Изобретение относится к производству хи.мнческой, газовой и нефтяной аппаратуры и может найти применение в производстве цементных вращающихся печей и других отраслях промыщленности.
1-1звестны различные устройства для сварки цилиндрических корпусов из обечаек, содержащие установленные по ходу технологнческого процесса стенды и сварочные агрегаты для сборкн и сварки корпусов. Их недостатком является сложность получения обечаек правнльиой формы в связи с большим диаметром обечайки и малой ее жесткостью.
С целью повыщения производительностн, стенд гибки обечаек снабжен механизмом для поддержания вальцуемой обечайки и последующей транспортировки готовой обечайки., выполненным в виде набора ениц, прикрепленных к еъемной полой оси, устапавливаемой на стойках, закрепленных на стенде гибки н упирающихся в планки, монтируемых на внутренней поверхности вальцуемой обечайки.
Иа фиг. 1 изображена установка, общий вид; на фиг. 2 - конструкция листогибочных вальцов; на фиг. 3 - конструкция планки; на фиг. 4 - расположение роликоонор.
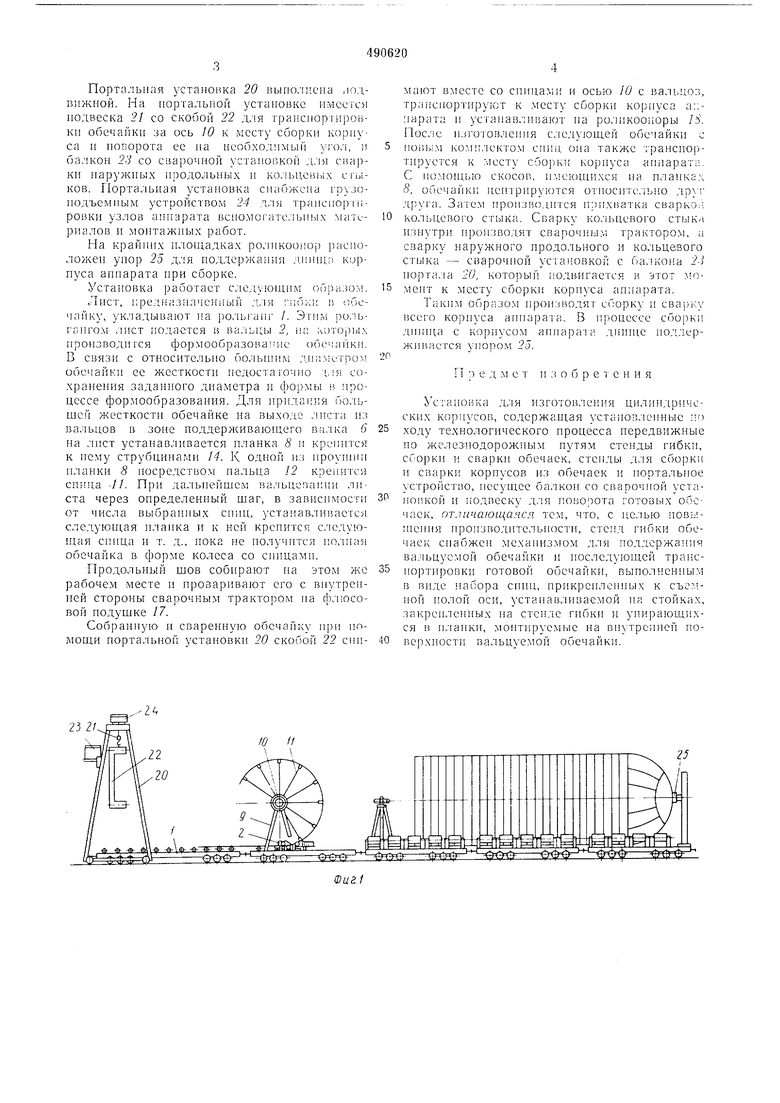
Установка содержит задающий рольганг /, подвижные вальцы 2, иредставляющие собой трехвалковую листогибочную мащину с двумя валками 3 w. 4, установленными дру1
над другом, и третьим валком о, вынесенным в сторону выхода заготовки. Верхний валок 3 вынолнен убирающимся. На выходе заготовки установлен иоддержнвающий (;. С11абженный нриводом для перемещения в вертикальном направленпи, а рядом с поддерживающим валком - кассета 7 с набором пла нок 5, устанавливаемых па заготовку обечайки в процессе формообразования обечайки.
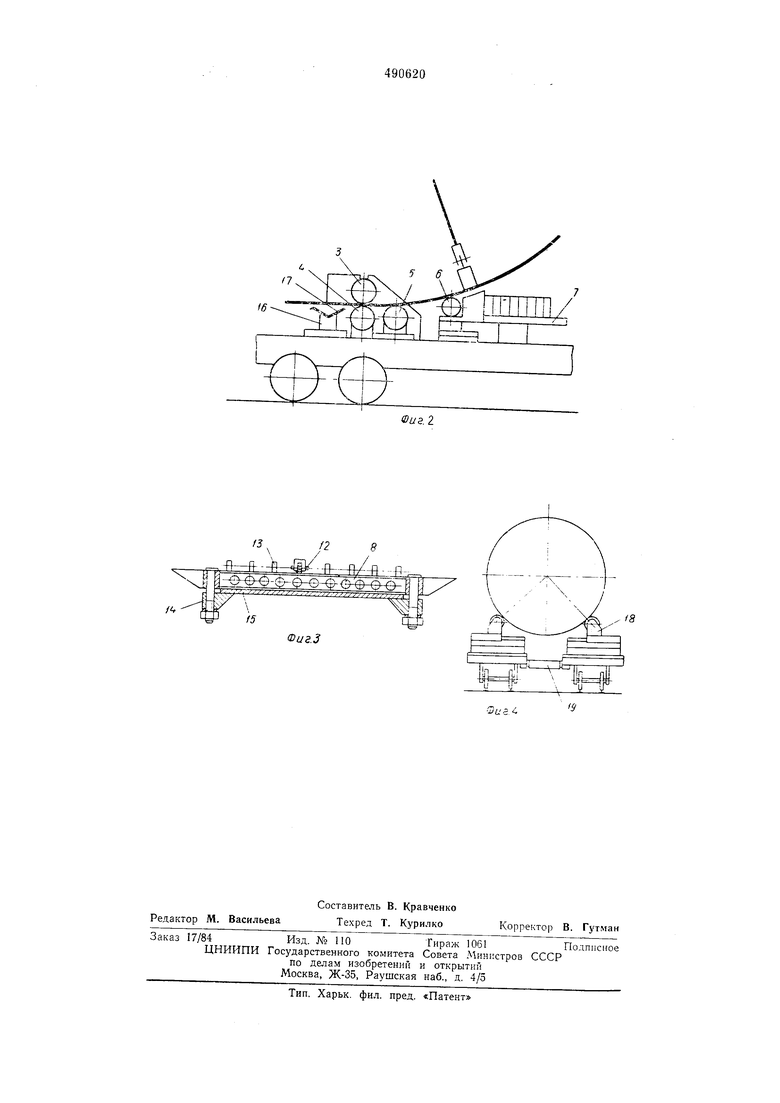
На стойках .9 расположен механизм, состоящий из полой оси 10 со спицами //. свободно поворачивающимися на ней. На концо каждой спицы пмеется проущппа, через которую поередством пальца 12 сппца соедппяется с планкой 8, также имеющей проушину 13.
Планка 8 на концах имеет две струбцины 14, при номощн которых нроизводится креплеиие планки к заготовке обечайки 15. Н;: входе в вальцы устанавливается балка 16 со встроенной флюсовой подушкой 17. Балка нмеет возможность вертикального и .углового перемещения для обеспечения плотного прилегапия флюсовой подушки к поверхности обечаек разных дпаметров.
Подвпжиые роликоопоры 18 размещаются на параллельпых путях на расстоянии, соответствующем определенному диаметру корнуса, и жестко еоедиияются между собой тягами 19.
Портальная установка 20 вынолисна подвижной. На портальной установке нмсстся подвеска 21 со скобой 22 для тра)снортировкн обечайкн за ось 10 к месту сборкикорпуса и поворота ее на необходимый гол, } балкон 2/J со сварочной установкой для сиаркп наружных продольных и кольнхвых сгыков. Портальная установка снабжена грузоподъемным устройством 24 для транснортпровкн узлов аннарата всио.могателыпях матсриалов и монтажных работ.
Па крайних нлопи1дках роликоо ор расиоложен унор 25 для иоддержаиип д,нн1н,Г корпуса аппарата при сборке.
Установка работает следуюпгим образом. Лист, пред 1азпачениый для ;-иб;-;и li обочайку, укладывают на рольгапг /. Гангом лист подается в вальцы 2, производ1ггся формообразова ие В связи с относительно больп1нм обечайки се жесткости иедостаточио чля со.храпенпя заданного диаметра и формы п нроцсссе формообразования. Для придания большей жесткости обечайке на выходе листа нз вальцов в зоне поддерживаюи его валка 6 на лист устанавливается планка 8 н креннтся к нему струбцинами 14. одной из гфоун ин нлаикн 8 носредством нальца /2 крешггся спица .//. При дальнейшем вальцевании лнста через определенный шаг, в зависпмости от числа выбранных спиц, устанавливается следуюи,ая нланка и к ней кренится следующая спица и т. д., нока не нолучитея нолная обечайка в форме колеса со сницами.
Продольный шов собирают на этом же рабочем месте н проваривают его с внутренней стороны сварочным трактором на флюсовой подушке 17.
Собранную н сваренную обечайку нрн номоши нортальной установки 20 скобой 22 спимают вместе со сннцами и осью 10 с вальцоз, транснортируют к месту сборки корнуса а:;марата п устанавли.вают на ролпкоопоры /з. После изготовления еледу ощей обечайки с H0iii,ni комплектом сниц она также трансио)тируетея к месту сборжн кориуса arniapar;;. С иомонхью скосов, пмеюии1хся па планках 5, обечайки нентрируются относительно друга. Затем нроизво.гится н;) сваркой; кольцевого стыка. Сварку кольцевого стыка изнутри производят сварочным трактором, а сварку наружного продольного н кольцевого стыка сварочной установкой с балкона 2-1 нортала 26 который подвигается в этот v.oмент к месту сборки корнуеа аппарата.
Гакнм образом нронзводят еборку и cBajiKv всего корнуеа агпгарата. В процессе сборки дннн1,а е корнусом аппарата днище поддержн1 ается упором 25.
П р е д м е т п з обретен и я
Установка для изготовления цилипдрпчеекнх корпусов, содержащая устаповлеппь1е ходу технологического нроцесса передвижные но железнодорожным путям стенды гибки, сборки и сварки обечаек, стеиды для сборки н сва|жн корнуеов из обечаек и нортальное устройство, несун1ее балкон со сварочной уста,чо1л ой н нодвеску для поворота готовых обечаек, от.тчающаяся тем, что, с целью иовыН1ення нроизводительиостп, стенд гибки обечаек снабжен мехаииз.мом для поддержания вальцуемой обечайкн и иоследуюшей транснортнровкн готовой обечайкн, выполненным в виде набора сппц, црикреплеппых к съемпой полой оси, уетапав;|иваемой па стойках, закреплепных на стенде гнбкп и уиирающнхся в планки, монтируемые на внутре11ней поверхности вальцуемой обечайки.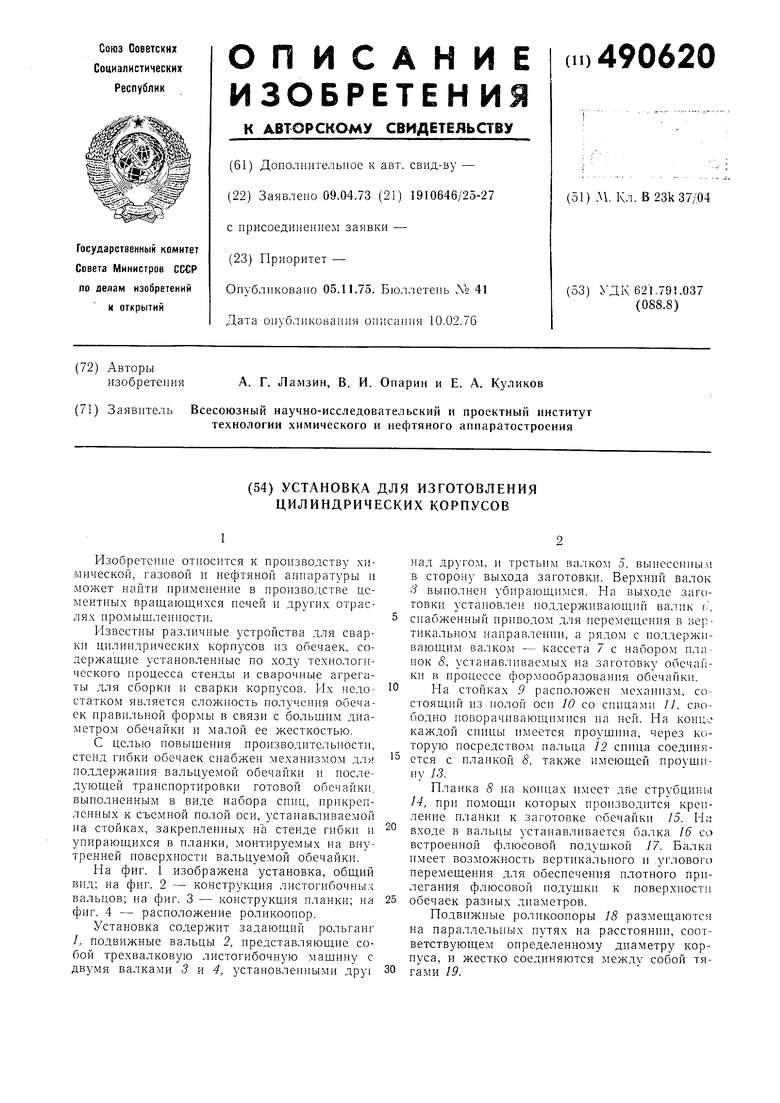
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фиксации и сборки тонкостенных обечаек | 1974 |
|
SU554049A1 |
| Стенд для сборки и сварки кольцевых швов | 1980 |
|
SU948595A1 |
| Устройство для сборки и сварки продольных швов обечаек | 1980 |
|
SU933342A1 |
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |
| Устройство для подачи обечаек от листогибочного узла с рычагом в сварочный узел | 1988 |
|
SU1787094A3 |
| Устройство для сборки тонкостенных обечаек | 1981 |
|
SU965573A1 |
| Способ автовакуумной пайки | 1984 |
|
SU1668063A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1973 |
|
SU394141A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1980 |
|
SU912468A1 |
| ЧЕТЫРЕХВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2000 |
|
RU2185912C2 |
П
fS
12
fr --fi- - -fb-4V44 - -P()-
15
Фиг.З
/
19
3i/a4
