На фиг. 1 изображен закалочный стенд, .общий вид; на фиг. 2 - закалочная каретка. Устройство состоит из закалочного стенда и закалочной каретки. Закалочный стенд состоит из фермы 1 с электроприводом 2 перемещения. На ферме 1 установлены пневмоцилиндры 3 и рычаги 4 для выгиба и фиксации остряк,а 5. Закалочная каретка 6 закреплена на подвесе 7 над остряком 5 и содержит охлаждающее 8 устройство, установленное за индуктором 9 с неподвижным 10 магнито- проводом, направляющие ролики 11, закрепленные на поджимных 12 устройствах, тяговые цилиндры 13, установленные на поджимных устройствах, подвижные 14 магнитопроводы, расположенные под неподвижным 10 магнитопроводом, и управляющий реостат 15, расположенный за охлаждающим 8 устройством. 372 Закалку остряков осуществляют еле- дующим образом. Остряк 5 укладывают на ферму 1, рычагами 4, приводимыми в движение пиев- моцилиндрами 3, выгибают на исходную стрелу прогиба головкой вверх и водят под каретку б, закрепленную на под весе-7. В тяговые цилиндры 13 и охлаж- дающее 8 . устройство подают воздух/. Включают нагрев и движение фермы 1 с остряком 5 под закалочной кареткой 6, Поджимное 12 устройство прижимает направляющие ролики 11 к боковой поверхности остряка 5, С направляющими роликами 11 жестко связаны подвижные 14 магнитопроводы, которые по этой причине сближаются при су сении профиля остря ка 5 и таким образом поддерживают пост янный зазор между подвижным 14 магни- топроводом и остряком 5, противодейству рассеянию электромагнитного поля. В начальный период упрочнения.закаливают полнопрофильную часть остряка 5, Скорос движения фермы 1 с остряком 5 под индуктором 9 с неподвижным 10 магнитопроводом постоянна (например,400 мм/ми при мощности генератора 1ОО кВт, токе 80 А и зазоре индуктор-остряк 5 мм). При уменьшении сечения остряка 5 направ ляющие ролики 11 и подвижные 14 магнитопроводы сближаются за счет действия подакимного 12 устройства. Масса голо&ки остряка 3 в пере меньше, чем в полнопрофильной части,поэтому при отсутствии рассе5шия поля (что ойспечивается сближением подвижньос 14 магнитопроводов) нагрев происходит интенсивнее, быстрее-. Поскольку с направляющими роликами 11 жестко связан движок управля ющего реостата 15, при переходе на перо остряка 5 движок управляющего реостата 15 сдвигается вслед за направляющими роликами 11, осуществляя автоматическое регулирование скорости процесса, ток на электроприводе 2 перемеще 3 ния увеличивается и ферма 1 с остряком 5 движется быстрее. Скорость процесса непрерывно возрастает до конца пера остряка 5, Например, остряк стрелочного перевода 1/7 из стали М 76 укладывают на ферму, выгибают на исходную стрелу прогиба 285 мм и.подводят под каретку В тяговые цилиндры и охлаждающее устройство подают воздух под давлением 3 и 6 атм соответственно. Включают нагрев и движение фермы со скоростью 4ОО мм/мин. При мощности генератора. 100 кВт, токе 80 А и напряжении 800 В температура нагрева под закалку равна 870 880°С. При выходе остряка скорость движения фермы возрастает и к концу термообработки составляет 510515 мм/мин. Твердость упрочненного слоя достигает 340 НВ. Формул аиз обретения Устройство для закалки стрелочных остряков, содержащее ферму с электроприводом перемещения, пневмоцилиндрами и рычагами фиксации и выгиба остряка, каретку, на которой размещены индуктор с магнитопроБОДом, спрейер, поджимное приспособление с направляющими ролика- .мй и тяговыми цилиндрами „ отличающееся тем, что, с .целью повышения качества закалки остряков, устройство снабжено установленным с обеих сторон под индуктором дополнительным магни топроводом, и реостатом, включенным в цепь электропривода перемещения, при этом дополнительный магнитопровод и движок реостата жестко связаны с направлгпощими роликами. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 121464, кл, С 21D 1/12, 1959.
«41
,
