Изобретение относится к машиностроению и может найти применение в нефтяной промышленности при изготовлении крупноразмерных аппаратов для хранения и подготовки нефти.
Известен роликовый стенд, содержащий две балансирные роликоопоры с валами, связанными с червячным редуктором электродвигателя для вращения опор (Авторское свидетельство СССР N729019, кл. B23K 37/047, опубл. 1978).
Этот роликовый стенд металлоемок и конструктивно сложен, так как для передачи вращения роликам использован дифференциальный механизм. Кроме того, затруднено взаимное перемещение опор в поперечном направлении.
Наиболее близким к предложенному изобретению по технической сущности является роликовый стенд, содержащий две балансирные опоры, на каждой из которых смонтированы ролики, двигатель, червяк и червячные колеса, установленные на осях роликов. Балансирные опоры установлены с возможностью независимого поворота (Патент РФ №2076796, кл. B23K 37/04, опубл. 10.04.1997 - прототип).
Недостатком известного стенда является то, что роликовый стенд не предназначен для совмещения стенок обечайки с обечайкой и обечайки с днищем, работы для сборки обечаек по кольцевым стыкам проводить сложно.
В изобретении решается задача совмещения стенок обечайки с обечайкой и обечайки с днищем для последующей сварки.
Задача решается роликовым стендом для совмещения обечайки с обечайкой и обечайки с днищем, который состоит из отдельной секции приводной редукторной роликоопоры, состоящей из рамы, пары приводных роликовых опор, кинематически связанных с помощью механических передач с редуктором и электродвигателем, пары холостых роликовых опор, имеющих свободное вращение, одной или нескольких секций приводных роликоопор, состоящих из рамы, пары приводных роликовых опор, связанных муфтами с парами приводных роликовых опор секции приводной редукторной роликоопоры, пары холостых роликовых опор, при этом секции приводных роликоопор смонтированы рамами впритык к секции приводной редукторной роликоопоры и друг к другу и образуют объединенную секцию с соосной непрерывной приводной роликовой опорой и соосной непрерывной холостой роликовой опорой, причем роликоопоры в парах установлены на разных высотах, ближние к продольной оси стенда установлены ниже дальних с расчетом касания типичных обечаек четырех роликоопор одновременно, подшипниковые опоры приводных и холостых роликовых опор расположены по краям рамы секции, по ее размеру в длину, соответственно приводные и холостые роликовые опоры имеют размер в длину, равный длине рамы роликоопоры, расстояние между опорами подшипников приводных и холостых роликовых опор двух соседних секций роликоопор подобрано так, что ролики соседних секций образуют непрерывную соосную приводную двустороннюю роликовую опору или непрерывную соосную холостую роликовую опору вдоль всей объединенной приводной секции, число секций приводных роликоопор подобрано исходя из того, чтобы роликовый стенд позволял устанавливать на него калиброванные обечайки, выставлять их и выполнять сборку по кольцевому стыку, секции передвижной роликоопоры, состоящей из четырех холостых роликовых опор с геометрией их расположения, аналогичной секциям приводных роликоопор, установлены на рельсовом пути с возможностью перемещения по нему вдоль оси симметрии роликового стенда, ролики холостых роликовых опор передвижной роликоопоры соосны соответствующим роликовым опорам приводных роликоопор по всей длине рельсового пути.
Сущность изобретения
Для получения большого диапазона собираемых корпусов по диаметрам без выполнения на роликовом стенде дополнительных настроечных, наладочных и монтажных работ секции приводных роликоопор выполнены четырехроликовыми с двумя (парой) приводными двухсторонними и двумя (парой) холостыми роликовыми опорами Для сборки из калиброванных обечаек цилиндрических корпусов большой длины роликовый стенд имеет секцию передвижной роликоопоры, состоящей из четырех (двух пар) холостых роликовых опор с геометрией их расположения, аналогичной секциям приводных роликоопор. Рама секции передвижной роликоопоры выполнена в виде тележки на колесах с возможностью передвижения по рельсам вдоль оси собираемого цилиндрического корпуса. Рельсовый путь выполнен так, что ролики передвижной роликоопоры соосны с соответствующими роликами приводной роликоопоры.
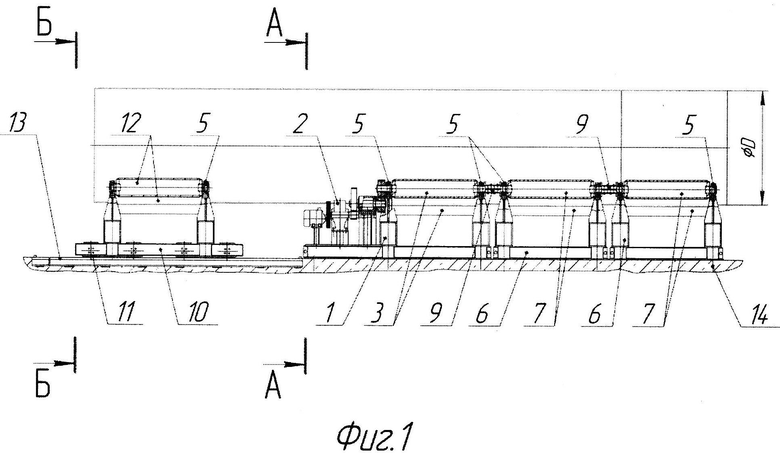
На фиг.1 показан главный вид роликового стенда с контуром корпуса, собираемого из цилиндрических обечаек.
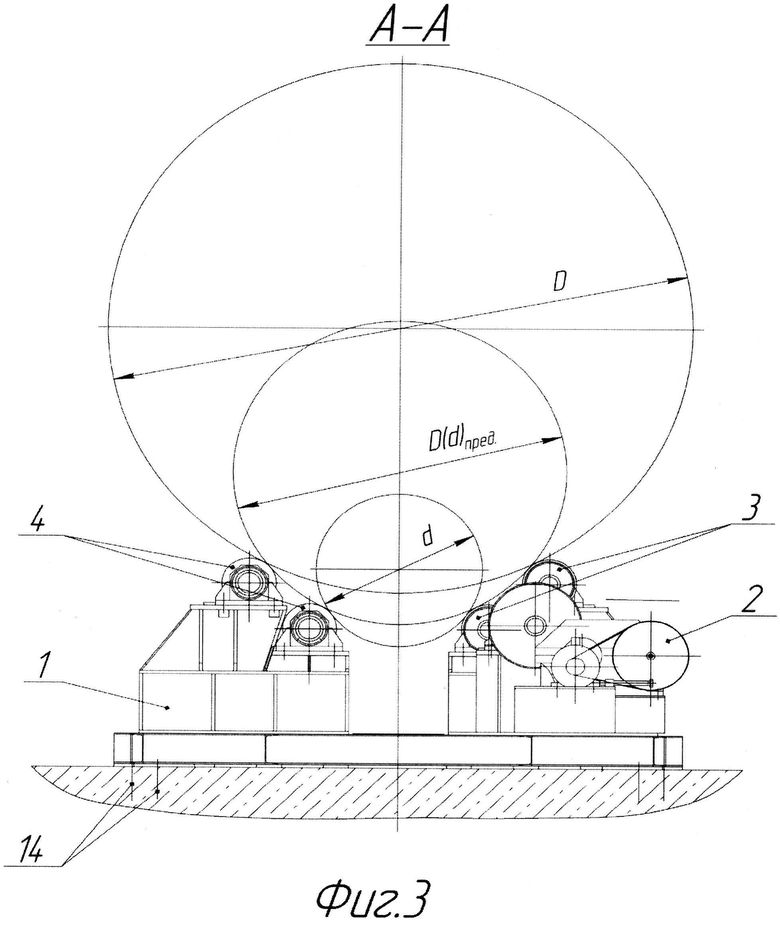
На фиг.2 показан вид роликового стенда сверху.
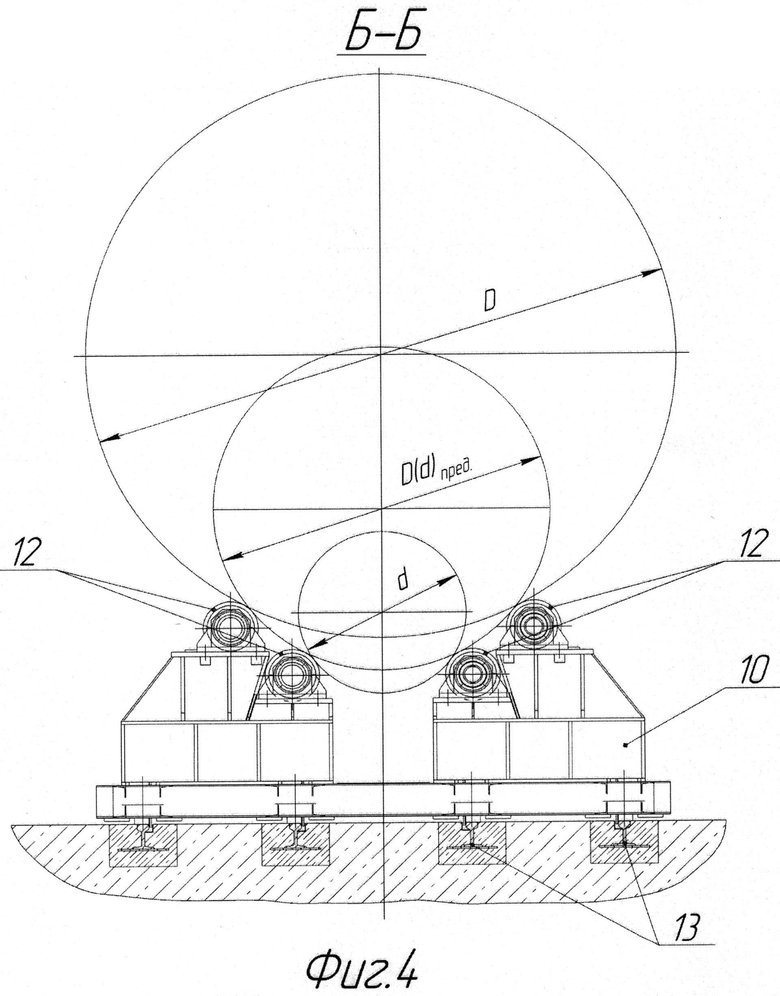
На фиг.3 показан вид сбоку секции приводной редукторной роликоопоры с контурами собираемых корпусов наименьшего и наибольшего диаметров и переходного с внутренних роликов на наружные.
На фиг.4 показан вид сбоку передвижной роликоопоры с контурами собираемых корпусов наименьшего и наибольшего диаметров и переходного с внутренних роликов на наружные.
Предлагаемый роликовый стенд состоит из:
1 - рамы секции приводной редукторной роликоопоры, 2 - привода секции приводной редукторной роликоопоры, состоящего из электродвигателя, редуктора и механических передач, 3 - приводных двусторонних роликовых опор секции приводной редукторной роликоопоры, 4 - холостых роликовых опор секции приводной редукторной роликоопоры, 5 - подшипниковых опор приводных и холостых роликовых опор, 6 - рамы секций приводных двусторонних роликоопор, 7 - приводных двусторонних роликовых опор секций приводной двусторонней роликоопоры, 8 - холостых роликовых опор секции приводной двусторонней роликоопоры, 9 - муфты, соединяющей приводные роликовые опоры между собой, 10 - рамы секции передвижной роликоопоры, 11 - колеса секции передвижной роликоопоры, 12 - холостых роликовых опор секции передвижной роликоопоры, 13 - рельсового пути для перемещения секции передвижной роликоопоры.
Конструкция роликового стенда для совмещения стенок обечайки с обечайкой и обечайки с днищем состоит из отдельной секции приводной редукторной роликоопоры с рамой 1, двух секций приводных двусторонних роликоопор с рамой 6 и секции передвижной роликоопоры с рамой 10 (фиг.1, фиг.2, фиг.3, фиг.4). Общее число секций приводных роликоопор, приведенное на фиг.1 и фиг.2, равно трем, приводной редукторной и двух приводных двухсторонних, является условным, зависящим от изделия и конкретных технологических условий, и может быть другим. Секция приводной редукторной роликоопоры состоит из рамы 1, на раме в подшипниковых опорах 5 установлены две приводные двусторонние роликовые опоры 3, внутренняя и наружная, имеющие возможность вращаться от привода 2, смонтированного на раме 1. Привод 2 состоит из электродвигателя, редуктора и механических передач. Симметрично относительно оси симметрии роликоопоры на раме 1 в подшипниковых опорах 5 установлены две холостые роликовые опоры 4, внутренняя и наружная, с возможностью свободного вращения (фиг.1, фиг.2).
Конструкция роликоопоры, выполненная по четырехроликовой схеме с двумя приводными двусторонними и двумя холостыми роликовыми опорами, позволяет охватывать большой диапазон собираемых цилиндрических корпусов по диаметрам, обеспечивая при этом их устойчивую установку на роликовых опорах, предельный максимальный диаметр обечайки, допустимый для внутренних роликовых опор, переходит в предельный минимальный диаметр, допустимый для наружных роликовых опор (фиг.3, фиг.4). При этом при переходе с одного диаметра собираемого корпуса на другой отпадает необходимость выполнять на роликовом стенде дополнительные настроечные, наладочные и монтажные работы.
Секция приводной двусторонней роликоопоры состоит из рамы 6, на которой в подшипниковых опорах 5 установлены две приводные двусторонние роликовые опоры 7, внутренняя и наружная, и две холостые роликовые опоры 8, внутренняя и наружная. Геометрическая схема установки приводных и холостых роликовых опор аналогична схеме, выполненной на секции приводной редукторной роликоопоры (Фиг.3). Подшипниковые опоры 5 установлены по краю рамы 1 секции приводной редукторной роликоопоры и по обоим краям рамы 6 секций приводных двусторонних роликоопор. Соответственно приводные и холостые роликовые опоры секций приводных роликоопор имеют длину, равную длине рамы роликоопоры. При выставлении при монтаже секции приводной редукторной роликоопоры с рамой 1 и секции приводных двусторонних роликоопор с рамами 6 согласно фиг.1 и фиг.2, приводные роликовые опоры 3 и 7, и холостые роликовые опоры 4 и 8 располагаются соосно между собой с небольшим расстоянием между их подшипниковыми опорами 5 и образуют непрерывную приводную роликовую опору или непрерывную холостую роликовую опору и строят объединенную приводную секцию. При этом приводные роликовые опоры 3 и 7 всех секций соединены между собой муфтами 9 и получают вращение от привода 2 секции приводной редукторной роликоопоры. Число секций приводных роликоопор берется таким, чтобы роликовый стенд позволял устанавливать на роликовые опоры две калиброванные обечайки любой длины с возможностью точно их выставлять одну относительно другой и выполнить между ними сборку по кольцевому стыку. При монтаже секций приводных роликоопор, выверке на соосность их приводных и холостых роликовых опор в соответствии с требованиями чертежа рамы секций приводных роликоопор крепятся к полу анкерными болтами 14.
Для сборки цилиндрических корпусов большой длины, для опирания второго свободного края собираемого корпуса роликовый стенд имеет секцию передвижной роликоопоры. Секция передвижной роликоопоры состоит из рамы 10, являющейся одновременно рамой тележки. На раме смонтированы колеса 11, с помощью которых рама опирается и передвигается вдоль рельсов 13 (фиг.1, фиг.2, фиг.4). На фиг.2 и фиг.4 условно показано четыре рельса, расположенные параллельно и симметрично относительно оси симметрии роликового стенда. На раме секции передвижной роликоопоры установлены четыре холостые роликовые опоры 12 в подшипниковых опорах 5 с геометрической схемой расположения, аналогичной схеме, выполненной на секции приводной редукторной и секциях приводных двусторонних роликоопорах (фиг.3, фиг.4). Оси холостых роликовых опор 12 секции передвижной роликоопоры выполнены соосными с соответствующими осями приводных и холостых роликовых опор секций приводных роликоопор по всей длине рельсового пути.
Две отдельные калиброванные обечайки устанавливают на роликовые опоры объединенной приводной секции. Суммарная длина образующих обечаек должна быть меньше длины объединенных роликовых опор, чтобы образующие обечаек опирались на роликовые опоры всей своей длиной. Обечайки устанавливают торцами впритык друг к другу с требуемым гарантированным зазором, технологически обоснованным под сварку. На настроенных и выставленных роликовых опорах объединенной приводной секции торцевой гарантированный зазор должен быть постоянным по всей длине окружности обечайки. Далее с помощью механической стыковочной скобы или вручную выполняют совмещение стенок в одной или в нескольких точках, расположенных в зоне сборщика. Совмещенные участки окружности точечно прихватывают сваркой. Далее включают привод секции приводной редукторной роликоопоры, приводные роликовые опоры начинают вращаться и вращать обечайки. Сборщик подводит в зону своей работы участок окружности, где необходимо выполнить совмещение стенок и прихватку, и так по всей окружности обечайки в плоскости стыка. Собранный на точечных прихватках корпус сдвигают к тому краю объединенной приводной секции, со стороны которого установлена секция передвижной роликоопоры. На фиг.1 и фиг.2 это в левую сторону. На фиг.1 контур собираемого из отдельных обечаек корпуса показан с указанием D. С правой стороны свободным остается участок секции объединенной приводной роликоопоры с длиной приводных и холостых роликовых опор, позволяющих устанавливать на них новую отдельную калиброванную обечайку для стыковки ее с уже собранным корпусом. Операции совмещения стенок и точечной прихватки сваркой повторяют. При сборке цилиндрического корпуса из отдельных калиброванных обечаек, когда длина корпуса становится больше длины объединенных приводных и холостых роликовых опор и при сдвиге корпуса влево (фиг.1, фиг.2) для установки новой отдельной калиброванной обечайки, возможно опрокидывание, отрыв корпуса от роликовых опор, край корпуса устанавливают на роликовые опоры 12 секции передвижной роликоопоры.
При сборке корпуса или отдельной обечайки с днищем технология сборки по совмещению стенок корпуса и днища аналогична технологии сборки корпуса из отдельных калиброванных обечаек. Так как днище нельзя устанавливать на роликовые опоры секций роликоопор, при выполнении операции по совмещению стенок его поддерживают и фиксируют в пространстве грузоподъемным краном.
Конструкция предлагаемого роликового стенда позволяет строить объединенную приводную секцию с непрерывными приводными двусторонними роликовыми опорами и непрерывными холостыми роликовыми опорами любой нужной длины, устанавливать на роликовых опорах отдельные калиброванные обечайки, точно выставлять их относительно друг друга, совмещать стенки отдельных обечаек и собирать из них цилиндрические корпусы большого диапазона по диаметрам и большой длины. Роликовый стенд позволяет собирать как цилиндрические корпусы, так и цилиндрические корпусы с днищами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем | 2015 |
|
RU2609600C1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| Стенд для сборки обечаек с продольным швом | 1976 |
|
SU610646A1 |
| Устройство для выравнивания торцовых кромок собираемых обечаек | 1987 |
|
SU1581544A1 |
| Стенд для сборки кольцевых стыков обечаек | 1985 |
|
SU1296346A1 |
| СЕКЦИЯ РОЛИКООПОР | 1996 |
|
RU2098252C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ БАНДАЖЕЙ С ОБЕЧАЙКАМИ | 2021 |
|
RU2755229C1 |
| Установка для двусторонней сварки стыка обечайки | 1989 |
|
SU1785861A1 |
| Стенд для сборки и вращения цилиндрических изделий при сварке | 1984 |
|
SU1247219A1 |
| Установка для сборки и сварки обечаек из сегментов | 1988 |
|
SU1816255A3 |
Изобретение относится к роликовому стенду для совмещения обечайки с обечайкой и обечайки с днищем. Отдельная секция приводной редукторной роликоопоры состоит из рамы, пары приводных роликовых опор, кинематически связанных с помощью механических передач с редуктором и электродвигателем, пары холостых роликовых опор, имеющих свободное вращение. Одна или несколько секций приводных роликоопор состоят из рамы, пары приводных роликовых опор, связанных муфтами с парами приводных роликовых опор секции приводной редукторной роликоопоры, пары холостых роликовых опор. Секции приводных роликоопор смонтированы рамами впритык к секции приводной редукторной роликоопоры и друг к другу и образуют объединенную секцию с соосной непрерывной приводной роликовой опорой и соосной непрерывной холостой роликовой опорой. Роликоопоры в парах установлены на разных высотах, ближние к продольной оси стенда установлены ниже дальних с расчетом касания типичных обечаек четырех роликоопор одновременно. Число секций приводных роликоопор подобрано исходя из того, чтобы роликовый стенд позволял устанавливать на него калиброванные обечайки, выставлять их и выполнять сборку по кольцевому стыку. Секции передвижной роликоопоры установлены на рельсовом пути с возможностью перемещения по нему вдоль оси симметрии роликового стенда. Стенд позволяет собирать из обечаек цилиндрические корпусы различной длины. 4 ил.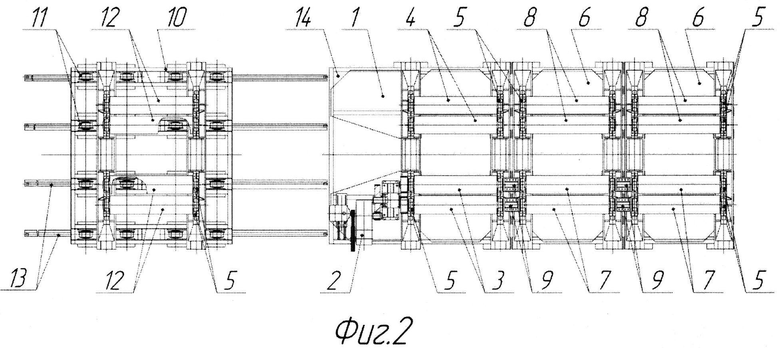
Роликовый стенд для сборки обечайки с днищем и с обечайкой, содержащий рельсы, отдельную секцию приводной редукторной роликоопоры, состоящей из рамы, пары приводных роликоопор, кинематически связанных с помощью механических передач с редуктором и электродвигателем, и пары холостых роликоопор, имеющих свободное вращение, одну или несколько секций приводных роликоопор, состоящую из рамы, пары приводных роликоопор, связанных муфтами с парами приводных роликоопор секции приводной редукторной роликоопоры, и пару холостых роликоопор, при этом секции приводных роликоопор смонтированы рамами впритык к секции приводной редукторной роликоопоры и друг к другу и образуют объединенную секцию с соосной непрерывной приводной роликоопорой и соосной непрерывной холостой роликоопорой, причем роликоопоры в парах установлены на разных высотах, ближние к продольной оси стенда установлены ниже дальних из условия касания обечаек четырех роликоопор одновременно, подшипниковые опоры приводных и холостых роликоопор расположены по краям рамы секции по ее длине, и соответственно приводные и холостые роликопоры имеют размер в длину, равный длине рамы роликоопоры, а расстояние между опорами подшипников приводных и холостых роликоопор двух соседних секций роликоопор выбрано из условия образования роликами соседних секций непрерывной соосной приводной двусторонней роликоопоры или непрерывной соосной холостой роликоопоры вдоль всей приводной секции, при этом число секций приводных роликоопор выбрано из условия обеспечения установки на роликовый стенд калиброванных обечаек и сборки их по кольцевому стыку, причем секции передвижной роликоопоры, состоящей из четырех холостых роликоопор с геометрией их расположения, аналогичной секциям приводных роликоопор, установлены на рельсовом пути с возможностью перемещения по нему вдоль оси симметрии роликового стенда, а ролики холостых роликоопор передвижной роликоопоры соосны соответствующим роликоопорам приводных роликоопор по всей длине рельсового пути.
| Аналого-цифровой преобразователь электрического напряжения | 1955 |
|
SU122934A1 |
| Механизм центрирования цилиндрических деталей | 1986 |
|
SU1465231A1 |
| Установка для поддерживания при вальцевании и сборке под сварку крупногабаритных обечаек | 1978 |
|
SU727386A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ФИКСИРОВАНИЯ ЗАГОТОВОК | 1995 |
|
RU2080229C1 |
| JP 4091890 A , 25.03.1992 | |||
| JP 60076299 A, 30.04.1985 | |||
| US20030230839A1 ,18.12.2003 | |||
| KR0100431758B1 ,17.05.2004 | |||

