1
Изобретение может быть применено при растачивании отверстий, например, на горизонтально-расточном станке.
Известен способ обработки отверстий резцами, укрепленными в консольной борштанге, установленной в рабочем шпинделе станка. Подача осуществляется выдвижением рабочего шпинделя, а вращение передается полым щпинделем, размещенным в подшипниках.
Однако по известному способу образуется конусообразность продольного сечения отверстия из-за увеличения вылета шпинделя.
Причиной образования конусообразности является имеющийся зазор в сопряжении рабочего и полого шпинделей, а также радиальный износ резца.
Предлагаемый способ отличается тем, что задний конец рабочего шпинделя смещают относительно оси вращения подшипника на величину, иревышающую половину зазора между полым и рабочим шпинделями в направлении, противоположном проекции результирующей составляющей усилия резания на плоскость, перпендикулярной оси вращения шпинделя.
Это позволяет уменьшить величину конусообразности профиля продольного сечения обрабатываемой поверхности и компенсировать радиальный износ резца.
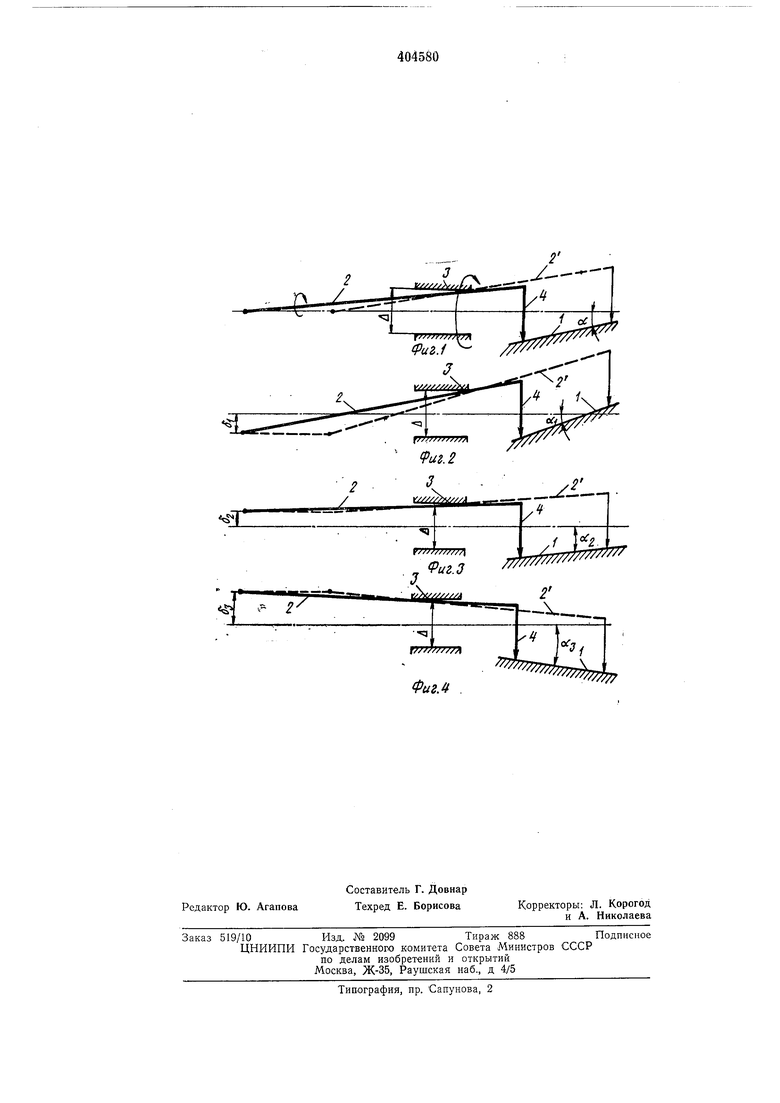
Иа фиг. 1 показана схема образования конусообразности отверстия 1 при отсутствии смещения оси рабочего шпинделя 2 и наличии зазора А между рабочим 2 и полым 3 шпинделями.
На фиг. 2 показана схема образования конусообразности отверстия при смещении оси заднего конца шпинделя и зазора Д между рабочим 2 и полым 3 шпинделями. Резец расположен относительно шпинделя так, что проекция 4 усилия резания на плоскость, перпендикулярную оси системы-СПИД, направлена в сторону смещения бь
Иа фиг. 3 показана схема образования конусообразности отверстия 1 при наличии смещения оси 62, меньшего половины зазора между рабочим 2 и полым 3 шпинделями. Резец расположен относительно шпинделя так, что проекция 4 усилия резания на плоскость, перпендикулярную оси системы СПИД, направлена в сторону, противоположную смещению
б2.
Иа фиг. 4 показана схема образования конусообразности отверстия 1 при наличии смещения бз, большего половины зазора между рабочим 2 и полым 3 шпинделями. Резец расположен аналогично случаю, как на фиг. 2 иЗ.
В случае отсутствия смещения оси заднего конца шпиндель 2 при наличии зазора Д под
действием усилия резания и центробежных сил прижимается к одной стороне втулки полого шпинделя 3 и при перемещении из полож1ения 2 в положение 2 изменяет свое угловое положение относительно оси системы СПИД, что приводит к образованию конусообразности а отверстия 1.
Расположение резца относительно шпинде.ля чаще всего определяется конструкцией конца щпинделя, имеющего конусное отверстие для устацовки расточной борщтанги.
Если смещение оси заднего конца шпинделя 2 направлено относительно резца так, как показано на фиг. 2, то величина конусообразности а увеличивается по сравпению со случаем, показанным на фиг. 1.
Это указывает на влияние смещения оси заднего конца рабочего шпинделя на величину конусообразности отверстия.
При расположении резца таким образом, когда проекция 4 (фиг. 3) направлена в противоположную сторону относительно направления смещения оси 62, величина конусообразности а2 отверстия 1 уменьшается по сравнению с предыдущими случаями (фиг. 1 и 2).
Это указывает также и на влияние расположения резца относительно смещения оси заднего конца рабочего шпинделя на величину конусообразности.
Величина смещения (биения) влияет на направление конусообразности; при смещении оси б2 меньшем, чем половина зазора Д, образуется прямая конусообразность «а, а при 2 - обратная (фиг. 4).
Таким образом, регулирование смещения оси заднего конца шпинделя по величине и направлению относительно расположения резца позволяет настроиться на обработку отверстия с обратной копусообразностью, величина которой равна удвоенной величине радиального износа резца. В этом случае оба вида погрещпостей имеют противоположное направление и взаимно компенсируются, обеспечивая высокое качество обработки.
Осуществление предлагаемого способа возможно при модернизации подшипникового узла каретки подачи щпинделя, например путем установки радиальных подшипников и эксцентричных втулок между подшипниками и шейкой шпинделя.
Предмет изобретения
Способ растачивания отверстий резцом, установленным в консольной борштанге, размещенной в рабочем шпинделе, приводимом во вращение размещенным в подщипниках полым шпинделем, отличающийся тем, что, с целью уменьшения величины конусообразности профиля продольного сечения обрабатываемой поверхности и компенсации радиального износа резца, задний конец рабочего шпинделя смещают относительно оси вращения подшипника на величину, превышающую половину зазора между полым и рабочим шпинделями в направлении, противоположном проекции, результирующей составляющей усилия резания на плоскость, перпендикулярную оси вращения шпинделя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Шпиндельный узел расточного станка | 1975 |
|
SU529013A1 |
| Устройство для растачивания отверстий | 1981 |
|
SU990432A2 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2008 |
|
RU2391186C1 |
| Борштанга | 1989 |
|
SU1722703A1 |
| Способ обработки отверстий | 1975 |
|
SU727336A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| Расточная борштанга | 1987 |
|
SU1468672A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЯ | 2014 |
|
RU2567933C1 |
| Станок для обработки внутренних фасонных поверхностей | 1980 |
|
SU1024175A1 |
Фигл .
