(54) ПЛИТА ДЛЯ ТЕРМОФИКСАЦИИ ИЗДЕЛИЙ
.тт,-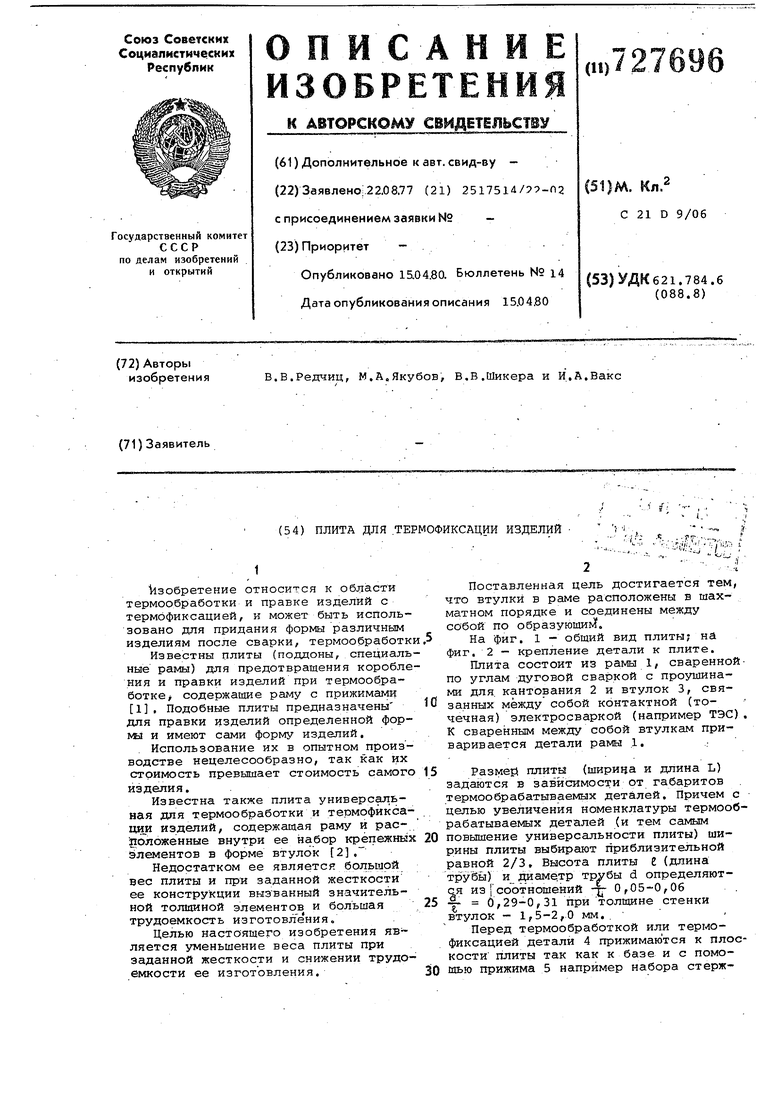
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2394934C1 |
| Способ изготовления сварных ребристых панелей | 1980 |
|
SU998063A1 |
| Устройство для фиксации изделий при термообработке | 2021 |
|
RU2768675C1 |
| Устройство для термофиксации листовых заготовок | 1980 |
|
SU945448A1 |
| Устройство для термофиксации крупногабаритных деталей | 1979 |
|
SU854502A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 2011 |
|
RU2469121C1 |
| Устройство для термофиксации деталей | 1978 |
|
SU726194A1 |
| Способ дуговой сварки стыковых соединений | 1982 |
|
SU1117168A1 |
| ПАНЕЛЬ НАСТИЛА МОСТА, КОМБИНАЦИЯ ИЗ, ПО МЕНЬШЕЙ МЕРЕ, ДВУХ ПАНЕЛЕЙ С Н-ОБРАЗНЫМ ЗАЖИМОМ, СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ (ВАРИАНТЫ), МОСТ И СПОСОБ КОНСТРУИРОВАНИЯ МОСТА | 2001 |
|
RU2259439C2 |
| Рама контейнеровоза и способ ее сборки | 1991 |
|
SU1776241A3 |
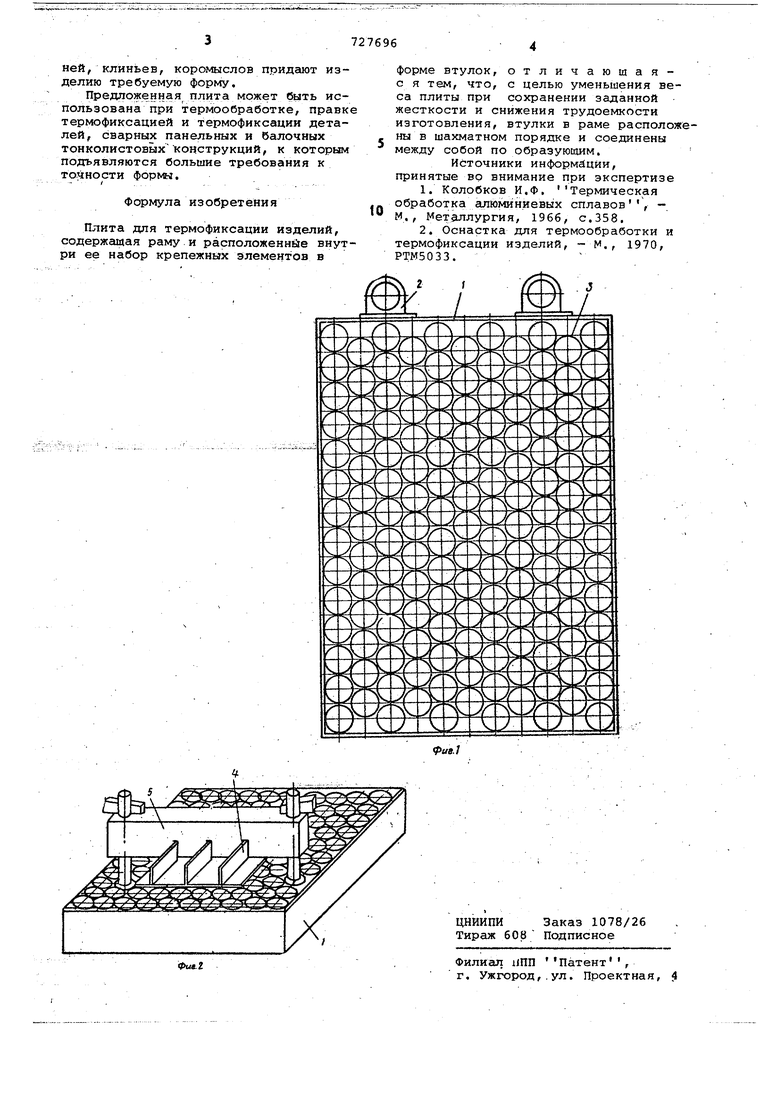
изобретение относится к области термообработки и правке изделий с термофиксацией, к может быть использовано для придания формы различным изделиям после сварки, термообработк Известны плиты (поддоны, специаль ные рамы) для предотвращения коробле ния и правки изделий при термообработке содержащие с прижимами 1. Подобные плиты предназначены для правки изделий определенной формы и имеют сами форму изделий. Использование их в опытном произ водстве нецелесообразно, так как их стоимость превышает стоимость самог изделия. Известна также плита универсальная для термообработки и термофикса ции изделий, содержащая раму и расподложенные внутри ее набор крепежнь ёлементов в форме втулок 2 . Недостатком ее является вес плиты и при заданной жесткости ее конструкции вызванный значительной толщиной элементов и большая трудоемкость изготовления. Целью настоящего изобретения является уменьшение веса плиты при заданной жесткости и снижении трудо емкости ее изготовления. Поставленная цель достигается тем, что втулки в раме расположены в шахматном порядке и соединены между собой по образуюши. На фиг. 1 - общий вид плиты; на фиг. 2 - крепление детали к плите. Плита состоит из рамы 1| свареннойпо углам дуговой сваркой с проушинами для. кантования 2 и втулок 3, связанных между собой контактной (точечная) электросваркой (например ТЭС). К сваренным между собой втулкам приваривается детали рамы 1. Размер плиты (ширина и длина L) задаются в зависимости от габаритов термообрабатываемых деталей. Причем с целью увеличения номенклатуры термообрабатываемых деталей (и тем самым повышение универсальности плиты) ширины плиты выбирают приблизительной равной 2/3, Высота плиты е (длина трубы) и диаметр трубы d определяются из соотношений -j- 0,05-0,06 - 0,29-0,31 при толщине стенки втулок - 1,5-2,0 мм.. Перед термообработкой или термофиксацией детали 4 прижимаются к плоскости плиты так как к базе и с помошью прижима 5 например набора стерж
