, (54) СПОСОБ ГИБКИ ПОЛЫХ ЗАГОТОВОК С ДНОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1987 |
|
RU1466084C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2003 |
|
RU2241561C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2013 |
|
RU2528928C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1994 |
|
RU2094151C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2510806C2 |
| СПОСОБ ГИБКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2016683C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2506134C1 |
| СПОСОБ ГИБКИ ТРУБ С ОБРАЗОВАНИЕМ КОЛЕН ПОВТОРЯЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2534483C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1998 |
|
RU2172221C2 |
I
Изобретение относится к обработке металлов давлением и может быть использовано в авиационной, моторостроительной t других отраслях промышленности.
В современном машиностроении потребность в крутоизогнутых патрубках неуклонно возрастает, что в первую очередь связано с борьбой за уменьшение габаритов и веса, что особенно важно в летательных аппаратах.
Из основного авт. св. № 590039 известен способ гибки полых тел с дном, заключающийся в том, что заготовку, заполненную наполнителем, проталкивают через криволинейный ручей матрицы путем воздействия на дно и стенки заготовки давлением, создаваемым в наполнителе.
Недостатком известного способа является ограниченность технологических возможностей процесса, заключающаяся в невозможности изготавливать трубные колена с радиусом гиба менее R, 0,4D (0,2-0,3), а также в большой разнотолщинности изделий.
Для расширения технологических возможностей и повышения качества перед проталкиванием через криволинейный ручей
матрицы поверхность заготовки, обращенную к поверхности матрицы в зоне большей кривизны, увеличивают путем нанесения рельефа, например, в виде поперечных .серповидных гофров.
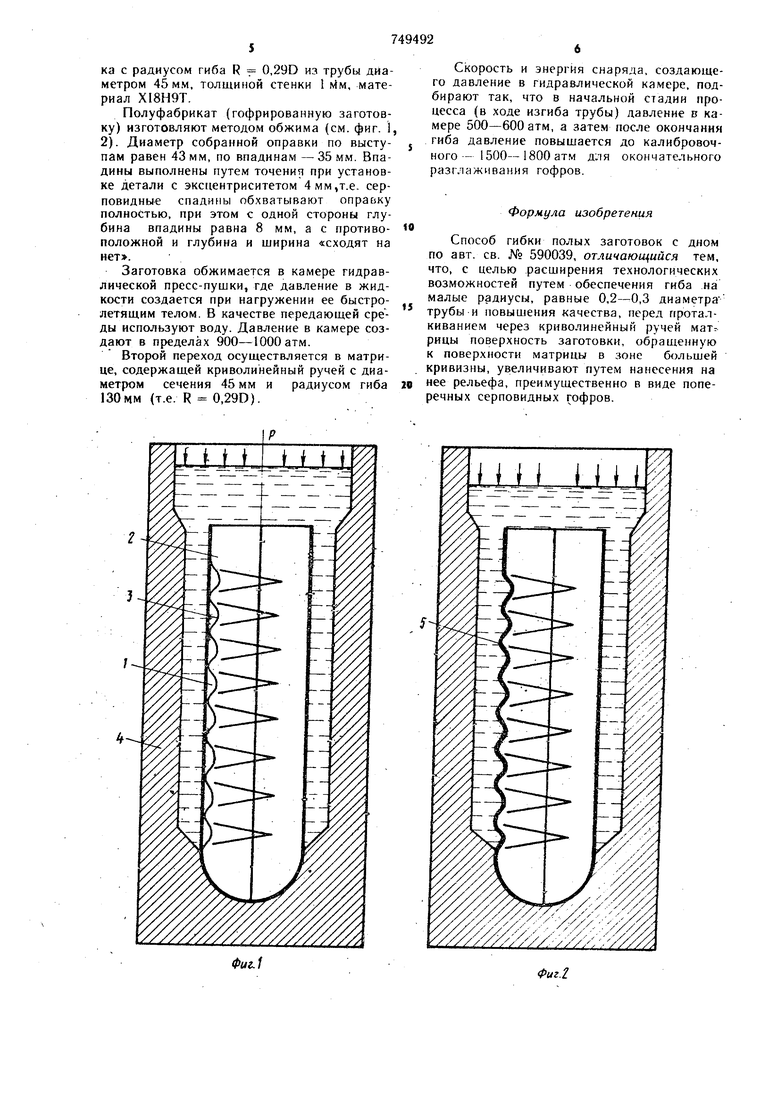
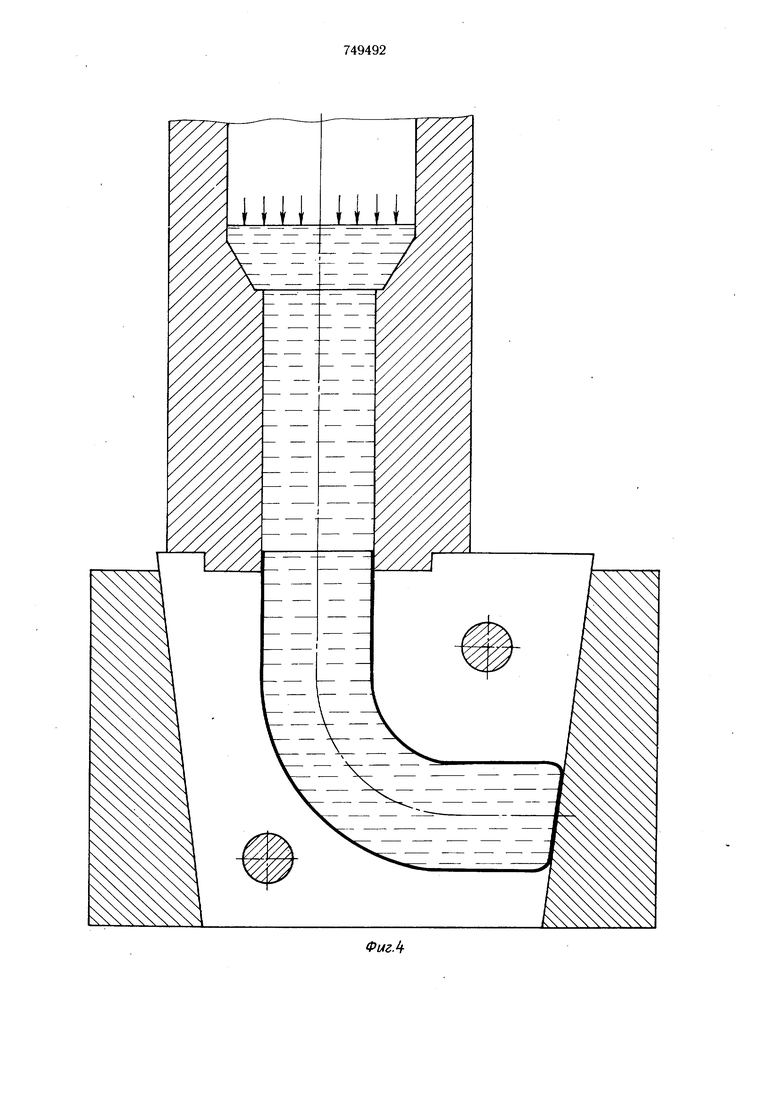
5На фиг. 1 показан начальный момент процесса при изготовлении гофров на заготовке методом обжига; на фиг. 2 - конечный момент процесса обжима; на фиг. 3 - начальный момент процесса гиба трубной заготовки; на фиг. 4 - конечный момент про0 цесса гиба; на фиг. 5 - напряженное состояние в трубе при обычном изгибе; на фиг. 6 - напряженное состояние при изгибе заготовки с гофрированной поверхностью. Процесс заключается в следующем.
На первом переходе заготовка I
(см. фиг. 1) со вставленной в него разъемной обжимной оправкой 2, на которой выполнены серповидные впадины 3, устанавливается в контейнер 4, который заполнен передающей средой. При воздействии на передающую среду нагрузки Р, заготовка обжимается по оправке 2 и превращается в полуфабрикат 5 (см. фиг. 2).
Полуфабрикат можно получить и путем аздачи заготовки 1.
На втором переходе полуфабрикат 5 см. фиг. 3) нижней частью устанавливают матрицу 6 с криволинейным ручьем 7. оскольку матрйцв .6 имеет вертикальный s азъем, она помещается в бандаж 8. К м.атице подсоединяется гидравлическая камеа 9, в которую входит открытый торец олуфабриката 5. Полость полуфабриката связана с гидравлической камерой 9 и заполнена передающей средой. При этом полу- фабрикат 5 устанавливают в матрицу так, что наибольшая глубина гофров находится в плоскости изгиба и обращена в сторону большего радиуса кривизны матрицы. Прикладывая нагрузку Р к передающей среде, ,j создают в ней давление. Под действием давления на дно полуфабриката 5, он проталкивается через ручей 7. Этим же давлением предотвращается потеря устойчивости на внутреннем радиусе гиба и разглаживаются гофры на внешнем радиусе гиба. В конце Ю процесса полуфабрикат 5 превращается в; крутоизогнутый патрубок без гофров (см. фиг. 4).
Сущность процесса заключается в следующем..JJ
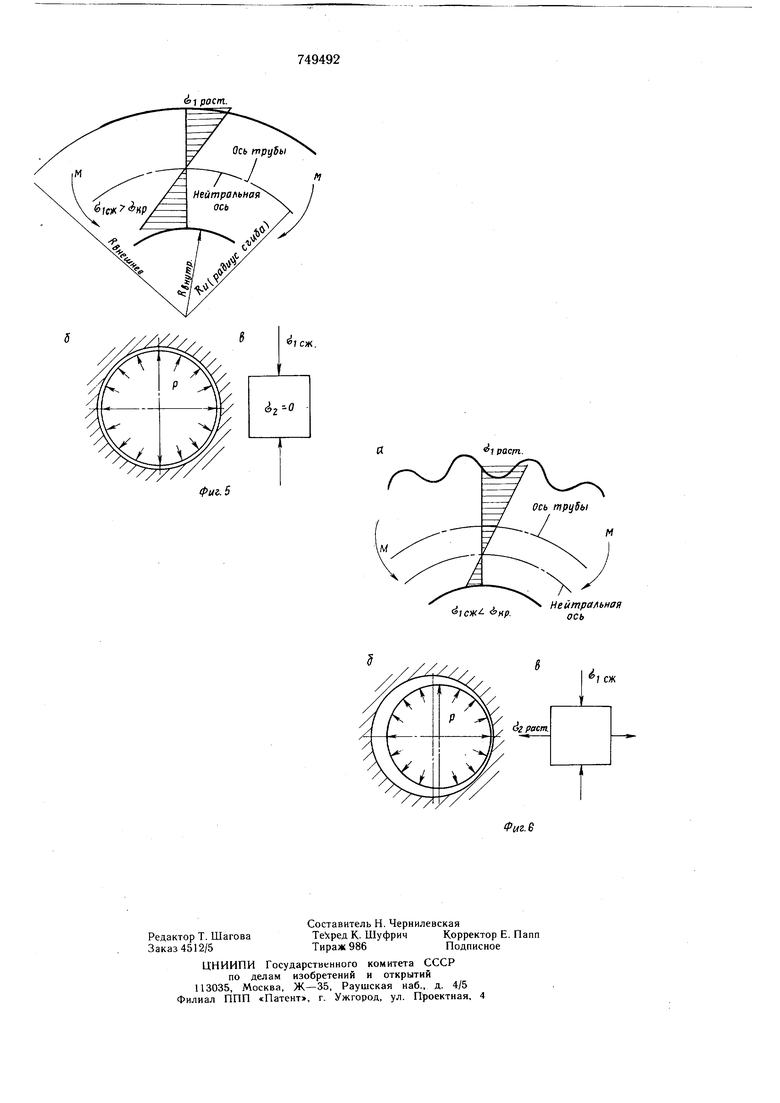
Упрощенно процесс проталкивания трубы через криволинейный ручей можно представить как изгиб трубы при помощи моментов М (см. фиг. 5 и 6).
При изгибе обычных трубных заготовок (см. фиг. 5), нейтральная ось совпадает с ю осью трубы. При этом на внешнем раДиусе гиба возникают растягивающие напряжения 61рдст. , а на внутреннем радиусе такие же по величине сжимающие напряжения (i, ,.,.. Если рассмотреть поперечное сечение грубы, находящейся в ручье матрицы (см- фиг. 5), становится ясньш, что поскольку труба со прикасается по всепму контуру со стенками матрицы, окружные деформации и окружные напряжения 6 а отсутствуют. Элемент стенки трубы, выделенный на внутрен- о нем радиусе гиба (см. фиг. 5в), находится в состоянии одноосного сжатия (не считая сжимающего давления жидкости). Если сжимающие напряжения 6 к, больше критического напряжения «,к{,. происходит потеря устойчивости и на внутреннем радиусе гиба образуются гофры. Давление со стороны . наполнителя увеличивает и к|. однако при R,, 0,4D складкообразование все же происходит, так как нельзя беспредельно увеличивать давление в наттолнителе, поскольку jg увеличивается прижатие стенок трубы к матрице и растут силы трения.
В предлагаемом способе на заготовке предварительно увеличивается длина образующей, которая затем располагается на внешнем радиусе гиба.i
При изгибе в матрице эту образующую .растягивают меньше для того, чтобы она приняла те же размеры дуги, как при изгибе обычной трубной заготовки.
Ввиду того, что сопротивление стенки с волнистой образующей ее распрямлению меньше, чем сопротивление стенки с прямолинейной образующей растяжению, нейтральная ось уже не совпадает с осью трубы (см. фиг. 6а), а сильно смещается к внутреннему радиусу гиба. Тогда резко уменьшается сжимающее напряжение (S,ex. внутреннем радиусе. Напряжение 6 1пл«т внешнем радиусе тоже уменьшается при том Же радиусе гиба или остается прежним при уменьшении радиуса гиба трубы. В то же время на внешнем радиусе только вершины гофров касаются стенок матрицы (но и они могут частично отходить от стенок при распрямлении), между матрицей и поверхностью трубы в этой области существует значительный зазор (см. фиг. 6 б). Под действием внутреннего давления происходит раздача трубы до устранения зазора между ней и матрицей. При этом растягивается материал по всей окружности, т.е. как на внешнем радиусе гиба, так и на внутреннем. А в начальный момент, когда гофры еще «разгладились незначительно жесткость гофрированной части на раздачу больше, чем гладкой и растягивается больше материал на внутреннем радиусе гиба.
Элемент трубы, выделенный на внутреннем радиусе гиба (см. фиг. 6в), находится в состоянии плосконапряженного состояния. В меридиональном направлении действуют сжимающие напряжения 6,t«.. а в окружном-растягивающее 6а)лст При этом напряжения 6 ,еж. значительно меньше, чем. При обычном способе гиба (см. фиг. 5а). Значит потеря устойчивости на внутреннем радиусе может произойти лишь при значительном уменьшении радиуса гиба. Меньшее сжимающее напряжение вызывает и меньшее утолщение материала. Кроме того, действие растягивающих напряжений вызь1ваёт уменьщение толщины материала и в итоге толщина материала во внутренней части трубного колена, изготовленного этим способом, остается примерно равной исходной. В обычных процессах в этом месте наблюдается сильное утолщение материала. В предложенном способе в результате воздействия окружных напряжений материал с зоны внутреннего радиуса гиба смещается в зону внешнего радиуса гиба, где утонение вследствие этого уменьшается.
Таким образом, предлагаемый способ гибки обладает двумя основными достоинствами:
Пример. В качестве примера осуществления приводятся основные данные техпроцесса по изготовлению крутоизогнутого патрубка с радиусом гиба R 0,29D из трубы диаметром 45мм, толщиной стенки I Мм, материал Х18Н9Т.
Полуфабрикат (гофрированную заготовку) изготовляют методом обжима (см. фиг. 1 2). Диаметр собранной оправки по выступам равен 43мм, по впадинам-35мм. Впадины выполнены путем точения при установке детали с эксцентриситетом 4 мм,т.е. серповидные спадины обхватывают оправку полностью, при этом с одной стороны глубина впадины равна 8 мм, а с противоположной и глубина и ширина «сходят на нет.
Заготовка обжимается в камере гидравлической пресс-пушки, где давление в жидкости создается при иагружении ее быстролетяш.им телом. В качестве передающей среды используют воду. Давление в камере создают в пределах 900-1000 атм.
Второй переход осуществляется в матрице, содержащей криволинейный ручей с диаметром сечения 45 мм и радиусом гиба 130мм {т.е. R 0,29D).
Скорость и энергия снаряда, создающего давление в гидравлической камере, подбирают так, что в начальной стадии процесса (в ходе изгиба трубы) давление в камере 500-600 атм, а затем после окончания гиба давление повышается до калибровочного - 1500-1800 атм для окончательного разглаживания гофров.
Формула изобретения
Способ гибки полых заготовок с дном по авт. св. № 590039, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения гиба на малые радиусы, равные 0,2-0,3 диаметра трубы и повышения качества, перед проталкиванием через криволинейный ручей мат-рицы поверхность заготовки, обращенную к поверхности матрицы в зоне большей кривизны, увеличивают путем нанесения на нее рельефа, преимущественно в виде поперечных серповидных гофров.
Фиг.1
Фиг.г
i 1 рост.
фиг.. 5
1 СЖ
d( рост.
