ти охлаждения. Конструкция горелки улучшает тегшоотвод от электродов I, улучшает защиту сварочной ванны.,обес1278U8
печнвает стабильность горения дуги, что ведет к повышению качества сварных швов. 2 з.п, ф-лы, 3 ил.
1
Изобретение относится к сварке, в частности к сварке трехфазной дугой неппавящимися электродами.
Цель изобретения - повышепне качества сварных швов при CBapBie с использованием присадочного материала
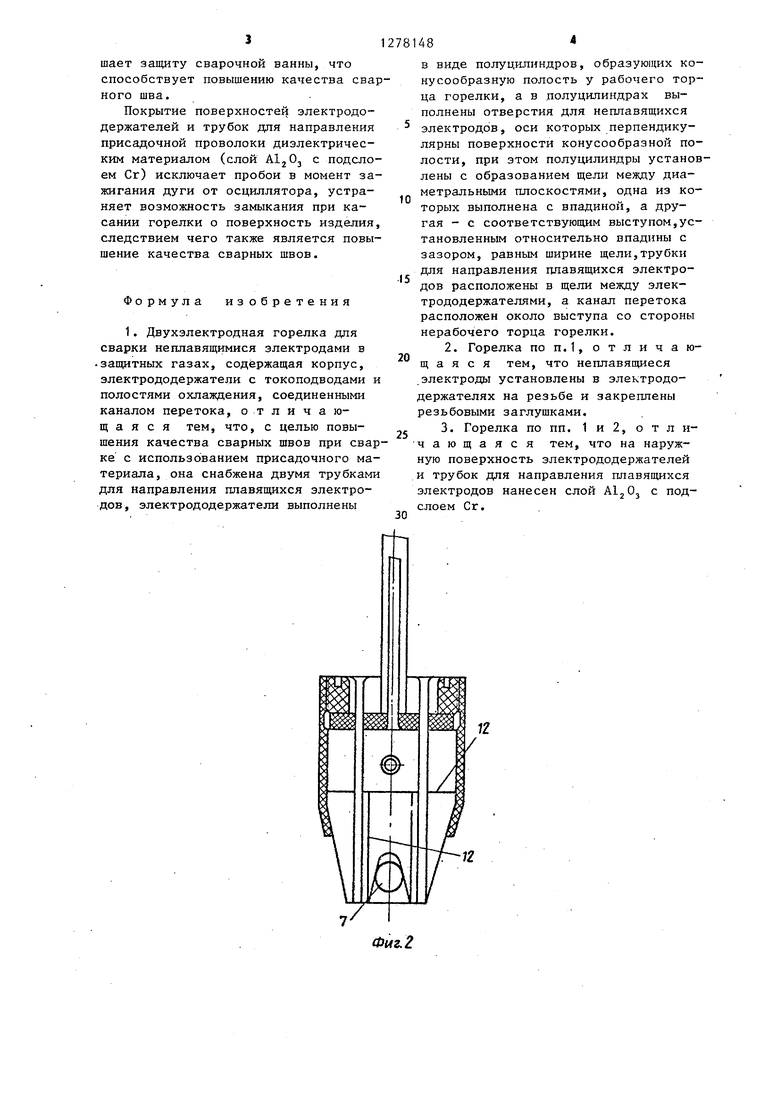
На фиг.1 изображена горелка разрезу на фиг.2 - т о же, вцц сбоку,; на фиг.З - сечение Л-А на фиг.1.
Горелка состоит из полого цилиндрического корпуса 1, в котором закреплена опорная герметизирующая ixnac тина 2 с установленным в ней шлангом 3 для подвода защитного газа. Пластина 2 закреплена посредством круг- ной гайки 4. В корпусе 1 расположены электрододержатели 5, выполненные в виде нолуц шиндров с резьбовыми отверстиями б, в которых установлены неплавящиеся злектроды 7,закрепленные резьбовыми заглуипсами 8. На нерабочем торце электродов 7 и на торцах заглушек 8 выполнены шлицы 9, Полущ-шиндрические электродо- . держател 5 образуют конусообразную полость 10 у рабочего торца 1 орелки. Оси отверстхш 6 перпендикулярны поверхности конусообразной полости 10. Полуцилиндрические электроде/держатели 5 установлены с образованием мейзду их диаметральными плоскостями щели 11. Диаметральная плоскость одного из электрододержателей 5 выполнена с выступом 12, а диаметральная плоскость второго электрододер- жателя выполнена с впадиной 13, соответствующей выступу 12. Выступ 12 установлен относительно впадины 13 с зазором, равным ширине дЬ щели .11, В щели 11 установлены трубки 14 для направления плавящихся электродов, Электрододержатели 5 выполнены с полостями 15 охлаждения, которые соединены между собой каналом 16 перетока, герметизированным манжетой 17. В полостях 15 охлайздения установлены токоподводы 18, выполненные в вие трубок, по которым подается вода полости 15 охлаждения. На наружой поверхности электрододержателей и трубок 14 нанесен слой по
одслою из Сг толш.иной 0,5-1 мм.
.Горелка работает следующим обра- 3 ом.
При сварке трехфазной дугой, зависимой от свариваемого изделия, по
токоподводам 18 подводится вода и ве фазы от источника трехфазного тока, а третья фаза подводится к изелию. Подается защитный газ по шлангу 3 в щелевой зазор между электрододержателями 5. Газ проходит через щель между выступом 12 и впадиной 13 и истекает через конусообразную полость 10 у рабочего торца горелки. Промелсуток рабочими концами
неплавящихся электродов 7 иотшзирует- ся подачей высокого напряжения от осциллятора. Зажигается дуга ме}кду рабочими концами неплавящихся электродов 7, При сближении рабочего торца
горелки с поверхностью изделия воз- буж,цается и горит дуга между одним из неплавящихся электродов 7 и изделием в полупериоды обратной полярности и между вторым неплавящимся
электродом 7 и изделием в полупериоды прямой полярности. При использовании горелки в автоматическом ре- Ш1ме подают присадочный материал в зону сварки изделий без разделки
кромок (встык) по двум каналам трубок 14.
Снижая скорост-ь подачи в два раза, повышают надежность ввода присадочного материала в ванну,
Установка неплавящихся электродов на резьбе и закрепление их посредством заглушки улучшает теплоотвод от электродов, а также повышает стабильность горения дуги. Наличие выступа и впадины в канале подачи защитного газа, оканчивающемся конусообразной полостью,улуч
шает защиту сварочной ванны, что способствует повышению качества сварного шва.
Покрытие поверхностей электродо- держателей и трубок дпя направления присадочной проволоки диэлектрическим материалом (слой ., с подслоем Сг) исключает пробои в момент зажигания дуги от осциллятора, устраняет возможность замыкания при касании горелки о поверхность изделия, следствием чего также является повышение качества сварных швов.
Формула изобретения
1. Двухэлектродная горелка для сварки неплавящимися электродами в защитных газах, содержащая корпус, электрододержатели с токоподводами и полостями охлаждения, соединенными каналом перетока, отличающаяся тем, что, с целью повышения качества сварных щвов при сварке с использованием присадочного материала, она снабжена двумя трубками для направления плавящихся электродов, электрододержатели выполнены
0
5
0
5
0
148
в виде полуцилиндров, образующих конусообразную полость у рабочего торца горелки, а в полуцилиндрах выполнены отверстия для неплавящихся электродов, оси которых перпендикулярны поверхности конусообразной полости, при этом полуцилиндры установлены с образованием щели между диаметральными плоскостями, одна из которых выполнена с впадиной, а другая - с соответствующим выступом,установленным относительно впадины с зазором, равным ширине щели,трубки для направления плавящихся электродов расположены в щели между элек- трододержателями, а канал перетока расположен около выступа со стороны нерабочего торца горелки.
2. Горелка по п.1, отличающаяся тем, что нештавящиеся электроды установлены в электродо- держателях на резьбе и закреплены резьбовыми заглушками.
3. Горелка по пп. 1 и 2, отличающаяся тем, что на наружную поверхность электрододержателей и трубок для направления плавящихся электродов нанесен слой AljOj с подслоем Сг.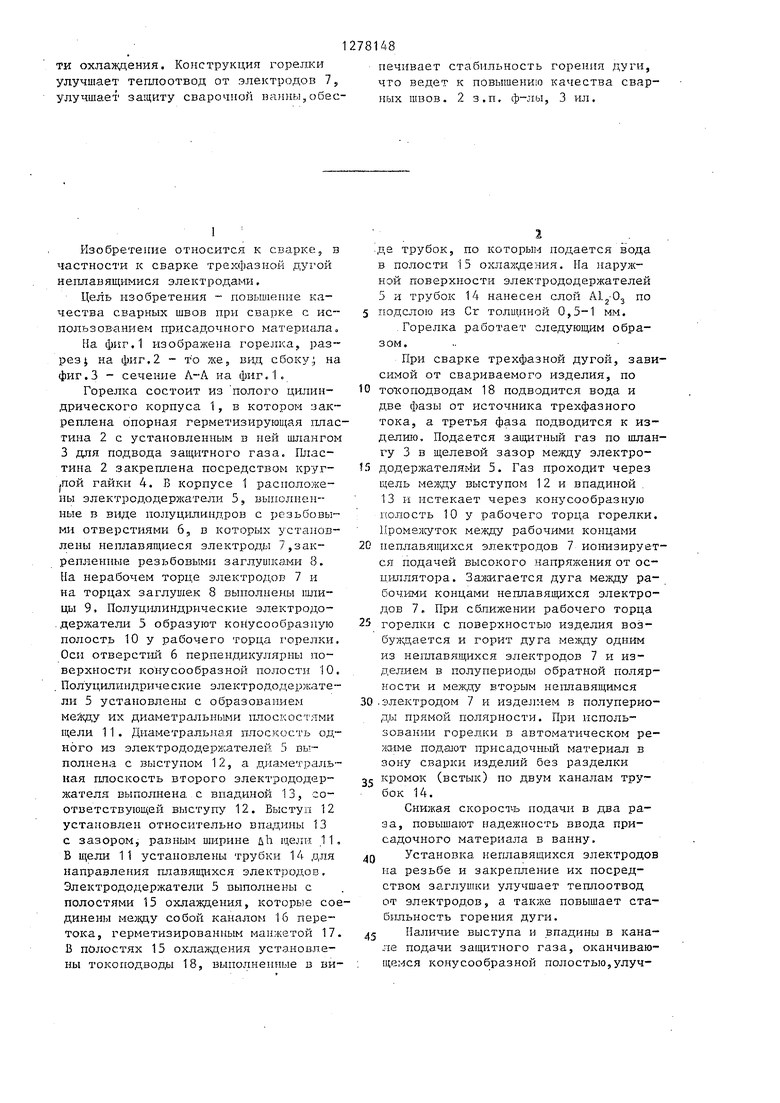
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двухдуговой сварки | 1979 |
|
SU872101A1 |
| Головка для автоматической дуговой сварки | 1988 |
|
SU1614903A1 |
| Устройство для автоматической дуговой сварки неплавящимся электродом | 1982 |
|
SU1118501A1 |
| Горелка для сварки магнитоуправляемой дугой | 1985 |
|
SU1294524A1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| Горелка для сварки магнитоуправляемой дугой | 1987 |
|
SU1489938A1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1984 |
|
SU1206034A1 |
| Горелка для дуговой сварки в среде защитных газов | 1980 |
|
SU867559A1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |

Изобретение относится к сварке трехфазной дугой неплавящимися электродами. Цель изобретения - повышение качества сварных швов при сварке с использованием присадочного материала. В корпусе 1 горелки установлено два полуцилиндрических злек- трододержателя 5, в которых выполнены отверстия для неплавящихся электродов 7. Электрододержатели 5 установлены с образованием щели между их диаметральными плоскостями. На диаметральной плоскости одного из элек- ,трододержателей 5 выполнена впадина 13, а на диаметральной плоскости другого электрододержателя выполнен выступ 12, соответствующий впаДине 13 и установленньй в ней с зазором, равным ширине щели. В щели расположены трубки для направления плавящихся электродов. Полуцилиндрические злектрододержатели 5 образуют конусообразную полость 10 у рабочего торца горелки. Электроды 7 установлены в злектрододержателях 5 на резьбе и закреплены резьбовыми заглушками 8. В полостях охлаждения злектро- додержателей 5 установлены токопод- воды 18, выполненные в виде трубок, через которые вода поступает в полосс СО .1 N5 00 4 00
12
Фиг. 2
1Ц
;
Фмг.
| Двухэлектродная горелка для дуговой сварки неплавящимися электродами в защитных газах | 1976 |
|
SU603525A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
