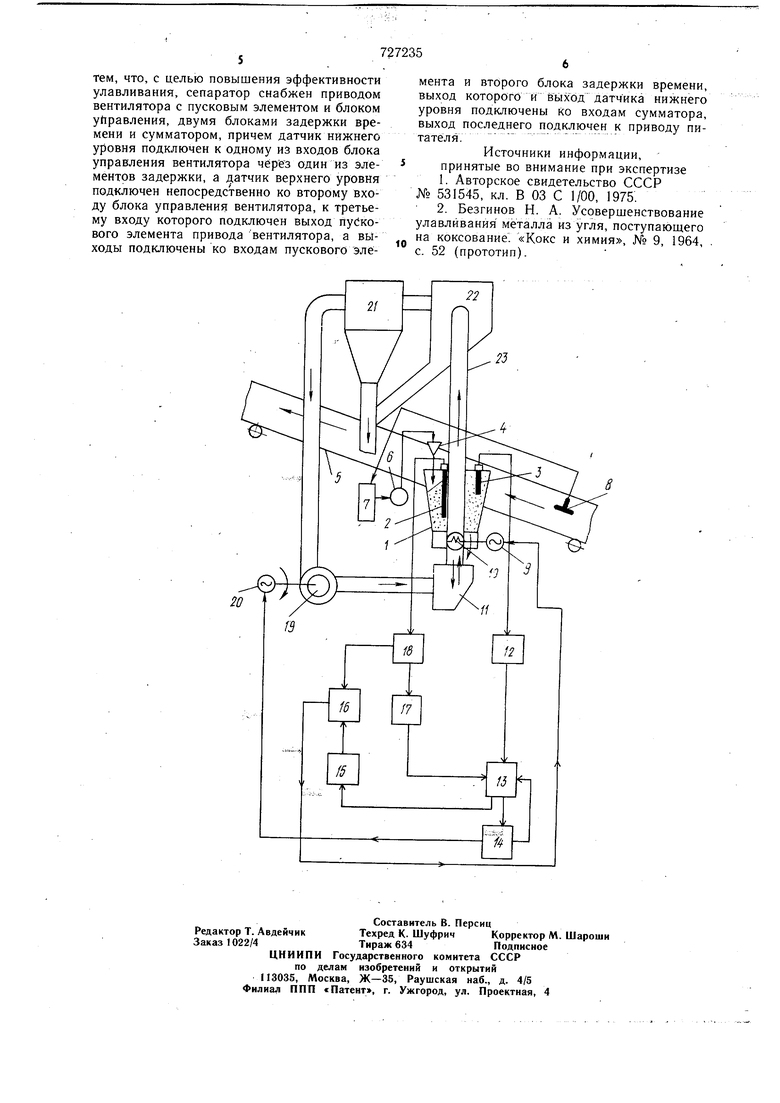
дозируется за счет вращения привода 9 от шнекового питателя 10 в металлосборник 11.
Устройство содержит датчик 12 верхнего уровня, связанный с блоком автоматического управления 13, пусковое устройство 14, первый блок задержки времени 15, сумматор 16 и второй блок задержки времени 17 и датчик 18 нижнего уровня. От пускового устройства вентилятор 19 приводится во вращение приводом 20. Циклон 21, механический сепаратор 22 и разгонная труба 23 образуют замкнутый технологический контур.
Автоматический сепаратор работает следующим образом.
В исходном состоянии бункер 1 пустой, устройство металлоулавливания не работает.
При отсутствии металлических предметов в сыпучем постоянно движущемся материале на транспортерной ленте 5, вентилятор 19 и щнековый питатель 10 также не работают. Логическая схема работает в режиме автоматического управления. Как только на ленточном транспортере 5 в сыпучем материале появляются металлические предметы, срабатывает металлоискатель 8.и через пусковое устройство 7 привод 6 воздействует на плужковый сбрасыватель 4, который опускается на ленточный транспортер 5 и сбрасывает порцию сыпучего материала вместе с металлическими предметами в бункер 1. При достижении накапливаемого сыпучего материала до чувствительного элемента 2 нижнего уровня 18, последний срабатывает и выдает сигнал в сумматор 16 и через блок задержки времени 17 в блок управления 13. По мере нарастания уровня в бункере 1 и достижения сыпучим материалом чувствительного элемеьгга 3 датчика верхнего уровня 12, последний срабатывает и выдает сигнал в блок управления 13. При равенстве сигналов блок управления 13 выдает сигнал через пусковое устройство 14 на включение привода 20 вентилятора 19, и одновременно выдает сигнал на первьтй блок задержки времени 15, который по истечении времени разгона двигателя 20 вентилятора 19 выдает сигнал в сумматор 16.
При двух равных сигналах, поступаемых в сумматор, последний выдает сигнал на включение привода 9 шнекового дозатора 10.
При включении пускового устройства 14 в блок управления 13 поступает сигнал, равный сигналу от датчика верхнего уровня.
В результате вращения дозатораи циркулируемого воздуха в замкнутом контуре через металлосборник 11, разгонную трубу 23, сепаратор 22, циклон 21, вентилятор 19 сбрасываемый сыпучий материал вместе с металлическими предметами через щнековый дозатор 10 в металлосборник 11 подхватывается встречным воздущным потоком. В результате разности удельных весов сыпучего материала и металлг.ческнх предметов, металл осаждается в металлосборник, а сыпучий материал подхватывается воздущным потоком и по разгонной трубе 23 поступает в сепаратор, черезу который возвращается назад на ленточный транспортер 5, а пылевые частицы улавливаютс я циклоном 21, и чистый воздух после циклона через вентилятор вновь поступает в металлосборник.
По мере срабатывания сыпучего материала из бункера 1, если вновь с транспортерной ленты не поступает новой порции, чувствительный элемент 3 датчика верхнего уровня 12 обесточивается и через датчик верхнего уровня 12 снимает свой сигнал с блока управления 13. Но так как сигнал от пускового устройства 14 равен сигналу
от чувствительного элемента 3 датчика верхнего уровня 12, который подается в блок управления 13. При включенном пусковом устройстве 14 логическая схема находится в прежнем состоянии, хотя сигнал с чувствительного элемента 3 датчика верхнего уровня 12 исчез. При дальнейщем срабатывании уровня в бункере 1 и срабатывания чувствительного элемента 2 датчика нижнего уровня 18 последний снимает сигнал через датчик нижнего уровня 18 с сумматора 16
5 и щнековый дозатор останавливается. Одновременно сигнал через блок нижнего уровня снимается в блоке задержки времени 17, который через определенный промежуток времени с задержкой (равной полному останову щнекового дозатора плюс время сепарации сброщенного остатка дозатором) снимает сигнал с блока управления 13.
Пусково.е устройство 14 отключается и снимает сигнал с привода 20 вентилятора 19, последний останавливается, и одновременно снимает свой выходной сигнал с блока управления 13.
Процесс сепарации металла прекращается до следующего цикла. Использование автоматического сепаратора для улавливания металлов, попадаемых в уголь на транспортерной ленте, обеспечивает полное улавливание любого разнородного металла, попадаемого в уголь на транспортерной ленте; повыщение срока службы дробильных устS ройств в транспортных цехах станций, за счет исключения попадания в них металлических предметов; сбор и возврат уловленного металла на переплавку; возврат угля, отделенного от металла, в транспортируемый
поток. o
Формула изобретения
Автоматический сепаратор металла, включающий бункер с датчиками верхнего и нижнего уровней сыпучего материала, металлоискатель, приводы тр анспортера и пиtaтeля с пусковыми элементами, отличающийся
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический пневмосепаратор металла | 1982 |
|
SU1061840A1 |
| Система металлоулавливания | 1985 |
|
SU1255222A1 |
| УСТРОЙСТВО ДЛЯ СЕПАРАЦИИ ТЕХНОГЕННОГО СЫРЬЯ, ПРЕДСТАВЛЕННОГО МЕТАЛЛОСОДЕРЖАЩИМИ ОТХОДАМИ ИЛИ НЕКОНДИЦИОННЫМИ РУДАМИ | 2008 |
|
RU2379128C1 |
| Система металлоулавливания | 1981 |
|
SU986500A1 |
| Устройство для удаления металлических предметов из потока материала | 1985 |
|
SU1279929A1 |
| Установка фракционного измельчения и производства смесей концентрированных кормов | 2018 |
|
RU2677798C1 |
| ПЕРЕДВИЖНАЯ ДЕЗИНТЕГРАТОРНАЯ УСТАНОВКА | 2007 |
|
RU2346744C2 |
| Цех для приготовления кормов | 1989 |
|
SU1777778A1 |
| Устройство для извлечения металлических предметов из потока сыпучего материала | 1979 |
|
SU784921A1 |
| УСТАНОВКА ДЛЯ СТРУЙНОГО ИЗМЕЛЬЧЕНИЯ СЫПУЧИХ | 1973 |
|
SU365163A1 |
