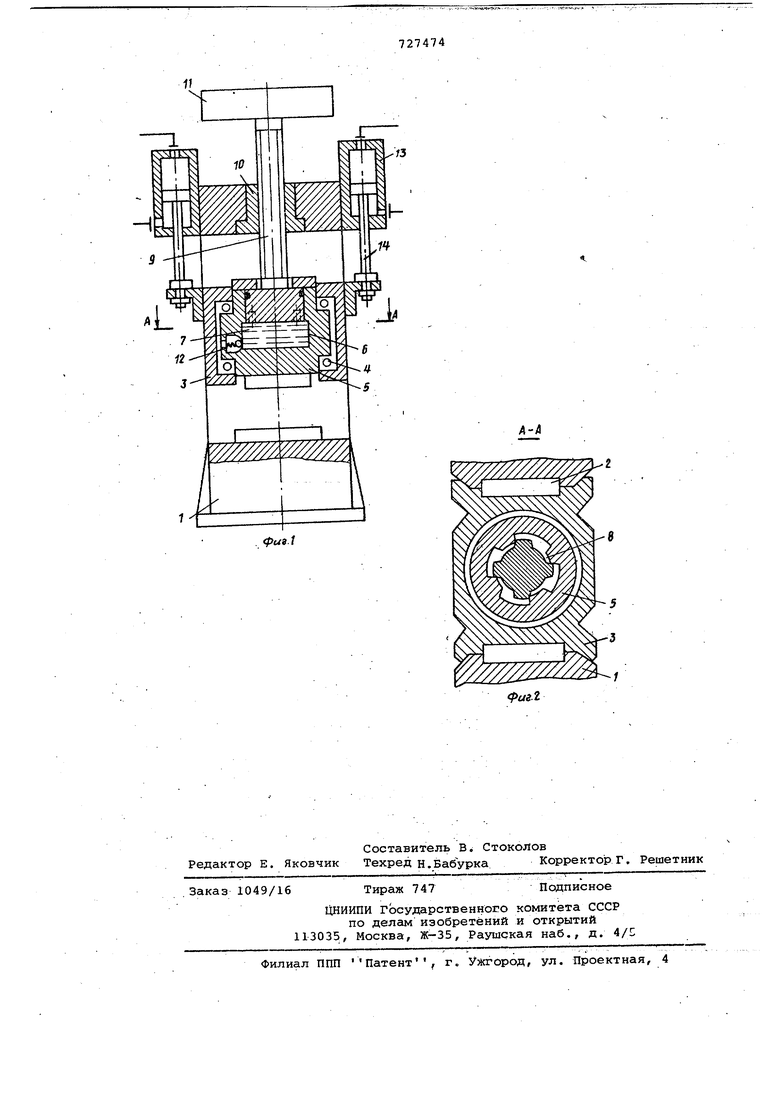
торый свинчивается с гайкой 10, установленной в поперечине станины 1, На нижнем конце винта 9 имеются боковые выступы, образующие с выступами ползуна 5 шлицевое соединение 8. ,На верх нем конце винта 9 закреплен махоВйк 11. Между выступами ползуна 5 и высту пами винта 9 имеется зазорд . Внутри ползуна 5 встроен предохранительный клапан 12, соединяющий цилиндрическую полость б ползуна 5 со сливом. На попе ечине станины 1 смонтированы гидравлические цилиндры 13, штоки 14 которых соединены с корпусом 3 Пресс работает следующим образом. Для совершения рабочего хода маховик 11 разгоняется до определенной уг ловой скорости приводом, например гид роцилиндрами 13, путем подачи хсидкост высокого давления в их поршневую полтэсть. Давление жидкости передается посредством штоков 14, корпуса 3 и ползуна 5 на винт 9, благодаря чему последний получает осевое .и вращатель ное движение. -Такое же движение будет совершать и ползун 5, так как он связан с винтом посредством шлицевого соединения 8. От винта на поковку крутящий момент будет передаваться посредством шлицевого соединения 8, а осевое усилие - через жидкость в полости б ползуна 5. . После совершения штамповки винт 9 находится в сжатом состояний, а станина 1 -в растянутом, при этом рас пирающее усилие, равное номинальному усилию штамповки Р„, вызывает крутящий момент в гайке 10, стремящийся повернуть винт 9 в направлении, обратном рабочему ходу. Благодаря зазору д между выступами шлицевого соединения 8 винт 9 свободно поворачивается, при этом величина зазора л рассчи тывается так, чтобы вертикальное пере мещение винта 9 в гайке 10 было равно упругой деформаций,. В результате поворота винта в за-г зоре шлицевого соединения происходит полная разгрузка пресса от распирающего усилия. Для сс1вершения возвратного хода жидкость высокого давления подается в штоковую полость гидроцилиндров 13. Пресс настраивается на номинальное усилие штамповки с помощью предохранительного клапана 12. При достижении нагрузки на пресс BHUJG номинальной предохранительный клапан 12 срабатывает и жидкость из полости 6 дросселирует на слив, поглсвцая при этом излишнюю энергию маховика. Эффективность использования вертикального гидровинтового пресса обеспечивается повышением надежности за счет облегчения вывода его из распора в крайнем нижнем положении ползуна. Формула изобретения I. Вертикальный гидровинтовой пресс, содержащий смонтированную в поперечине станины гайку и сочленённый с ней резьбой винт, на верхнем конце которого закреплен маховик, а на нижнем смонтированцилиндрический ползун, отличающийся тем, что, с целью повышения надежности за счет облегчения вывода из раСпора, он снабжён корпусом с подшипниками, а также закрепленными на поперечине станины гидроцилиндрами и жидким телом, при этом на станине выполнены вертикальные направляющие для корпуса, цилиндрический ползун выполнен в виде стакана с горловиной, причем последняя и нижняячасть винта сочленены шлицевым соединением с зазором, в полости цилиндрического ползуна размещено жидкое тело, штокицилиндров связаны с корпусом, а цилиндрический пОлзун смонтирован в подшипниках корпуса, 2. Пресс по п. If отличающийся тем, что величина зазора в шлицевом соединении определена следующим соотношением: за 3 op, мм; номинальное усилие пресса, средний диаметр выступов , шлицевого соединения, мм; диаметр винта, мм; 5х - длина винта. - ход винта, мм; - приведенный модуль упругости системы винт-ползун-станинаштамп, приведенный к винту, кгс/мм.
риг. 1
А-4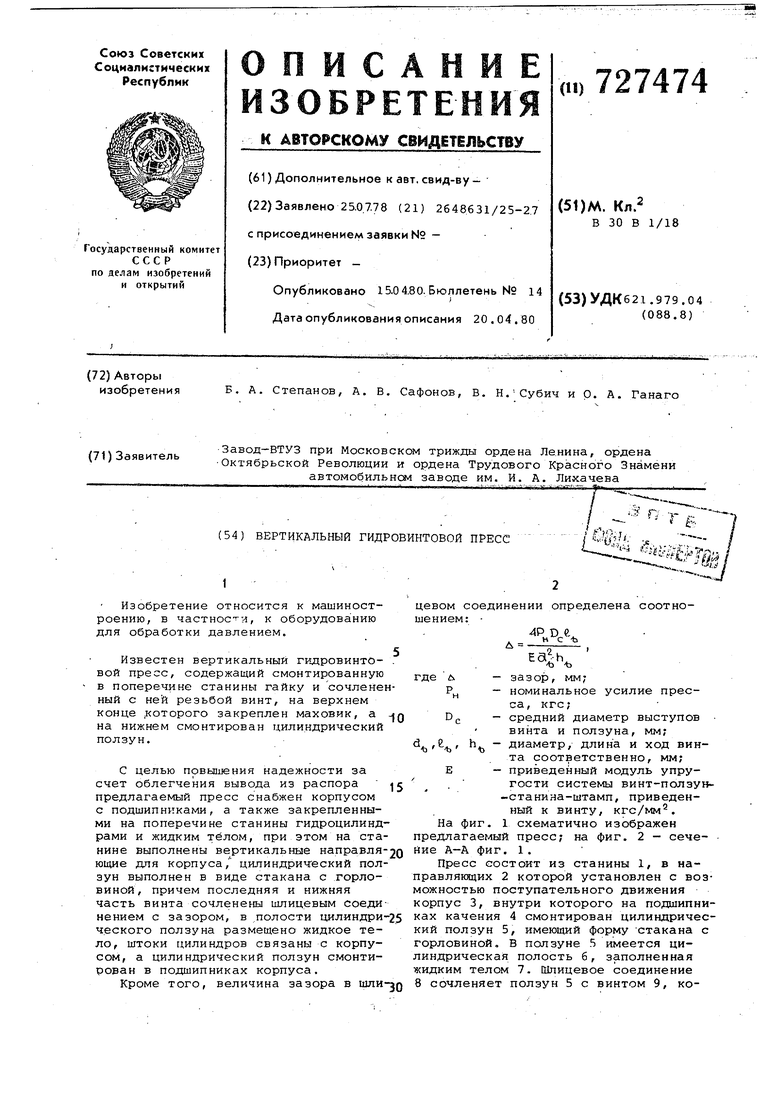
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для штамповки блисков | 2021 |
|
RU2769500C1 |
| Пресс для штамповки моноколес | 2020 |
|
RU2746200C1 |
| Винтовой пресс для штамповки с кручением | 1981 |
|
SU1000288A1 |
| ГИДРОВИНТОВОЙ БЕСПОЛЗУННЫЙ ПРЕСС-МОЛОТ ДЛЯ ВИНТОВОЙ ШТАМПОВКИ | 2006 |
|
RU2343074C2 |
| Винтовой пресс | 1975 |
|
SU519347A1 |
| КРИВОШИПНЫЙ ПРЕСС | 2005 |
|
RU2308376C2 |
| ГИДРОВИНТОВОЙ ПРЕСС | 2013 |
|
RU2516184C1 |
| ВИНТОВОЙ ПРЕСС-МОЛОТ | 1973 |
|
SU361104A1 |
| Гидровинтовой пресс-молот | 1980 |
|
SU1022774A2 |
| КОЛЕННО-РЫЧАЖНЫЙ ПРЕСС С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ | 2010 |
|
RU2425730C1 |