Изобретение относится к сварочной технике..
Известно устройство для дуговой точечной сварки плавящимся стержневым электродом, содержащее корпус, в котором установлены подпружиненная относительно него муфта с закрепленной в ней сварочной головкой, электрододержатель н механизм прерывистой подачи злектрода с зубчатой рейкой, одним концом закрепленной на муфте, а другим - в корпусе, и ограничителем подачи злектрода, выполненным в виде двух упоров 1.
Однако известное устройство неудобно в зксплуатацш, так как сильно перегревается, а зто может привести к ожогу рук cBapijonca. Кроме того, при использовании такого устройства получают точечные сварные швы с перегретым металлом.
Целью изобретения является предотвращенно перегрева металла сварного шва и предохранение рук сварщика от ожога.
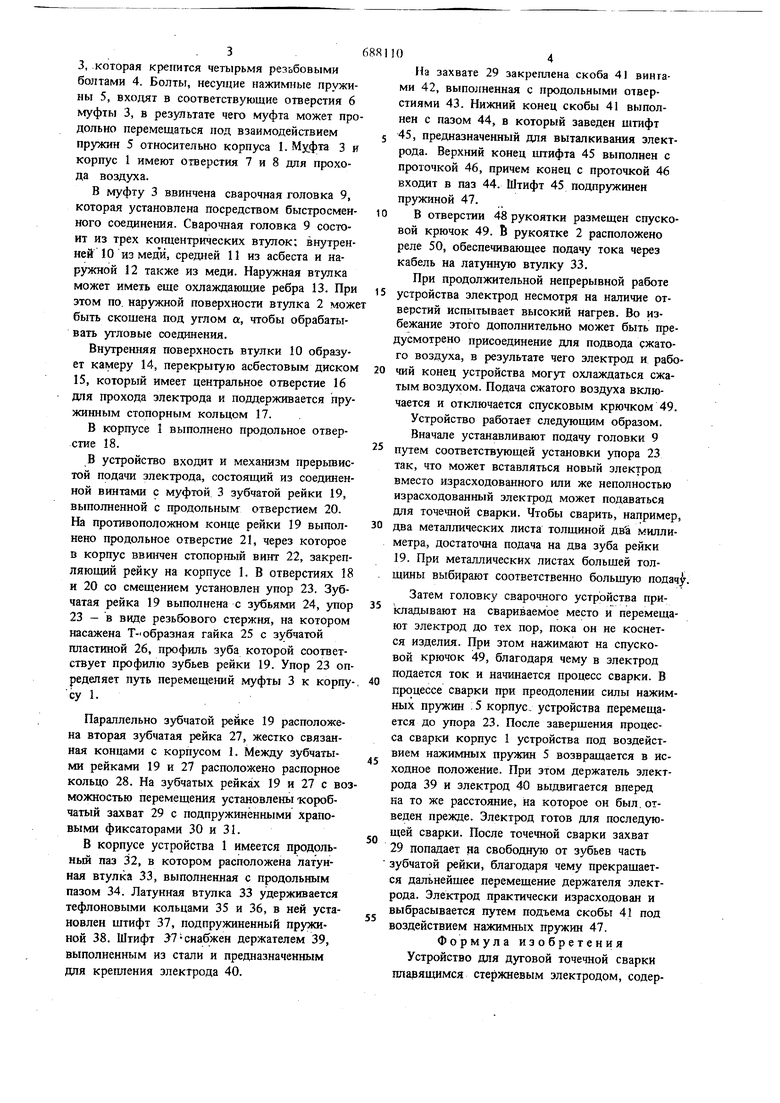
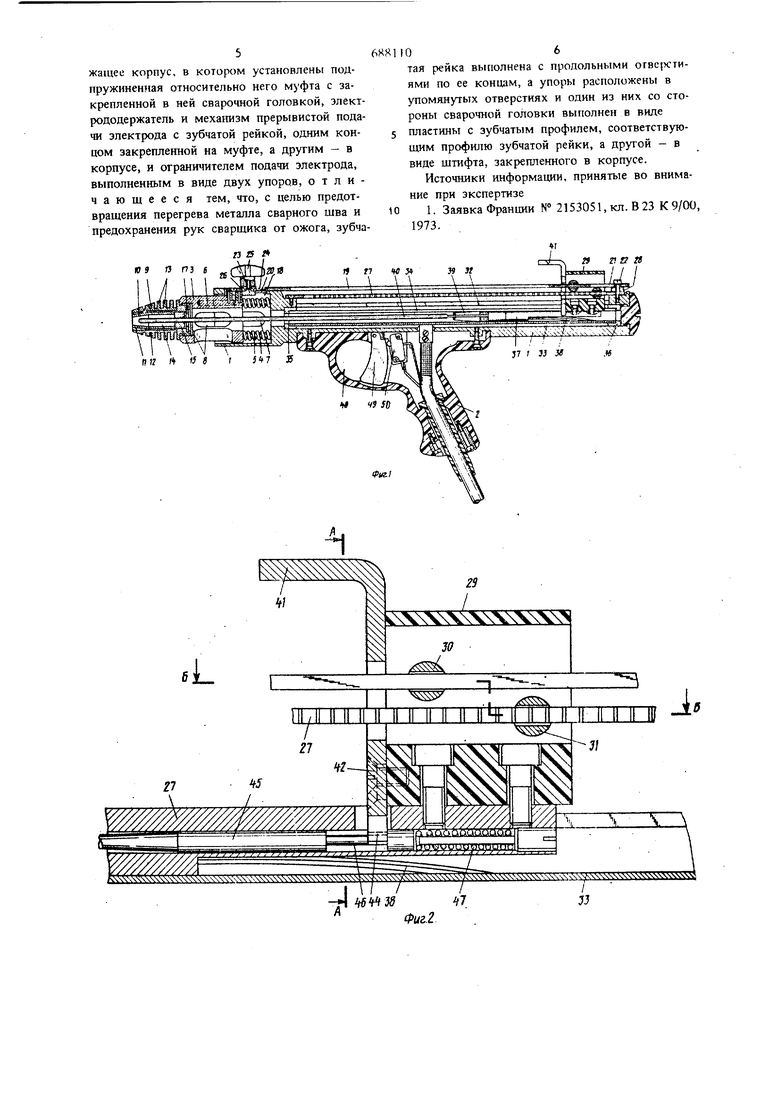
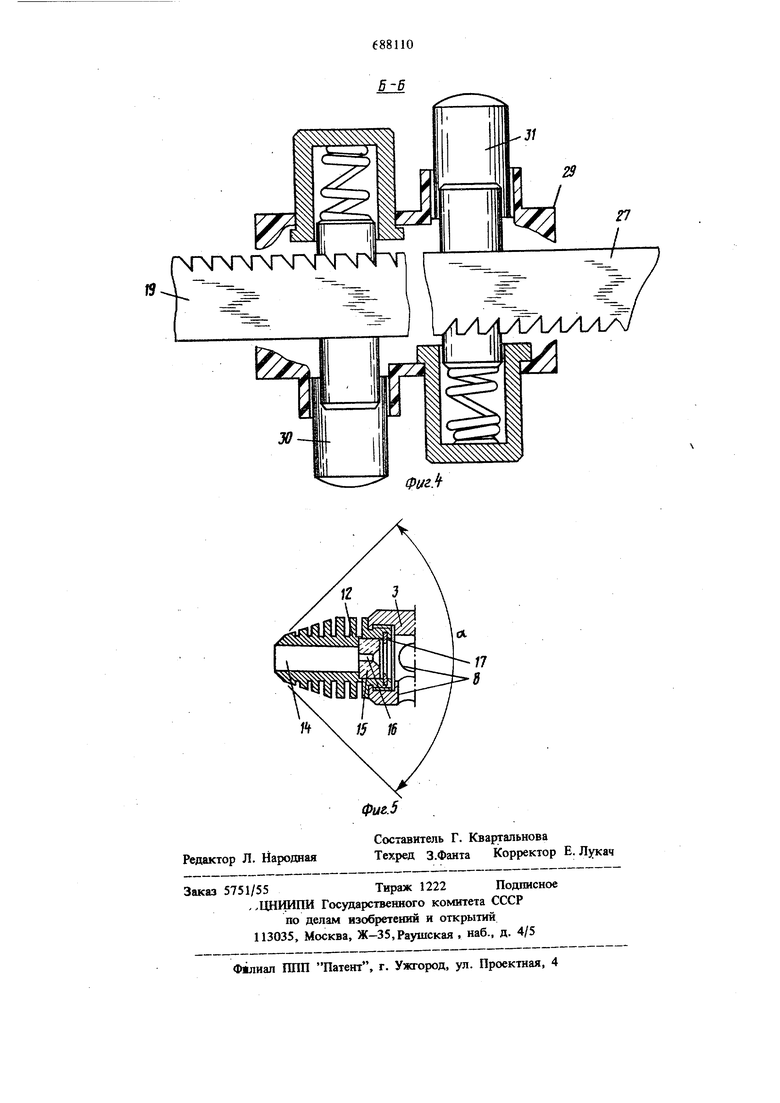
Это достигается тем, что в устройстве для дуговой точечной сварки плавящимся стержневым злектродом, содержащем корпус, в котором установлены подпружиненная относительно него муфта с закрепленной в ней сварочной головкой, злектрододержатель н механизм прерьшистой подачи злектрода с зубчатой рейкой, одним концом закрепленной на муфте, а другим - в корпусе н ограничителем подачи злектрода,выполненным в виде двух упоров, зубчатая-рейка выполнена с продольными отверстиями по ее концам, а упоры расположеиы в угомянутых отверстиях и один из них со стороны сварочной головки выполнен в виде пластины с зубчатым профилем, соответствующим профилю зубчатой рейки, а другой в виде штифта, закрепленного в корпусе. На фиг. 1 показано устройство, продольный разрез; на фиг. 2 - узел подачи злектрода, продольный разрез (в увеличенном масштабе); на фиг. 3 - разрез А-А на фиг. 2; йа фиг.4разрез Б-Б на фиг. 2; на фиг. S - вариант исполнения головки устройства.
Устройство для точечной сварки состоит из корпуса 1 преимущественно из алюминия и навтаиенной на него пластмассовой рукоятки 2. На передннй конец корпуса насажена муфта 3. 3, .которая крепится четырьмя резьбовыми болтами 4. Болты, несущие нажимиые пружины 5, входят в соответствующие отверстия 6 муфты 3, в результате чего муфта может про дольно перемещаться под взаимодействием пружин 5 относительно корпуса 1. Мхфта 3 и корпус 1 имеют отверстия 7 и 8 для прохода воздуха. В муфту 3 ввинчена сварочная головка 9, которая установлена посредством быстросменкого соединения. Сварочная головка 9 состоит из трех концентрических втулок; внутренней IО из медй, средней 11 из асбеста и наружной 12 также из меди. Наружная втулка может иметь еще охлаждающие ребра 13. При этом по. наружной поверхности втулка 2 мож быть скошена под углом а, чтобы обрабатывать угловые соединения. Внутренняя поверхность втулки 10 образует камеру 14, перекрытую асбестовым диском 15, который имеет центральное отверстие 16 для прохода злектрода и поддерживается пружинным стопорным кольцом 17. В корпусе I выполнено продольное отверстие 18. В устройство входит и механизм прерьтистой подачи злектрода, состоящий из соединенной винтами с муфтой 3 зубчатой рейки 19, выполненной с продольным отверстием 20. На противоположном конце рейки 19 выполнено продольное отверстие 21, через которое в корпус ввинчен стопорный винт 22, закрепляющий рейку на корпусе I. В отверстиях 18 и 20 со смещением установлен упор 23. Зубчатая рейка 19 выполнена с зубьями 24, зшор 23 - в виде резьбового стержня, на котором насажена Т-образная гайка 25 с зубчатой пластиной 26, профиль зуба которой соответствует профилю зубьев рейки 19. Упор 23 оп ределяет путь перемещений муфты 3 к корпу су 1. Параллельно зубчатой рейке 19 расположена вторая зубчатая рейка 27, жестко связанная концами с корпусом 1. Между зубчатыми рейками 19 к 27 расположено распорное кольцо 28. На зубчатых рейках 19 н 27 с воз можностью перемещения установлены коробчатый захват 29 с подпружиненными храповыми фиксаторами 30 и 31. В корпусе устройства 1 имеется продольный паз 32, в котором расположена латунная втулка 33, выполненная с продольным пазом 34. Латунная втулка 33 удерживается тефлоновыми кольцами 35 и 36, в ней установлен щтифт 37, подпружиненнь й пружиной 38. Штифт 37-снабжен держателем 39, выполненным из стали и предназначенным для крепления электрода 40. 4 На захвате 29 закреплена скоба 41 вин гами 42, выполненная с продольными отверстиями 43. Нижний конец скобы 41 выполнен с пазом 44, в который заведен штифт 45, предназначенный для выталкивания электрода. Верхний конец щтифта 45 выполнен с проточкой 46, причем конец с проточкой 46 входит в паз 44. Штифт 45 подпружинен пружиной 47. В отверстии 48 рукоятки размещен спусковой крючок 49. В рукоятке 2 расположено реле 50, обеспечивающее подачу тока через кабель на латунную втулку 33. При продолжительной непрерывной работе устройства электрод несмотря на наличие отверстий испытывает высокий нагрев. Во избежание этого дополнительно может быть предусмотрено присоединение для подвода сжатого воздуха, в результате чего электрод и рабочий конец устройства могут охлаждаться сжатым воздухом. Подача сжатого воздуха включается и отключается спусковым крючком 49. Устройство работает следующим образом. Вначале устанавливают подачу головки 9 путем соответствующей установки упора 23 так, что может вставляться новый электрод вместо израсходованного или же неполностью израсходованный электрод может подаваться для точечной сварки. Чтобы сварить, например, два металлических листа толщиной два миллиметра, достаточна подача на два зуба рейки 19. При металлических листах больщей толщины выбирают соответственно большую подач. Затем головку сварочного устройства прикладывают на свариваемое место и перемещают электрод до тех пор, пока он не коснется изделия. При этом нажимают на спусковой крючок 49, благодаря чему в электрод подается ток и начинается процесс сварки. В процессе сварки при преодолении силы нажимных пружин : 5 корпус, устройства перемещается до упора 23. После завершения процесса сварки корпус 1 устройства под воздействием нажимных пружин 5 возвращается в исходное положение. При этом держатель электрода 39 и электрод 40 выдвигается вперед на то же расстояние, на которое он был, отведен прежде. Электрод готов для последующей сварки. После точечной сварки захват 29 попадает на свободную от зубьев часть зубчатой рейки, благодаря чему прекращается дальнейшее перемещение держателя электрода. Электрод практически израсходован и выбрасывается путем подъема скобы 41 под воздействием нажимных пружин 47. Формула изобретения Устройство для дуговой точечной сварки пларящимся стержневым электродом, содержащее корпус, в котором установлены подпружиненная относительно него муфта с закрепленной в ней сварочной головкой, электрододержатель и меха1шзм прерывистой подачи электрода с зубчатой рейкой, одним концом закрепленной на муфте, а другим - в корпусе, и ограничителем подачи электрода, выполненным в виде двух упоров, отличающееся тем, что, с целью предотвращения перегрева металла сварного шва и предохранения рук сварщика от ожога, зубчап S
S81IO6
тая рейка выполнена с продольными отве(стиями по ее концам, а упоры расположены в упомянутых отверстиях и один из них со стороны сварочной головки выполнен в виде 5 пластины с зубчатым профилем, соответствующим профилю зубчатой рейки, а другой - в виде щтифта, закрепленного в корпусе.
Источники информации, принятые во внимание при экспертизе
10 1. Заявка Франции N 2153051, кл. В 23 К 9/00, 1973. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1980 |
|
SU903156A1 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1982 |
|
SU1054077A1 |
| УСТАНОВКА ДЛЯ СВОРКИ И СВАРКИ ИЗДЕЛИЙр д.-„.^,:.., .•VV'JVir'^HflJSliK ( uii : ^t>&^ ».,i'eitsi i-v- iP.»';.|БИБЛИЮ! EKA | 1971 |
|
SU304083A1 |
| Двухэлектродная сварочная головка | 1980 |
|
SU910385A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ЗАГОТОВОК | 1973 |
|
SU406337A1 |
| Автомат для контактной приварки шипов | 1970 |
|
SU334767A1 |
| АВТОМАТИЧЕСКИЙ ПРОИГРЫВАТЕЛЬ ГРАММОФОННЫХПЛАСТИНОК | 1967 |
|
SU205710A1 |
| Машина для контактной точечной сварки | 1983 |
|
SU1110577A1 |
| Установка для контактной точечной сварки | 1981 |
|
SU998051A1 |
| КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИЕр, р,-ч f^,,.-, .^ ,f*^i—4-*4».''i\,,-OJ-i ,-л '••; ;1А1ЕНТНО^ГЕА;{::г:П"Л-^: | 1971 |
|
SU307868A1 |
W CxVNNN OCs N Cs
13
30
J/
/f
33
