I,.
Изобретение относится к производству крупногабаритных обечаек в нефтяном, химическом машиностроении и котлостроении.
Известна установка для сборки под сварку крупногабаритных обечаек, содержащая смонтированные на основании вальцы и роликоопоры, а также опору для обечайки, оснащенную радиальными спицами с прихватами обечайки 1.
Недостатки этой установки - сложность ее конструкции и неудобство при эксплуатации, так как для установки спиц применяется тяжелый ручной труд, а при изготовлении обечаек различных диаметров необходимо менять спицы.
Установка не позволяет также производить калибровку обечайки на вальцах, т. е. на той же позиции, где производят вальцовку.
Кроме того, при выходе из вальцов изогнутого листа на угол, превышающий 45° от точки изгиба, возникает опрокидывающий момент, ничем не уравновешиваемый.
Цель изобретения - повышение производительности путем обеспечения возможности калибровки обечайки без ее переустановки, а также уравнрвешивание опрокидь вающего момента.
Для этого опора для обечайки выполнена в виде установленного на роликоопорах с возможностью вращения и продольного перемещения барабана с колесами, а спицы с прихватами смонтированы на поверхности барабана с возможностью поочередного радиального перемещения, при этом не менее чем одна из роликоопор выполнена приводной.
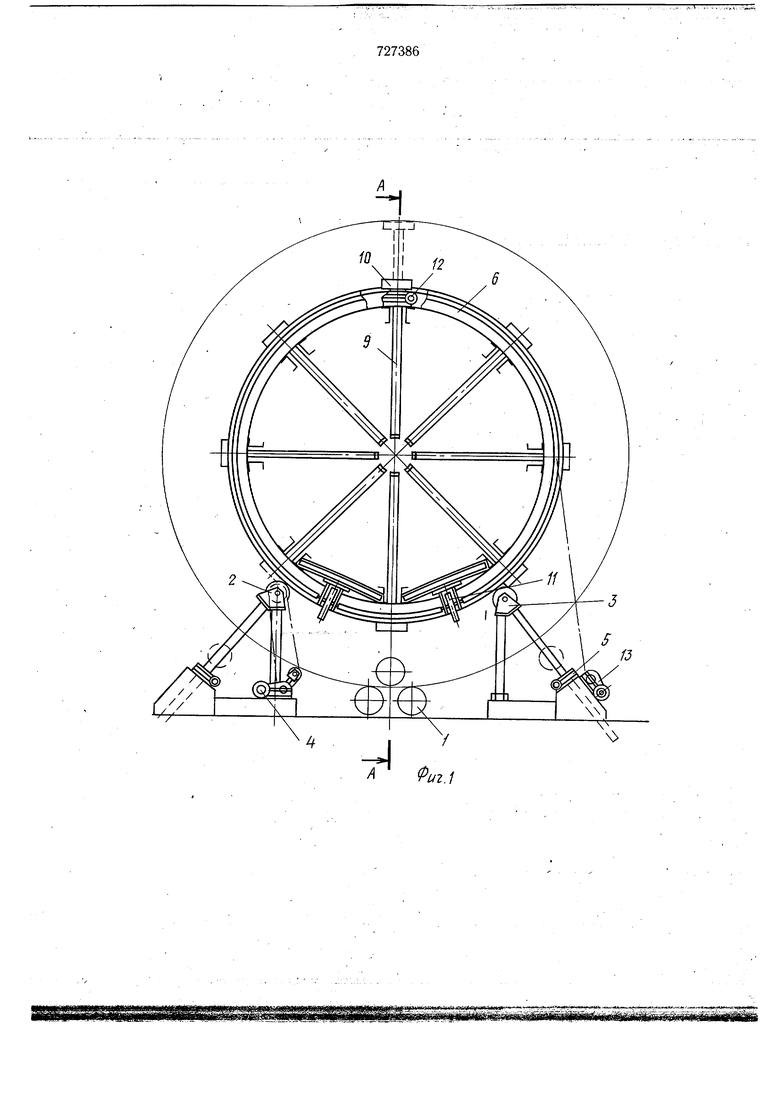
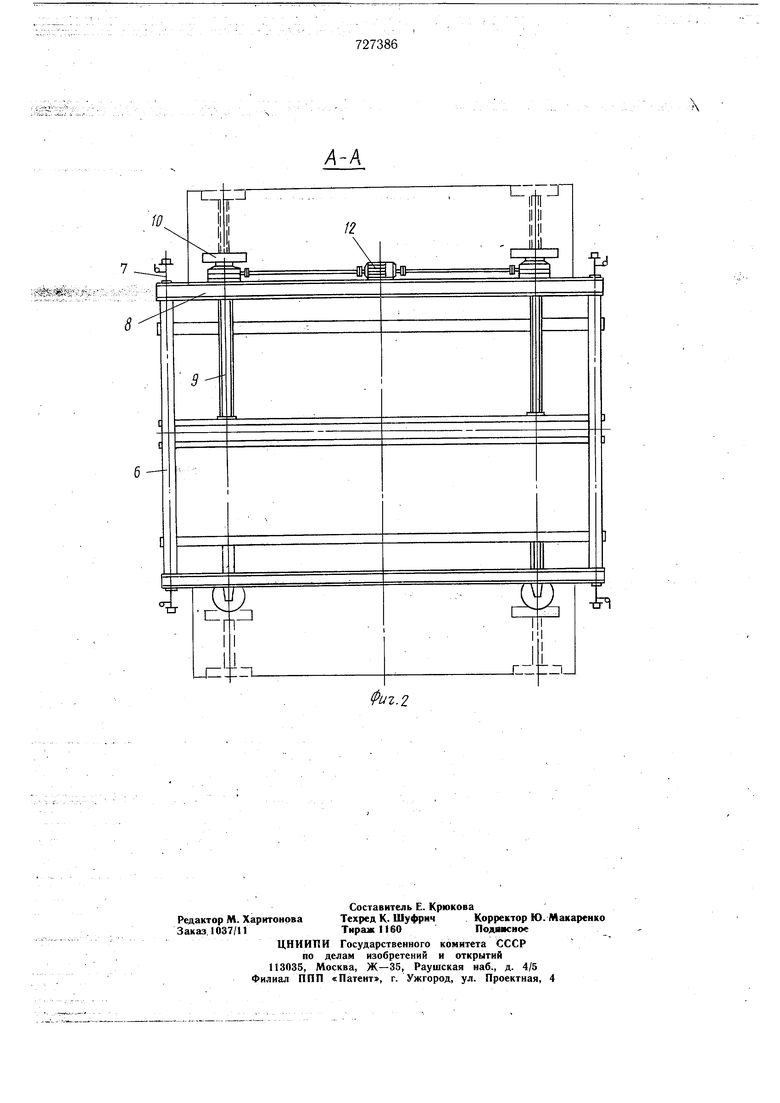
На фиг. 1 изображена предлагаемая установка, общий вид; на фиг. 2 - то же, сечение А-А на фиг. 1.
Установка содержит- смонтированные на основании вальцы 1 и роликоопоры 2 и 3, причем роликоопора 2 оснащена приводом 4 вращения. Для обеспечения изготовления изделий различных диаметров и съема обечайки с вальцов роликоопоры 2 и 3 выполнены подъемными от приводов 5.
Установка снабжена также опорой для обечайки, выполненной в виде барабана 6 с двумя кольцами 7, связанными балками 8. На поверхности барабана смонтированы радиальные спицы 9 с электроуправляемыми прихватами 10 и две пары шасси с колеса
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления цилиндрических корпусов | 1973 |
|
SU490620A1 |
| РОЛИКОВЫЙ СТЕНД ДЛЯ СОВМЕЩЕНИЯ ОБЕЧАЙКИ С ОБЕЧАЙКОЙ И ОБЕЧАЙКИ С ДНИЩЕМ | 2013 |
|
RU2541215C1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем | 2015 |
|
RU2609600C1 |
| СЕКЦИЯ РОЛИКООПОР | 1996 |
|
RU2098252C1 |
| Стенд для сборки кольцевых стыков обечаек | 1985 |
|
SU1296346A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
| Установка для изготовления крупногабаритных цилиндрических и конических сварных изделий | 1975 |
|
SU749604A1 |
| Стенд для сборки и вращения цилиндрических изделий при сварке | 1984 |
|
SU1247219A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ БАНДАЖЕЙ С ОБЕЧАЙКАМИ | 2021 |
|
RU2755229C1 |
..r; ieS3S i.v:v -У:-: -r -r / - -t-V-r-
727386
МИ 11. Спицы 9 установлены с возможностью поочередного радиального перемещения от приводов 12, содержащих винтовые пары. Вращение барабана осуществляется канатами от канатной лебедки 13 на 315°. При этом канатная лебедка воспринимает усилие от момента, возникающего на барабане от веса изгибаемого листа обечайки, который появляется при выходе обечайки более чем на. 45° от точки изгиба.
Установка для сборки под сварку крупногабаритных изделий работает следующим образом.
Подлежащий гибке лист поступает с роль Ганга в вальцы и при выходе в т. «В прихватывается прихватами 10. Выдвижение спиц и включение электромагнитного устройства прихватов осуществляется по команде, подаваемой с пульта управления. Далее, по мере гибки лист обечайки прихватывается следующими прихватами и т. д., пока обечайка не замкнется в цилиндр. В продолжении этой операции вращение барабана осуществляется от канатной лебедки.
При калибровке обечайки вращение барабана производится приводными роликоопорами 2, при этом спицы с электроприхватами поочередно убираются и выдвигаются, соприкасаясь или отделяясь с внутренней поверхностью обечайки с целью прохода их над валками вальцов.
После сборки и прихватки продольного стыка обечайки отключается электропитание, барабан 6 с обечайкой выводится из вальцов 1, при этом спицы 9 продолжают поддерживать обечайку. Роликоопоры 2 и 3 опускаются, барабан 6 с обечайкой передается на следующую позицию сборки, где обечайка приваривается к днищу или предь дущей обечайке. Затем по команде от пульта управления спицы 9 постепенно убираются к центру барабана б, при этом барабан находится в обечайке, опираясь на колеса 11. Затем барабан выкатывается наружу для повторного использования.
В связи с тем, что в описываемой установке спицы с электроуправляемыми прихва.тами выполнены выдвижными, обеспечивается возможность проведения калибровки и тем самым повыщаются производительность и точность изготовления обечайки. Механизация ручного труда позволяет облегчить трудоемкие операции по установке и фиксированию деталей при сборке.
Выполнение барабана приводным (например, от канатной лебедки) обеспечивает работоспособность устройства, так как в противном случае в процессе вальцовки возникает опрокидывающий момент.
В результате использования предлагаемого устройства при изготовлении негабаритной аппаратуры до 10 м и более на заводах химического и нефтяного аппаратостроения может быть получена экономия от сокращения числа работников, занятых изготовлением обечаек.
Формула изобретения
Установка для поддерживания при вальцевании и сборке под сварку крупногабаритных обечаек, содержащая смонтированные на основании вальцы и роликоопоры, а также опору для обечайки, оснащенную радиальными спицами с прихватами обечайки, отличающаяся тем, что, с целью повыщения производительности путем обеспечения возможности калибровки обечайки без ее переустановки, опора для обечайки выполнена в виде установленного на ролИкоопорах с возможностью вращения и продольного перемещения барабана с колесами, а спицы с прихватами смонтированы на поверхности барабана с возможностью поочередного радиального перемещения, при этом не менее чем одна из роликоопор выполнена приводной.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 490620, кл. В 23 К 37/04, 1973.
