(54) СПОСОБ ГИБКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2506134C1 |
| Способ гибки труб | 1977 |
|
SU659234A1 |
| Способ гибки полых заготовок с дном | 1978 |
|
SU749492A2 |
| СПОСОБ ГИБКИ ТРУБНЫХ ЗАГОТОВОК | 2017 |
|
RU2633863C1 |
| СПОСОБ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1994 |
|
RU2086329C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| СПОСОБ ГИБКИ ТОНКОСТЕННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354478C1 |
| Способ изготовления крутоизогнутого колена из трубной заготовки | 1991 |
|
SU1766556A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ И ОТВОДОВ | 1998 |
|
RU2149726C1 |
I
Изобретение относится, к обработке металлов давлением, а именно к штамповке деталей из трубных заготовок, и может быть использовано в авиационных и других отраслях промышленности.
Известен способ гибки труб, включающий операции заполнения полости трубной заготовки наполнителем, изгибание заготовки внешним моментом по жесткому пуансону с приложением дополнительных напряжений сжатия вдоль оси заготовки в зоне тангенциального растяжения и напряжений растяжения в осевом направлении в зоне тангенциального сжатия 1. Однако приложение дополнительного растягиваюшего усилия и сжимаюш,его, распределенйых по всему сечению заготовки, хотя и уменьшает возможность образования гофров, но одновременно приводит к утонению наружной стенки трубы, что ограничивает область применения этого способа.
С целью уменьшения максимально допустимого радиуса изгиба по предлагаемому способу гибку трубы производят совместно с резиновой (полиуретановой) манжетой, плотно прижатой к стенкам заготовки.
При этом дополнительные напряжения сжатия и растяжения создаются за счет сил трения, возникающих между заготовкой и эластичной манжетой.
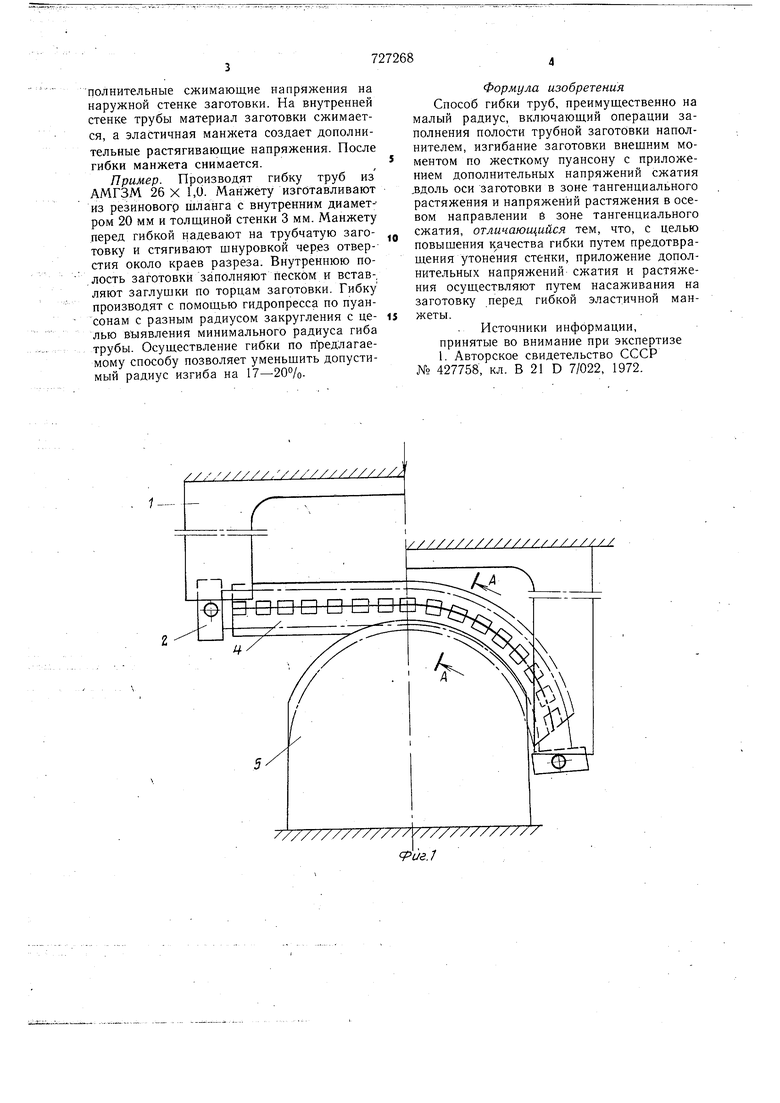
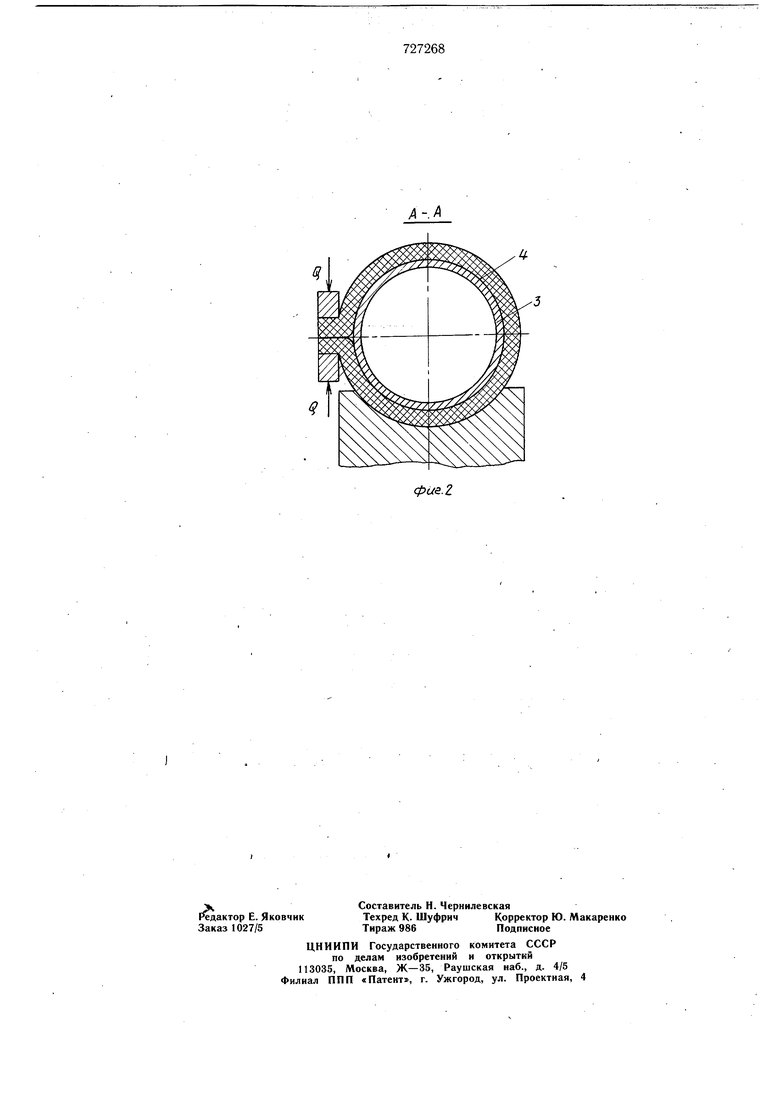
На фиг. 1 изображено устройство для
гибки трубчатой заготовки с подпором, обший вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство состоит из нажимной скобы
1, заглушек 2, вставленных в концы трубы
3, эластичной манжеты 4 и пуансона 5.
Эластичную манжету 4 выполняют несколько меныиего диаметра, чем диаметр трубы, соединительный шов с элементами
натяга располагают по среднему радиусу гиба. Манжету 4 одевают и натягивают на трубчатую заготовку до осуществления гибки. Затем с помощью нажимной скобы и заглушек 2 ходом пресса осуществляют изгиб заготовки по пуансону 5. При этом слои
заготовки, расположенные выше нейтральной линии, растягиваются и стремятся растянуть эластичную манжету 4, которая в свою очередь под действием сил упругости сжимается и благодаря трению создает дополнительные сжимающие напряжения на наружной стенке заготовки. На внутренней стенке трубы материал заготовки сжимается, а эластичная манжета создает дополнительные растягивающие напряжения. После гибки манжета снимается. Пример. Производят гибку труб из АМГЗМ 26 X 1,и. Манжету изготавливают из резиновогр шланга с внутренним диамет-ром 20 мм и толщиной стенки 3 мм. Манжету перед гибкой надевают на трубчатую заготовку и стягивают щнуровкой через отверстия около краев разреза. Внутреннюю полость заготовки заполняют песком и встав-, ляют заглушки по торцам заготовки. Гибку производят с помощью гидропресса по пуансонам с разным радиусом закругления с целью выявления минимального радиуса гиба трубы. Осуществление гибки по предлагаемому способу позволяет уменьшить допустимый радиус изгиба на 17-20%.
1 Формула изобретения Способ гибки труб, преимущественно на малый радиус, включающий операции заполнения полости трубной заготовки наполнителем, изгибание заготовки внешним моментом по жесткому пуансону с приложением дополнительных напряжений сжатия .вдоль оси заготовки в зоне тангенциального растяжения и напряжений растяжения в осевом направлении е зоне тангенциального сжатия, отличающийся тем, что, с целью повышения к ачества гибки путем предотвращения утонения стенки, приложение дополнительных напряжений сжатия и растяжения осуществляют путем насаживания на заготовку перед гибкой эластичной манжеты. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 427758, кл. В 21 D 7/022, 1972.
