шва без прерыва процесса сварки и по вышение качества сварных швов. Наличие в горелке механизма осевого пере мещения держателей 2 и 3 позволяет автоматически попеременно вести свар ку двумя электродами 5 и 7. При отключенной магнитной системе опущен один электрод, а при включенной - другой и наоборот. При этом подъем работающего электрода осуществляют
1
Изобретение относится к сварочному оборудовани, в частности к автоматам для сварки в узкую разделку, и найдет применение в химической, энергетической промьшленности, где широко применяется автоматическая сварка. Целью изобретения является noBbmie- ние производительности путем увеличения протяженности сварного шва без перерывд процесса сварки и повышение качества сварных швов.
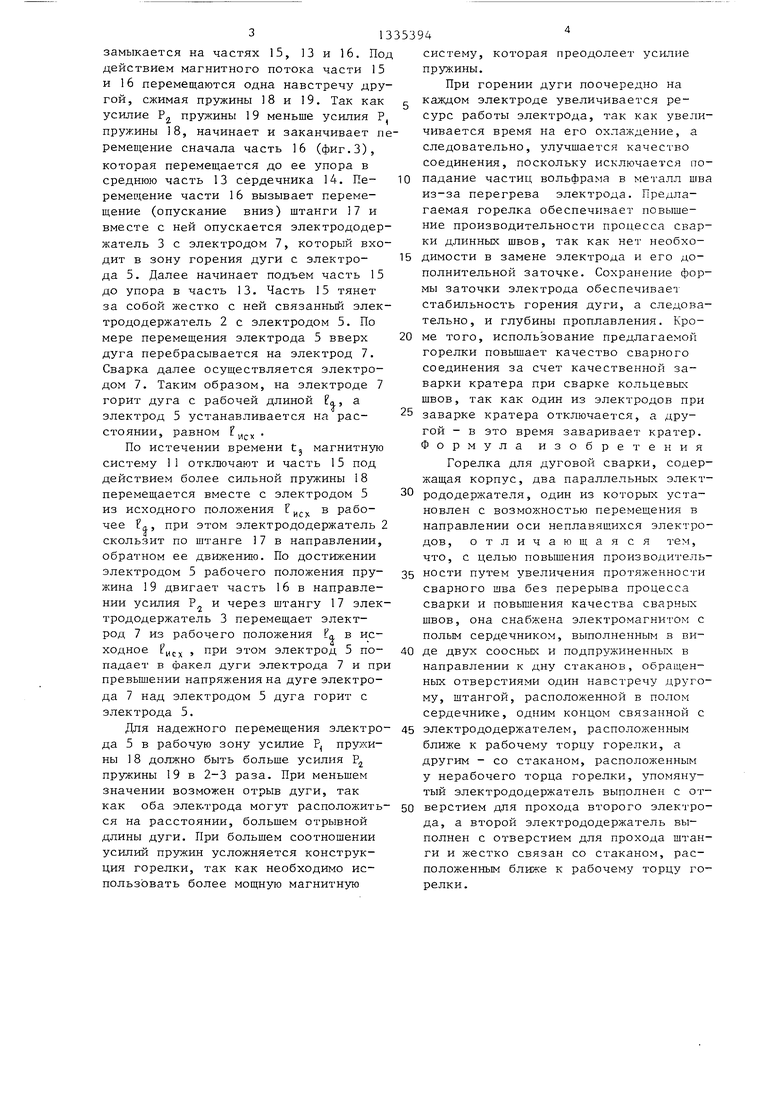
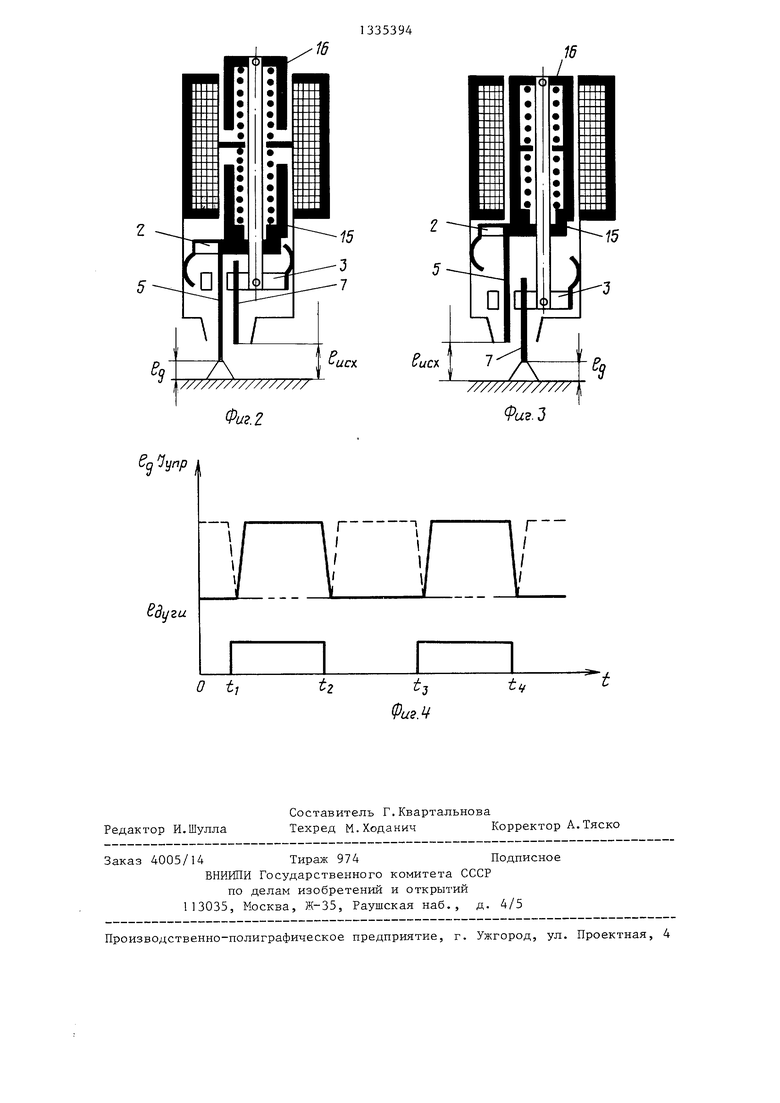
На фиг.1 представлена горелка при включенной магнитной системе, общий вид; на фиг.2 - схема горелки при отключенной магнитной системе; на фиг.3 - то же, при включенной магнитной системе; на фиг.4 - диаграмма поочередного перемещения электродов.
Горелка содержит корпус 1 с размещенными в нем параллельными элект- рододержателями 2 и 3, которые контактируют лепестками 4 по внутреннему периметру с корпусом 1. Первый электрод 5 закреплен в электрододер- нателе 2 и свободно проходит через отверстие 6 в электрододержателе 3,в котором закреплен второй электрод 7 параллельно электроду 5. Рабочие концы электродов 5 и 7 располагаются в зоне среза сопла 8, навернутого на корпус 1, к котс;рому через штуцер 9 подведен ток I,, и защитный газ G.
Со
К корпусу 1 с обратной от сопла 8 стороны закреплен механизм 10 поочередного перемещения электродов 5 и 7 вдоль их осей, состоящий из магнитной системы II, в средней части отверстия 12 которой завальцована средняя часть 13 полого сердечника 14. Сердечник 14 разделен на две части 15
35394
после опускания другого электрода.
Поочередное горение дуги на электродах 5 и 7 увеличивает ресурс работы электродов. Сохранение формы заточки электрода, обеспечивает стабильность горения дуги. Конструкция горелки обеспечивает качественную заварку кратера, так как один из электродов отключается, а другой в это время заваривает кратер. 4 ил.
и 16, представляющие собой стаканы, в которых размещены на штанге 17 пружины 18 и 19 соответственно. Пружины 18 и 19 концентрично расположены и имеют противоположное направление навивки. Штанга 17 жестко связана с гайкой сердечника 14, проходит через электрододержатель 2 и жестко связана с электрододержателем 3. Усилие Р пру
жины 18 в 2-3 раза больше усилия Р
5
пружины 1 9.
Горелка для дуговой сварки работает следующим образом.
Перед началом сварки горелка находится в нерабочем положении. При этом под действием пружин 18 и 19 части 15 и 16 сердечника 14 находятся на расстоянии друг от друга. Перемещение частей 15 и 16 происходит до упора электрододержателя 2 в корпус иэлект- рододержателя 3 в часть 15 (фиг.2).
Затем устанавливают на электродах 5 и 7 длину дуги: на электроде 5- рабочую длину дуги L, а на электроде 7 - исходную . Длину дуг обеспечивают выставкой электродов 5 и 7 в электрододержателях 2 и 3 соответственно (фиг.2).
Затем крепят горелку на автомат и осуществляют процесс сварки. Подают к горелке через штуцер 9 ток сварки 1 , защитный газ G. Возбуждают дугу с электрода 5. Дуга горит в течение времени от t, до t в соответствии с 5 технологическим процессом. По истечении этого времени подают питание в магнитную систему 11 путем подачи управляющего тока lunp (фиг.З). При этом магнитньш поток, проходящий по наружной части и торцам механизма 10,
0
замыкается на частях 15, 13 и 16. Под действием магнитного потока части 15 и 16 перемещаются одна навстречу другой, сжимая пружины 18 и 19. Так как усилие P,j пружины 19 меньше усилия Р пружины 18, начинает и заканчивает перемещение сначала часть 16 (фиг.З), которая перемещается до ее упора в среднюю часть 13 сердечника 14. Пе- ремеп;ение части 16 вызывает перемещение (опускание вниз) штанги 17 и вместе с ней опускается электрододер- жатель 3 с электродом 7, который входит в зону горения дуги с электрода 5. Далее начинает подъем часть 15 до упора в часть 13. Часть 15 тянет за собой жестко с ней связанньй элек- трододержатель 2 с электродом 5. По мере перемещения электрода 5 вверх дуга перебрасывается на электрод 7. Сварка далее осуществляется электродом 7. Таким образом, на электроде 7 горит дуга с рабочей длиной о., а электрод 5 устанавливается на расстоянии, равном P, .
По истечении времени tj магнитную систему 11 отключают и часть 15 под действием более сильной пружины 18 перемещается вместе с электродом 5 из исходного положения f (.- в рабочее л,, при этом электрододержатель 2 скользит по штанге 17 в направлении, обратном ее движению. По достижении электродом 5 рабочего положения пружина 19 двигает часть 16 в направлении усилия Р и через штангу 17 электрододержатель 3 перемещает электрод 7 из рабочего положения F в исходное Ру;,, , при этом электрод 5 попадает в факел дуги электрода 7 и при превышении напряжения на дуге электрода 7 над электродом 5 дуга горит с электрода 5.
Для надежного перемещения электро- 45 электрододержателем, расположенным да 5 в рабочую зону усилие Р пружи- ближе к рабочему торцу горелки, а ны 18 должно быть больше усилия Р пружины 19 в 2-3 раза. При меньшем значении возможен отрыв дуги, так как оба элек.трода могут расположить- 50 ся на расстоянии, большем отрывной
другим - со стаканом, расположенным у нерабочего торца горелки, упомяну тый электрододержатель выполнен с о верстием для прохода второго элект да, а второй электрододержатель вы полнен с отверстием для прохода шт ги и жестко связан со стаканом, ра положенным ближе к рабочему торцу релки .
длины дуги. При большем соотношении усилий пружин усложняется конструкция горелки, так как необходимо использовать более мощную магнитную
систему, которая преодолеет усилие пружины.
При горении дуги поочередно на каждом электроде увеличивается ресурс работы электрода, так как увеличивается время на его охлаждение, а следовательно, улучшается качество соединения, поскольку исключается попадание частиц вольфрама в металл шва из-за перегрева электрода. Предлагаемая горелка обеспечивает повышение производительности процесса сварки длинных швов, так как нет необхо-
димости в замене электрода и его дополнительной заточке. Сохранение формы заточки электрода обеспечивает стабильность горения дуги, а следовательно, и глубины проплавления. Кроме того, использование предлагаемой горелки noBbmiaeT качество сварного соединения за счет качественной заварки кратера при сварке кольцевых швов, так как один из электродов при заварке кратера отключается, а другой - в это время заваривает кратер. Формула изобретения
Горелка для дуговой сварки, содержащая корпус, два параллельных электрододержателя, один из которых установлен с возможностью перемещения в направлении оси неплавящихся электро
дов.
отличающаяся тем,
что, с целью повышения производитель- ности путем увеличения протяженносч-и сварного шва без перерыва процесса сварки и повьшения качества сварных швов, она снабжена электромагнитом с полым сердечником, выполненным в ви- де двух соосных и подпружиненных в направлении к дну стаканов, обращенных отверстиями один навстречу другому, штангой, расположенной в полом сердечнике, одним концом связанной с
электрододержателем, расположенным ближе к рабочему торцу горелки, а
другим - со стаканом, расположенным у нерабочего торца горелки, упомянутый электрододержатель выполнен с отверстием для прохода второго электрода, а второй электрододержатель выполнен с отверстием для прохода штанги и жестко связан со стаканом, расположенным ближе к рабочему торцу горелки .
г/сх
Фиг. 2
/ucx
/////////////7 a.J
(п 7уП/7
Редактор И.Шулла
Составитель Г.Квартальнова
Техред М.Ходанич Корректор А.Тяско
Заказ 4005/14Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4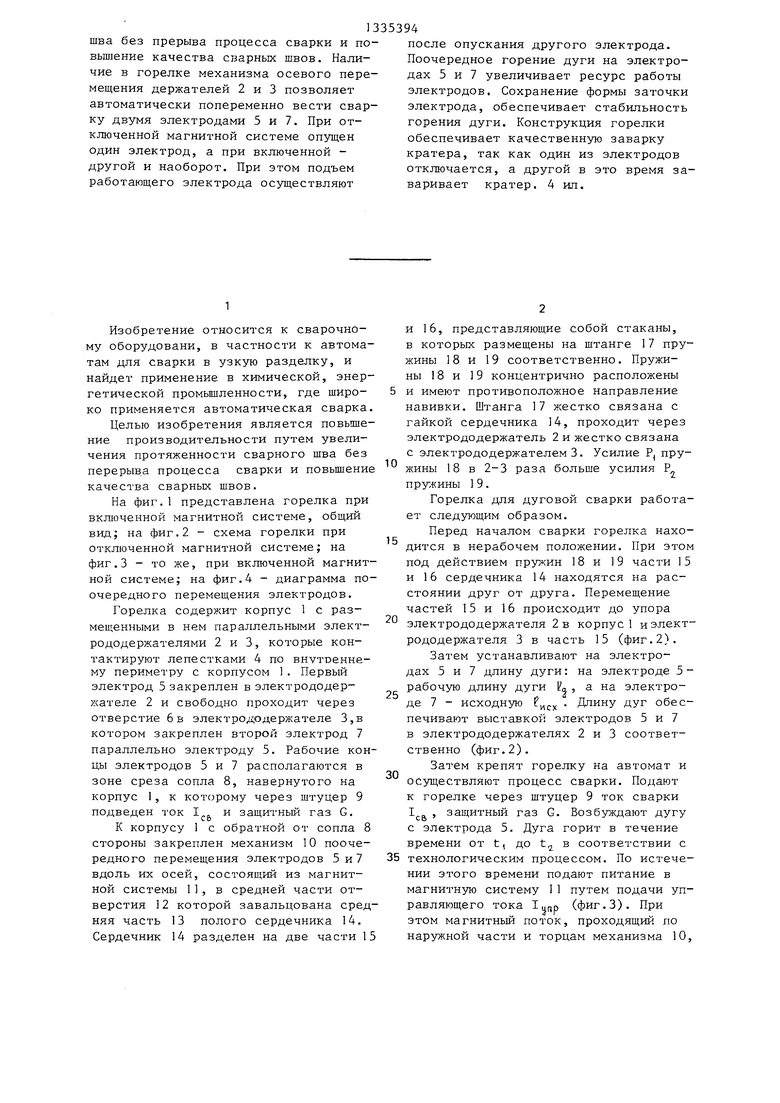
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки | 1988 |
|
SU1542738A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| Клещи для контактной точечной сварки | 1990 |
|
SU1815076A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1987 |
|
SU1530375A1 |
| Способ дуговой сварки плавящимся электродом в узкую разделку | 1982 |
|
SU1061956A1 |
| Двухэлектродная горелка | 1985 |
|
SU1278148A1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| Устройство для сварки наклонным электродом | 1977 |
|
SU749591A2 |
| Способ сварки труб с трубной решеткой | 1981 |
|
SU1007881A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
Изобретение относится к сварочному оборудованию, в частности к автоматам для сварки в узкую разделку и найдет применение в химической, энергетической промышленности, где широко применяется автоматическая сварка. Целью изобретения является повышение производительности путем увеличения протяженности сварного ел со оо ел со ;о -U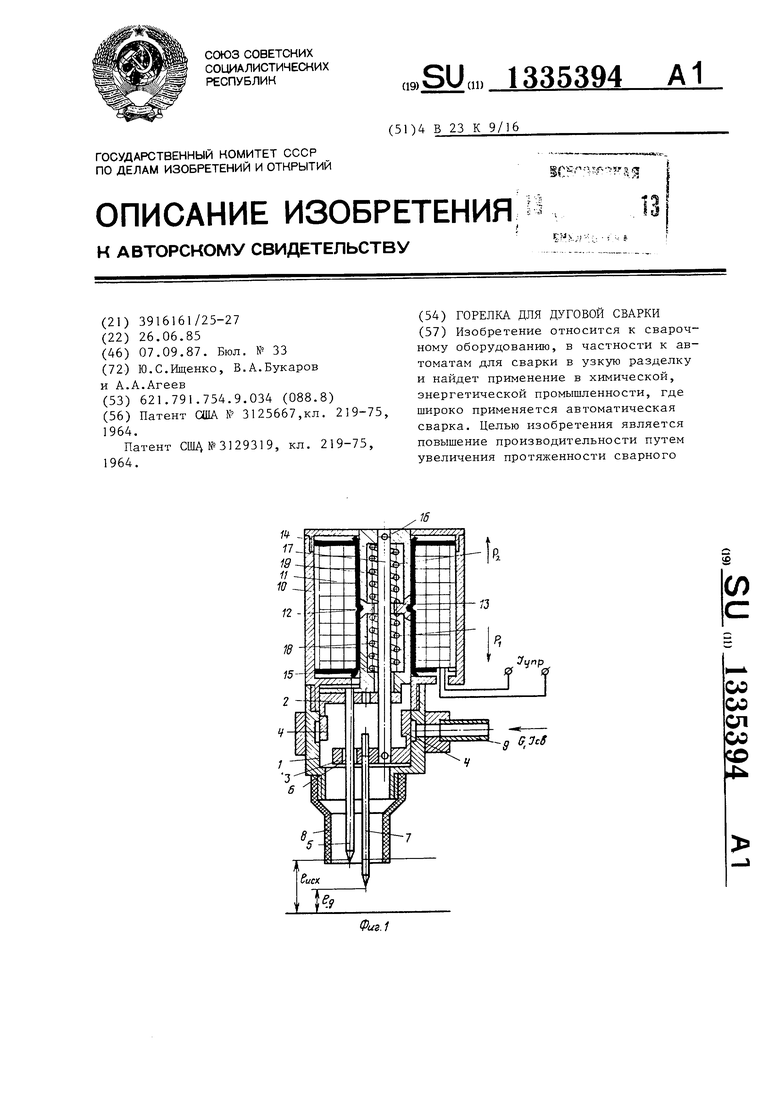
| Патент США W 3125667,кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| МТШТНС-ТЕХНИЧЕСКАЯ | 0 |
|
SU312931A1 |
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
