(54) СПОСОБ ОБРАБОТКИ В ПСЕВДООЖИЖЕННОМ АБРАЗИВЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки в псевдоожиженномАбРАзиВЕ | 1979 |
|
SU852510A1 |
| Способ обработки деталей в "ки-пящЕМ" СлОЕ АбРАзиВА | 1979 |
|
SU848310A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1981 |
|
SU984830A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU859124A1 |
| Способ обработки деталей в псевдоожиженном абразиве и устройство для его осуществления | 1979 |
|
SU861026A1 |
| Способ обработки деталей в псевдоо-жижЕННОМ АбРАзиВЕ | 1979 |
|
SU846243A1 |
| Устройство для абразивной обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU872216A1 |
| Способ обработки деталей в псевдоожиженном слое абразива | 1979 |
|
SU903087A1 |
| Способ обработки деталей свободным абразивом и устройство для его осуществления | 1979 |
|
SU861025A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU872215A1 |
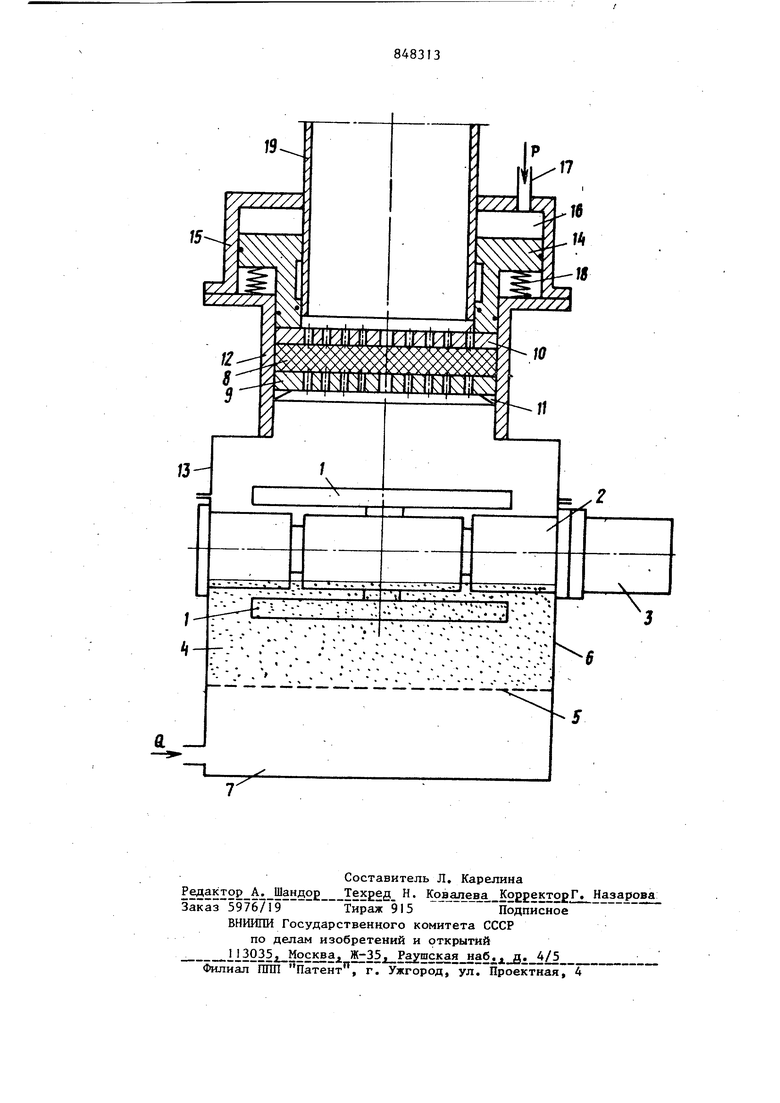
Изобретение относится к абразив ной об работке деталей в кипящем слое абразива и может найти применение в мапганостроении, приборостроении и других отраслях промьшитенности, Извест.ен способ обработки в псевдоожиженном абразиве, при котором расход ожижающего абразив воздуха через камеру с абразивом периодически изменяют D}.. Недостатком известного способа является то, что величина интенсивности импульса давления в воздухораспределительной камере (разность максимального и минимального давлений), создаваемого за счет изменения расхода на входе в аппарат кипящего слоя, демпфируется воздухораспределитель-i ной решеткой, имеющей определенное со противление. Поэтому воздействие импульса давления на слой зернистого материала, расположенный на рещетке, ослабле{ и тем больше. Чем больше сопротивление решетки, я обеспечения равномерного сжижения слоя необходимо увеличивать сопротивление газораспределительной решетки. Поэтому, исходя из соображений обеспечения приемпемой равномерности сжиженного слоя по сечению аппарата, слишком уменьшать сопрогивление решетки нельзя. Следовательно, избежать демпфирующих свойств решетки нельзя. Цель изобретения - повьш1ение производительности обработки деталей. Указанная цель достигается тем, что изменение расхода воздуха производят путем периодического дросселирования или перекрытия на выходе из камеры с абразивом. Изменение расхода воздуха можно осуществлять различными известными устройствами, предназначенными для этой цели, например регулируемой диафрагмой, клапанным устройством и т.п. На чертеже изображена одна из возможных схем реализации способа. Детали 1 устанавливаю1 на шпинделе 2, получающем вращение от привода 3, и обрабатывают в кипящем слое абразива 4, расположенном на воздухо распределительной решетке 5 рабочей камеры 6 аппарата кипящего слоя, Псевдоожижение абразива 4 произво дят подачей в воздухораспределительнуюкамеру 7 под слой абразива потока Q сжатого воздуха. Расход воздуха Q изменяют его периодическим дросселированием или перекрытием на выходе из камеры f, Это осуществляют периодическим изменением сопротивления истечению воздуха пористого упругого элемента 8, ра мещенного между двумя жесткими силовыми решетками 9 и 10, причем решетку 9 поджимают к опорному Кольцу 11 гильзы крышки 13 камеры 6, а решетку 10 устанавливают с возможность вертикального перемещения в гильзе 12. Силовая решетка 10, взаимодействуя с поршнем I4, установленным в цилиндре 15, совершает возвратнопоступательные движения под действием периодически подаваемого в полост 16 давления Р жидкости или газа от распределителя (не показан) через па рубок 17 и одновременного воздействия на нее пружины 18, Отработавший боздух выходит через отверстие фланца 19, вваренного в цилиндр 15. В начале периода, когда сопротивление элемента 8 велико или когда сечение выхода воздуха из камеры 6 совсем перекрыто, слой абразива, .находится на решетке 5 в маловзвешен ном или невзвешенном состоянии, так как скорость воздуха в камере 6 или очень мала, или равна-нулю (очень мал или отсутствует совсем расход) В это время давление в камере 6 поднимается и стремится, с течением вре мени, к давлению в нагнетательном тр бопроводе, причем тем быстрее,чем боль перекрыто выходное сечение аппарата К моменту уменьшения сопротивления пористого элемента 8 (или к моме ту полного открытия проходного сечения на выходе из камеры 6) давление в камере 6 больше, чем при регулировании расхода воздуха на входе в аппарат кипящего слоя. При быстром уменьшении сопротивле ния элемента 8 (или полном открытии проходного сечения на выходе из каме ры б) скорость воздуха также быстро возрастает, и абразивный слой импульсно приводится в псевдоожиженное состояние . Скорость воздуха в камере 6 в эт.от период пульсации достаточно велика, так как сопротивление воздушного тракта аппарата кипящего слоя в сечеиии на выходе из камеры 6 всегда меньше, чем в сечении перед воздухораспределительной решеткой 5 (сопротивление в сечении на выходе из камеры 6 меньше сопротивления в селении перед воздухораспределительной решеткой 5 на величину сопротивления решетки 5 плюс сопротивление слоя абразивного зерна 4). Степень перекрытия проходного сечения на выходе из камеры, а также частота пульсаций, регулируются соответственно изменением величины и частоты давления Р рабочей среды, подаваемой в силовой цилиндр, поршень которого сжимает пористый элемент 8, выполненный, например, из войлока. Обработка деталей в псевдоожиженном абразиве путем периодического дросселирования или перекрытия на выходе из камеры с абразивом расхода ожижакщего абразив воздуха позволяет повысить величину импульса Давления, воздействующего на абразивный слой. Вследствие этого повьшается интенсивность движения абразивных частиц и слоя в целом, а следовательно, производительность обработки деталей повьшается. Формула изобретения Способ обработки в псевдоожиженноМ абразиве, при котором расход ожижающего абразив воздуха через камеру с абразивом периодически изменяют, отличающийся тем, что, с целью повьш1ения производитепьности обработки, изменение расхода воздуха производят путем периодического дросселирования или перекрытия на выходе из камеры с абразивом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2367565/08, кл. В 24 С 1/00, 1976.
/3
.
а
.2
V
jL
-X, .- ..1-ч .;-I- . . / .:
