1
Изобретение относится к обработке металлов давлением и может быть использовано для накатывания наружных резьб.
Известен способ однопроходного накатывания резьбы, осуществляемый тангенциальной резьбонакатной головкой 1. Резьбу накатывают роликами, имеющими винтовую нарезку и оси которых параллельны. Накатывание осуществляют путем тангенциальной подачи роликов на заготовку.
Недостатком этого способа является узкая область его применения. При накатывании резьб с крупным шагом или длинных резьб тангенциальные усилия достигают значительных величин, что нриводит к изгибу заготовки, как правило, консольно закрепленной в щпинделе станка.
Наиболее близким техническим решением к нредлагаемому является снособ двухпроходного накатывания резьбы . Резьбу накатывают роликами, имеющими винтовую нарезку и оси которых параллельны. Накатывапие осуществляют путем тангенциальной подачи роликов на заготовку, причем деформируемый припуск распределяют на нрямой и обратный ходы роликов.
Недостатком такого способа является ограниченные его возможности в части точности резьбы. Объясняется это тем, что при
накатывании таким способом отсутствует фаза калибрования резьбы.
Целью изобретения является расширение технологических возможностей накатывания резьб.
Указанная цель достигается тем, что перемещение роликов Б тангенциальиом направлении осуществляют до совмещения их геометрических осей и оси заготовки в одной плоскости, а второй проход осуществляют с радиальным перемещеннем роликов относительно заготовки.
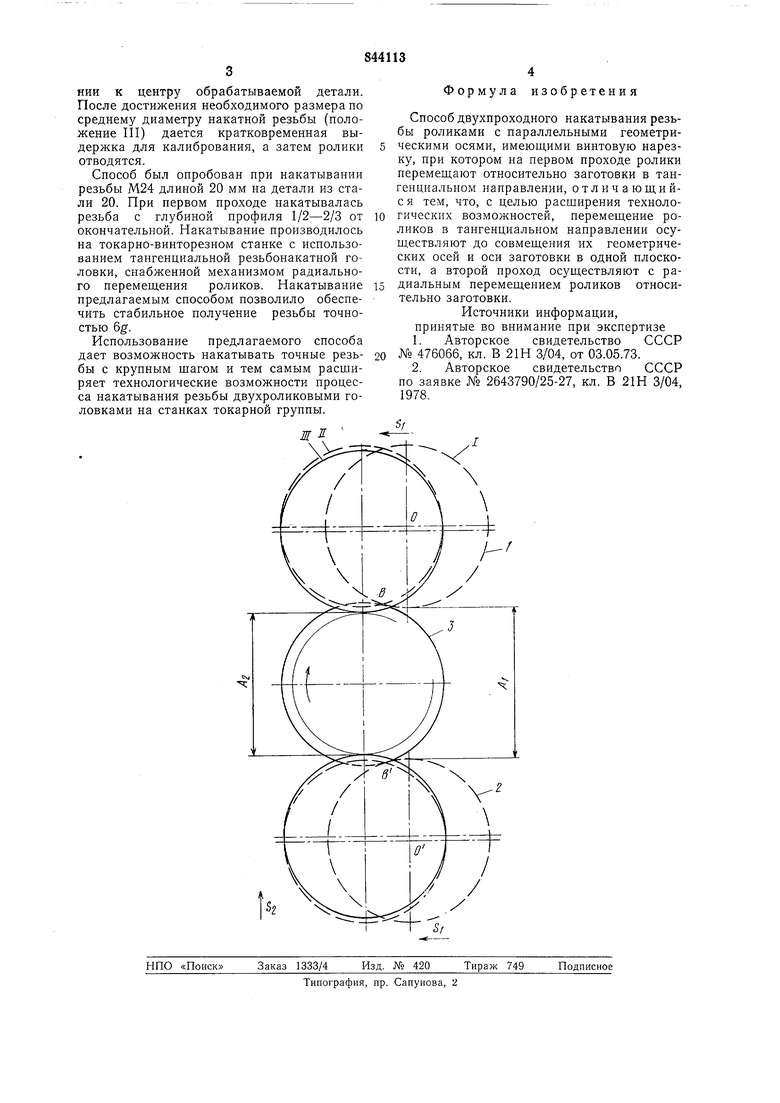
На чертеже приведена схема осуществления предлагаемого способа.
Способ осуществляется следующим образом. Резьбонакатным роликам 1 и 2, имеющим многозаходную винтовую нарезку и оси которых параллельны, сообщают тангенциальную подачу на заготовку 3. При этом расстояние меледу роликами AI больше, чем это необходимо для получения окончательных размеров резьбы. С подачей 5i ролики перемещают до соприкосиовения с обрабатываемой деталью в точках В и В (положение I) и далее до совмещения их осей и оси детали в одной плоскости (положение II). При этом иа детали получается резьба неполного профиля. Затем подачу Si прекращают и далее ролики 1 и 2 иеремещают с S2 в радиальном направле
| название | год | авторы | номер документа |
|---|---|---|---|
| Тангенциальная резьбонакатная головка | 1980 |
|
SU893354A1 |
| СПОСОБ НАКАТЫВАНИЯ РЕЗЬБ | 2011 |
|
RU2467822C1 |
| Тангенциальная резьбонакатная головка | 1977 |
|
SU732061A1 |
| Резьбонакатная головка | 1978 |
|
SU774737A1 |
| Тангенциальная резьбонакатная головка | 1982 |
|
SU1098641A1 |
| Способ накатывания конической резьбы | 1980 |
|
SU948505A1 |
| СПОСОБ НАКАТЫВАНИЯ РЕЗЬБЫ РОЛИКАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2184008C2 |
| Устройство для накатывания наружной резьбы | 1989 |
|
SU1668002A1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ КРУПНЫХ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253535C1 |
