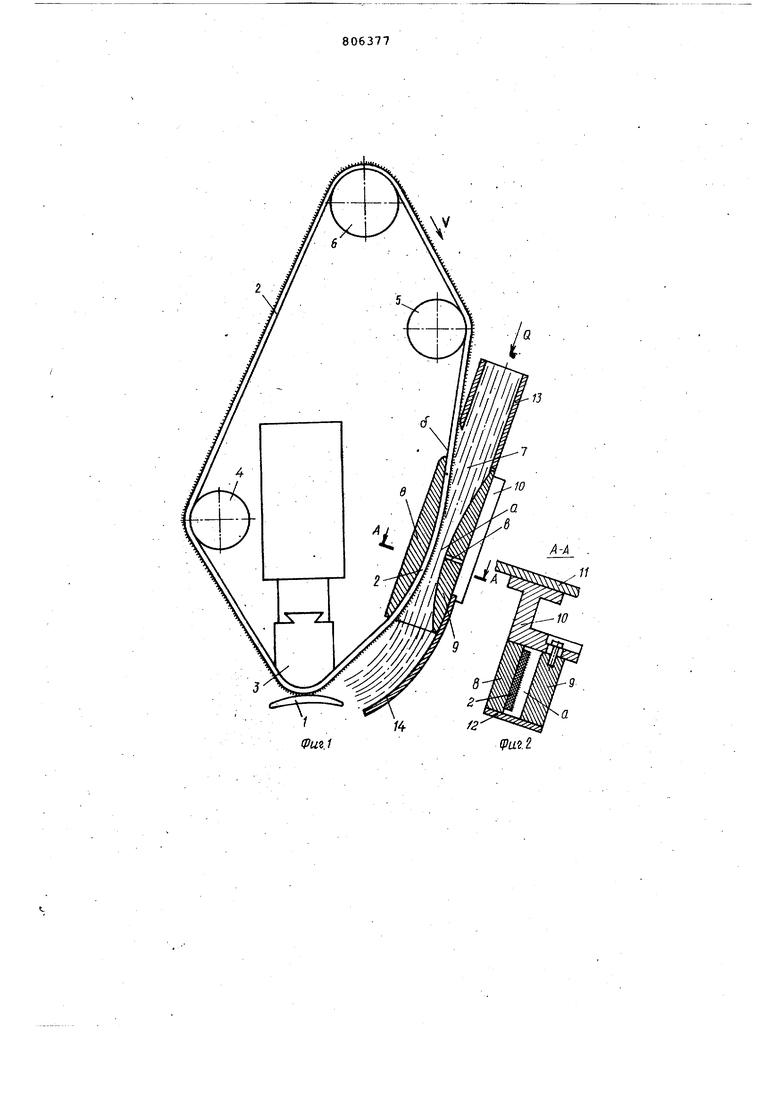
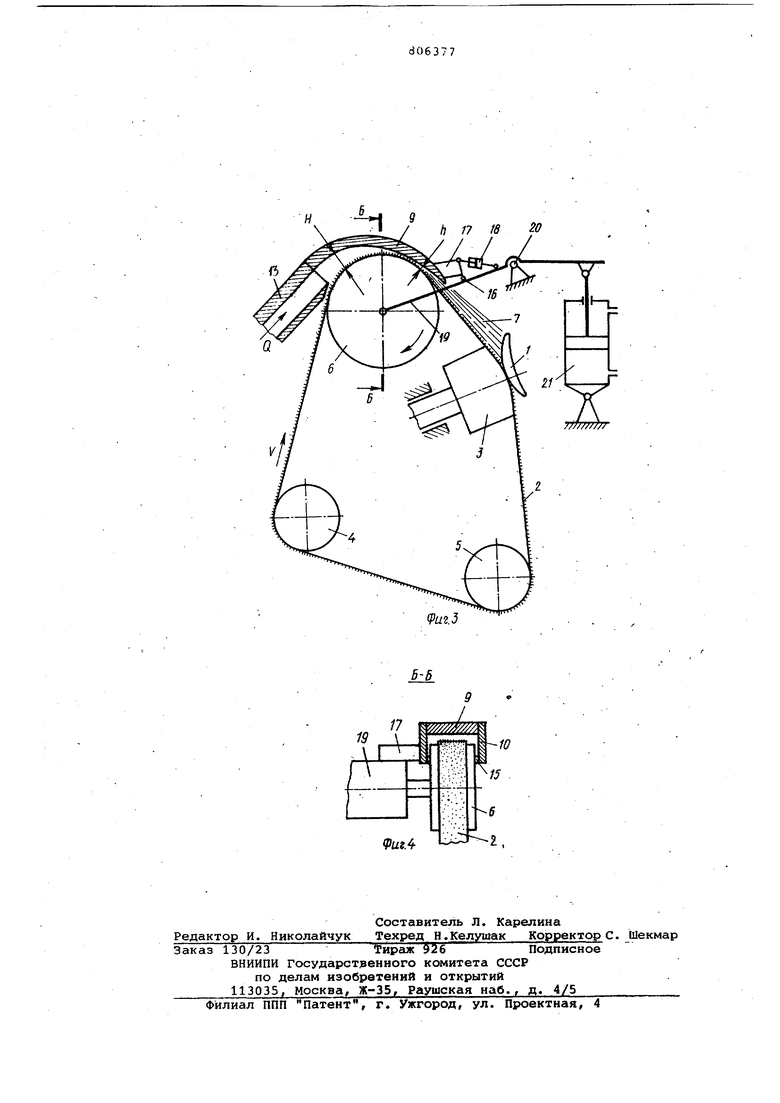
Деталь 1 обрабатывают движущейся со скоростью шлифования V a6pa3PjBной лентой 2, огибающей контактный элемент. 3, направляющие ролики 4 и 5 и приводной шкив 6. Часть ветви ленты 2 перемещают через поток О смазочно-охлаждающей жидкости 7, им ющей в области а отрицательное давление. При отрицательном давлении жидко ти в ней происходит кавитация, способствующая очистке ленты, от прилип ших к ней фродуктов обработки и т.п Отрицательное давление смазочно-охлаждающей жидкости создают сужением ее потока, которое Осуществлено про филированным насадком типа трубок Вентури или Борда. Местное сужение потока смазочноохлаждающей жидкости в насадке производится двумя профильны 1и элементами 8 и 9, закрепленными на боково стенке корпуса насадка 10, выполнен ного, например, в виде кронштейна, закрепленного на станине 11 устройства . Вторая боковая стенка 12 выполнена в виде дверцы, имеющей возможность открываться при смене ленты (на чертеже не изображено). Поток Q смазочно-охлаждающей жид кости подводится к насадку от насос (на чертежах не изображен) через труб ку 13, имеющую щель бдля прохода абразивной ленты. Насадок может быть снабжен криво линейной пластиной 14, направляющей поток СОЖ к зоне обработки (или наоборот) . Профильный элемент 9 проточной части насадка закреплен на стенке корпуса насадка 10 с возможностью перемещения-в направлений ко второму профильному элементу 8 для регулирования площади сечения а насадка, что необходимо для подбора опти мального отрицательного давления СОЖ. Профильный элемент 8 выполнен в виде опоры для ветви абразивной ленты. Профильный элемент 9 насадка может иметь отверстия в для подсоса воздуха, что необходимо для усиления эффекта кавитации. Форма рабочей части профильных элементов определяется по известным правилам гидродинамики. В качестве одной из стенок профилированного насадка, через который пропугцены абразивная лента и смазочно-охлаждающая жидкость, использована огибаемая лентой рабочая поверхность приводного шкива 6, а второй профильный элемент выполнен вогну тьви и охватывающим шкив 6 в плоскости его вращения камеры, причем шкив и элемент установлены с переменньил зазором относительно друг друга, величина которого уменьшается в направлении V вращения ленты от начального значения Н до минималь-, ного значения h. Элемент 9 снабжен боковыми стенками насадка 10 с лабиринтными уплотнениями 15,.взаимодействующими с торцами шкива 6. Элемент 9 установлен с возмож-ностью поворота вокруг оси 16, на которой он шарнирно закреплен с помощью кронштейна 17. Поворот элемента 9 вокруг, оси 16 осуществляется известными и предназначенными для этого механизмами,- например силовым пневмо-или .гидроцилиндром 18., Если шкив 6 не является натяжным, товось 16 крепится на станке устройства. Е.сли же приводной шкив 6 явлйется одновременно и натяжным, то ось 16 устанавливается на натяжном устройстВе, выполненном в виде коромысла 19, имекяйем возможность поворачиваться на оси 20, закрепленной на .станке. Поворот натяжного коромысла вокруг оси 20 осуществляется ситовым цилиндром 21. В процессе шлифования вращается, абразивная лента 2, а через насадок прокачивается поток Q смазочно-охлаждающей жидкости. В месте а сужения потока СОЖ в насадке создается отрицательно давление (величину которого задают согласно известному уравнению Бернулли - основному уравнению гидродинамики) Само по себе отрицательное давление способствует отрыву налипших на ленту частиц, засаливающих ее. Однако этот эффект значительно усиливается за счет высокочастотных колебаний СОЖ, которые происходят при ее кави.тации, возникающей при отрицательных давлениях. Поток СО) можно пустить и перпендикулярно к плоскости вращения ленты, используя другие конструктивные варианты устройства. От приводного шкива 6 вращается по часовой стрелке бесконечная абразивная лента 2, обрабатывая; деталь 1, ПоТрубе 13 в зазор межЛУ профильными элементами 8 и 9 полается поток смазочно-охлаждающей жидкости 7, которая кавитирует и в результате этого очищает ленту от засаливания, а .также пропитывает ее, после чего попадает в зону обработки. При этом давление СОЖ в камере поджимает ленту к элементу 8, в качестве которого может быть использован приводной шкив, что повышает сцепление ленты с ним, а следовательно, устраняет ее пробуксовху. Для смемы абразивной ленты устройством 18 поворачивают элемент 9вокруг оси 16 по часовой стрелке положение, при котором стенки 10не мешают смене ленты. По мере удлинения ленты коромысло 19 поворачивается на оси 20 по часовой
стрелке вместе с охватывающим шкив элементом 9, при этом зазор между. ним и шкивом не иэменяется.
Боковая стенка может быть выполнена не только в виде дверцы, но и просто легкосъемной.
Устройство устраняет засаливание ленты и одновременно увеличивает ее сцепление с приводиым шкивом, что повышает производительность обработки за счет устранения п юбуксовки, очистки ленты и ее прописки смазочно-охлаждающей жидкостью, а также упрощает конструкции устройств (не требует введения дополнительного механизма устранения пробуксовки),
Величина положительных эффектой от использования предлагаемого техни ческого решения зависит от степени засаливания ленты, которая определяется конкретными условиями обработки (т.е. типом обрабатываемого материала, типом абразивной ленты, видом смазочно-охлаждающей жидкости, режимами и т. п.)
Формула изобретения
1.Способ ленточного шлифования
с подводом смазочно-охлаждающей жидкости к абразивной ленте, отличающийся тем, что, с целью повышения производительности обработки и стойкости ленты путем устранени ее засалив,ания, участок ленты пропускают через смазочно-охлаждающую жидкость с отрицательным давлением.
2.Устройство для осуществления способа ленточного шлифования по
п. 1, отличающееся тем, что часть.ленты расположена внутри профилированного насадка типа.трубок
Вентури или Борда, через который пропущен поток смазочно-охлаждающей жидкости.
3.Устройство по пп. 1 и 2, отличающееся .тем, что профилированный насадок содержит два сужающих поток смазочно-охлаждающей жидкости профильных элемента, один из которых установлен с возможностью перемещения в направлении ко второму для регулирования проходного се0чения насадка.
4.Устройство по ПП.1, 2 и 3, отличающееся тем, что один из профильных элементов насадка выполнен в виде опоры для абразивной ленты.
5.Устройство.по пп. 1-4, отличающееся тем, что, с целью смены.ленты, одна из боковых стенок насадка выполнена в виде двер0цы.
6.Устройство по пп. 1-4, отличающееся тем, что, с целью уменьшения пробуксовки, в качестве опоры использован приводной ШKИBf
а другой профильный элемент выполнен
5 вогнутым, охватывающим шкив и установленным относительно него с пере. менчым зазором с уменьшением в направлений вращения ленты.
7.Устройство по пп. 1-5, о т 0личающееся тем, что на введенном в устройство натяжном коромысле, связанном со шкивом, установлен вогнутый профильный элемент
с возможностью поворота его в плос5кости вращения шкива.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке № 2522550/25-08, кл. В 24 В,21/00, 1977.
Н
П Ю 20
(PU2.5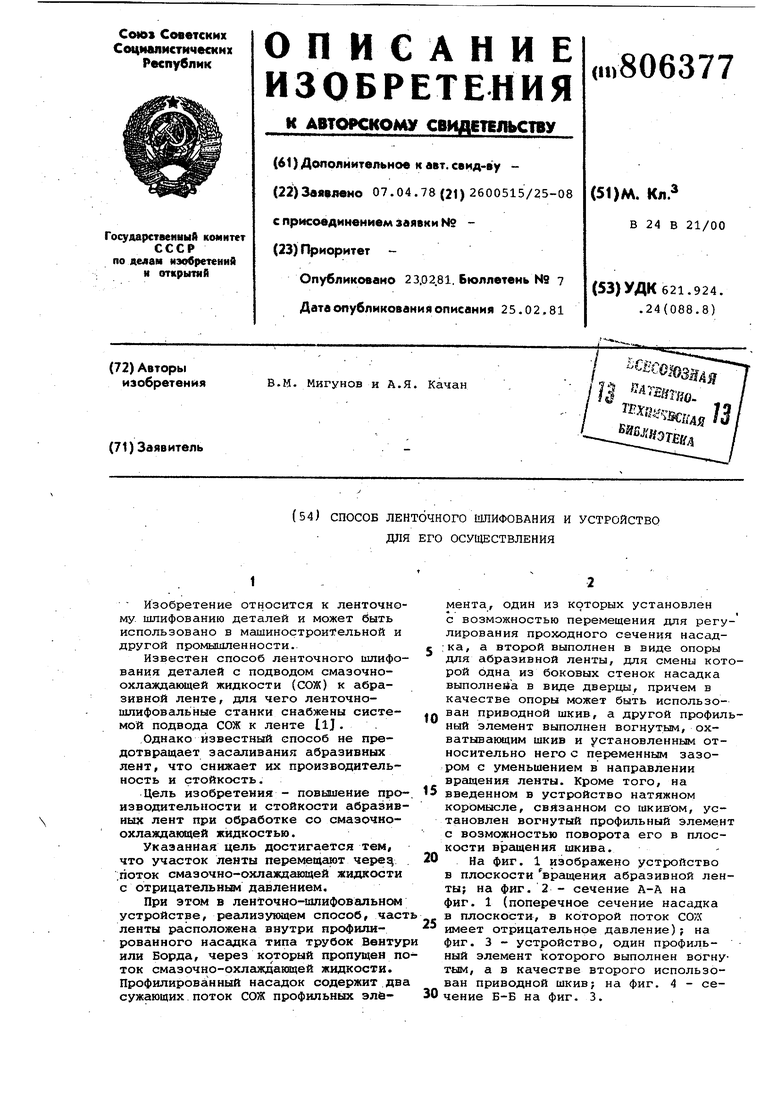
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ленточного шлифования | 1979 |
|
SU891362A2 |
| Ленточно-шлифовальный станок | 1976 |
|
SU623719A2 |
| Ленточно-шлифовальное устройство | 1979 |
|
SU865623A2 |
| Способ шлифования лентой | 1979 |
|
SU772782A1 |
| Способ ленточного шлифования | 1979 |
|
SU837790A1 |
| Способ шлифования деталей абразивнойлЕНТОй | 1978 |
|
SU837789A1 |
| Устройство для переключения рабочегоОРгАНА | 1979 |
|
SU848284A1 |
| Способ устранения засаливания абразивного инструмента | 1978 |
|
SU727406A1 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU865622A2 |
| Способ устранения засаливания абразивного инструмента | 1979 |
|
SU874314A2 |
Риг4
