Изобретение относится к черной металлургии и может быть использовано в печах с шагающими балками прокатного производства.
Известен способ изготовления крутоизогнутых колен на трубной заготовке, включающий нагрев заготовки до температуры 800...1200°С (в зависимости от материала заготовки) и ее изгиб с одновременной эксцентричной раздачей посредством рого- образного сердечника.
Наиболее близким по технической сущности и достигаемому положительному эффекту является способ изготовления крутоизогнутого колена, включающий утонение стенки трубной заготовки, нагрев ее до температуры 800. .1200°С, с последующей гибкой заготовки на участке утонения.
Недостатком известных способов является низкий срок службы изготовленных этими способами крутоизогнутых колен из трубной заготовки из-за невозможности обеспечить одинаковую толщину стенки заготовки по внутреннему радиусу ее гиба,
Разнотолщинность стенки крутоизогнутого колена приводит к перегреву ее наружной поверхности на утолщенном участке с последующим появлением разгаров и трещин.
Целью изобретения является увеличение срока службы крутоизогнутого колена за счет более равномерного распределения металла по его сечению.
Поставленная цель достигается тем, что утонение стенки выполняют с плавным увеличением его по величине от краев зоны сжатия до ее середины, при этом величина утонения не превышает 0,5 толщины стенки заготовки.
Предложенное изобретение отличается от прототипа выполнением утонения стенки трубной заготовки на участке последующего гиба ее таким образом, что утонение стенки выполнено с плавным увеличением его от краев зоны сжатия до ее середины. Величина утонения не превышает 0,5 толщины стенки заготовки (эта величина равна нулю
сл
с
VI о о сл сл a
оишА
на границах изгибаемого участка и достигает максимума в его середине).
Таким образом, заявляемый способ изготовления крутоизогнутого колена из трубной заготовки соответствует критерию изобретения новизна.
Сравнение заявляемого способа не только с прототипШТ но и с другими известными способами в данной области техники, позволило выявить в них признаки, отли- чающие заявляемый способ от прототипа, что позЪол Сделать вывод о соответствии критерию существенные отличия.
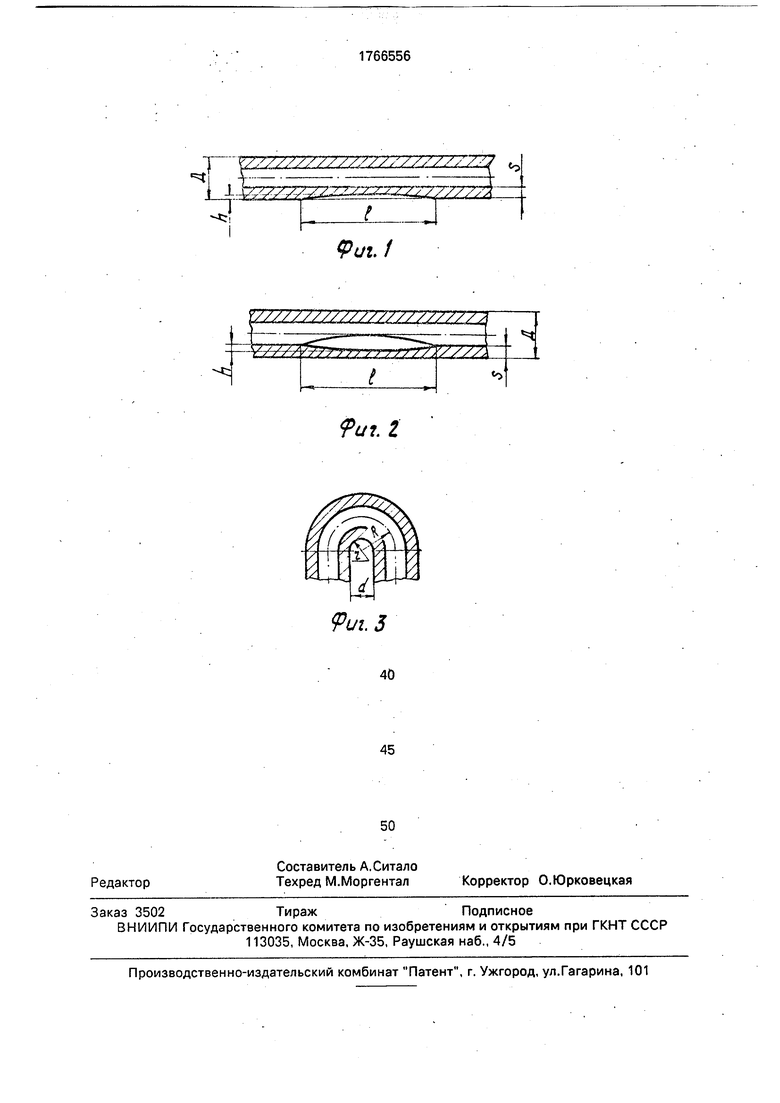
На фиг. 1 изображена трубная заготовка до изгиба с утонением по наружной по- верхности; на фиг. 2 - то же, до изгиба с утонением по внутренней поверхности; фиг. 3 - то же, после изгиба.
Предложенный способ реализуется следующим образом.
Стенку трубной заготовки на участке внутреннего радиуса г ее изгиба утоняют с плавным увеличением величины утонения h от нуля (на его границах) до максимального значения (но не более 0,5 толщины S стенки заготовки) в центре участка, т. е. h 0,55. При утонении стенки более 0,5 S возможно появление гофр по внутреннему радиусу ги- ба заготовки, что не допустимо. Далее, торец трубной заготовки плотно закрывают заглушкой. Заготовку набивают сухим пес- ком, плотно закрывают второй заглушкой. Затем нагревают заготовку до температуры 800,..1200°С (в зависимости от материала заготовки} и при этой температуре выполня- ют гиб заготовки. После окончания гиба заглушки с песком удаляют из внутренней полости полученного круто изо гнуто го колена.
Пример. Предложенный способ изго- товления крутоизогнутого колена реализо- .ван при изготовлении опытных колен для печи с шагающими балками Оскольского электрометаллургического комбината и будет также реализован при изготовлении ме- ханического оборудования этой печи.
Крутоизогнутые опытные колена изготовлены из трубы с наружным диаметром мм, толщиной стенки мм, материал трубы - сталь 20, радиус гиба мм (г. е. ,735D), угол гиба 180°.
Трубную заготовку устанавлиавют на токарно-винторезный станок со смещением ее центра (относительно оси шпинделя) на 7 мм, и на участке последующего гиба заго-
товки механической обработкой (резцом) делают с одной стороны заготовки проточку длиной 150 мм на глубину 7 мм в центре проточки с плавным уменьшением ее глубины до нуля на границах проточки. Затем снимают заготовку со станка, ставят заглушку на одном ее торце и приваривают плотным сварным швом. Далее, трубную заготовку плотно набивают сухим песком и заполненный песком участок последующего гиба плотно закрывают заглушкой с другого конца. Подготовленную таким образом трубную заготовку устанавливают на поворотную плиту гибочного станка типа ТГМ 38-159, ориентируя проточку в сторону внутреннего радиуса гиба заготовки, с опирани- ем проточки в цилиндрический упор диаметром мм, жестко закрепленный на плите станка. В таком положении один конец трубной заготовки жестко крепят на поворотной плите станка, а другой фиксируют (с возможностью ее смещения вдоль соб- ственной оси на упоре, не связанном с плитой. Далее трубную заготовку нагревают в месте гиба газовыми горелками до температуры 800...1200°С и при такой температуре, посредством поворота плиты гибочного станка (наматывание трубной заготовки на упор мм), выполняют гнутье заготовки на угол 180°.
После завершения гиба полученное крутоизогнутое колено охлаждают на воздухе, освобождают от заглушек и песка и на- правляют на дальнейшую обработку согласно технологическому процессу изготовления колена.
Предложенный способ позволит увеличить срок службы колена посредством более равномерного распределения металла по сечению колен, исключить их импорт за валюту, изготавливать колена на имеющемся отечественном оборудовании.
Формула изобретения Способ изготовления крутоизогнутого колена из трубной заготовки, включающий утонение ее стенки на участке последующей гибки в зоне сжатия, нагрев с последующей гибкой заготовки и ее охлаждение, отличающийся тем, что, с целью повышения срока службы колена, утонение стенки выполняют с плавным увеличением его по величине от краев зоны сжатия до ее середины, при этом величина утонения не превышает 0,5 толщины стенки заготовки.
ЈZZZ
i
jJ. J S2 22ZZZZZ2
IZIJ
22ZZ
IZIJ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления крутоизогнутых патрубков и устройство для его осуществления | 1984 |
|
SU1237276A1 |
| Способ изготовления толстостенных крутоизогнутых отводов | 2016 |
|
RU2628444C1 |
| СПОСОБ ГИБКИ ТРУБ С ОБРАЗОВАНИЕМ КОЛЕН ПОВТОРЯЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2534483C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 2001 |
|
RU2205712C2 |
| Рогообразный сердечник | 1981 |
|
SU963611A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ БЕСШОВНЫХ ОТВОДОВ ИЗ ЦЕНТРОБЕЖНЫХ ЗАГОТОВОК | 2014 |
|
RU2601359C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ И ОТВОДОВ | 1998 |
|
RU2149726C1 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2506134C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТРУБНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2192324C2 |
Использование: при изготовлении трубных колен с повышенным сроком службы. Сущность изобретения: стенку трубной заготовки на участке последующего гиба утоняют с плавным увеличением величины утонения от нуля (на краях участка) до максимального значения в его середине (но не более 0,5 толщины стенки заготовки). Заготовку набивают песком и плотно закрывают заглушками. Затем нагревают заготовку до 800,..1200°С (в зависимости от материала заготовки) и при этой температуре выполняют гиб заготовки. 3 ил.
л/f. 2
Я/г. J
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Съемное приспособление для разжигания кухни типа "Примус" | 1928 |
|
SU10329A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
