Изобретение относится к термической обработке изделий и может быть использовано в металлургической и металлообрабатывающей промышленности для фиксации изделий в рабочей зоне печей, в частности, печей шахтного типа, предназначенных для высокотемпературной обработки высоколегированных сталей, а также длинномерных изделий на ее основе.
Основной проблемой, возникающей при термической обработке изделий, является изменение их размеров и формы в результате термических и структурных напряжений, вызванных неравномерным изменением температур при нагреве или охлаждении и фазовыми превращениями металла. Коробление и образование трещин являются наиболее распространенными дефектами вследствие возникновения в деталях больших внутренних напряжений, связанных с изменением их объема при термообработке. Одним из путей уменьшения коробления в процессе температурной обработки является фиксация изделий, в частности, длинных и тонких изделий, в устройствах в вертикальном положении.
Известно устройство загрузки для удержания деталей, подлежащих термической обработке в печи (RU 2220394, опубл. 27.12.2003 г.), содержащее платформы загрузки, расположенные на некотором расстоянии друг от друга при помощи столбиков, образующих опорные стойки, выполненные из термоконструкционного композиционного материала, которое снабжено основанием и несущей стойкой, жестко связанной с основанием, выступающей из центральной части основания и размещенной, по меньшей мере, по всей высоте устройства загрузки, а в платформах загрузки выполнены центральные отверстия для размещения несущей стойки, при этом на каждой платформе загрузки размещено одинаковое число столбиков для последовательной установки платформ, столбики размещены на одной линии для формирования после монтажа платформ, воспринимающих нагрузку колонн, размещенных по всей высоте устройства загрузки, при этом по меньшей мере один из столбиков, размещенных на каждой платформе, имеет расположение и/или размеры, отличные от расположения и/или размеров других столбиков, размещенных на той же платформе для возможности идентификации платформ в процессе их монтажа. Недостатком известного технического решения является сложность изготовления предлагаемой конструкции.
Известно устройство для фиксации изделий при термообработке, содержащее направляющую штангу и установленные на ней фиксирующий диск и опорный диск с отверстиями под изделия, снабжено дополнительными дисками и по крайней мере одной дополнительной направляющей штангой, при этом фиксирующие диски выполнены с отверстиями, расположенными соосно отверстиям опорного диска, а диаметр отверстий дисков уменьшается от верхнего диска к нижнему, штанги расположены по периферии дисков, а фиксирующие диски имеют возможность перемещения по направляющим штангам (SU 1735394, опубл. 23.05.1992 г.). Однако данная конструкция предназначена для термообработки изделий только конической формы, что существенно ограничивает область ее применения.
Наиболее близким по технической сущности к заявленному изобретению, выбранным заявителем в качестве прототипа, является устройство для фиксации изделий при термообработке (RU 187356, опубл. 01.03.2019 г.), включающее опорную плиту с равномерно размещенными в ней по периметру направляющими штангами и набор параллельных между собой и относительно опорной плиты фиксирующих пластин, при этом фиксирующие пластины выполнены с распределенными по поверхности сквозными отверстиями для обрабатываемых изделий, причем соответствующие отверстия всех пластин выполнены соосными. Устройство снабжено проставками, размещенными на направляющих штангах между фиксирующими пластинами, соответствующие соосные отверстия всех пластин выполнены одинакового диаметра, а отверстия для обрабатываемых изделий выполнены, по меньшей мере, двух разных диаметров. В качестве материала опорной плиты, фиксирующих пластин и направляющих штанг использован материал на основе керамики. Недостатком данного устройства является сложность его изготовления из-за использования различных материалов для его деталей. Кроме того, для надежной фиксации направляющих штанг предлагается использовать высокотемпературный клей с последующим его высушиванием, что ограничивает использование устройства при определенных высоких температурах.
Задачей и техническим результатом заявленного технического решения является изготовление простого в исполнении устройства, позволяющего повысить качество термообработки изделий, в частности, длинномерных, путем исключения температурных деформаций и коробления.
Указанный технический результат достигается тем, что устройство для фиксации изделий при термообработке включает опорный диск с вертикальными опорными стойками, размещенными по его периметру, центральный фиксирующий диск и верхний фиксирующий диск, расположенные параллельно между собой и относительно опорного диска, при этом фиксирующие диски выполнены с распределенными по поверхности сквозными отверстиями разного диаметра для обрабатываемых изделий, причем соответствующие соосные сквозные отверстия фиксирующих дисков выполнены одинакового диаметра, снабжено тремя ограничителями, закрепленными на опорных стойках, один из которых закреплен между опорным диском и центральным фиксирующим диском, второй - между центральным фиксирующим диском и верхним фиксирующим диском, и третий соединяет опорный диск с опорными стойками, изделие в устройство устанавливают на верхний фиксирующий диск при помощи установочной втулки, соединенной с изделием резьбовым штифтом, затягиваемым на предварительно выполненную на изделии проточку, при этом установочная втулка снабжена рым-болтом, при помощи которого изделие переносят на верхний фиксирующий диск в сквозное отверстие. Установочная втулка может быть выполнена многоразмерной под различные диаметры изделий.
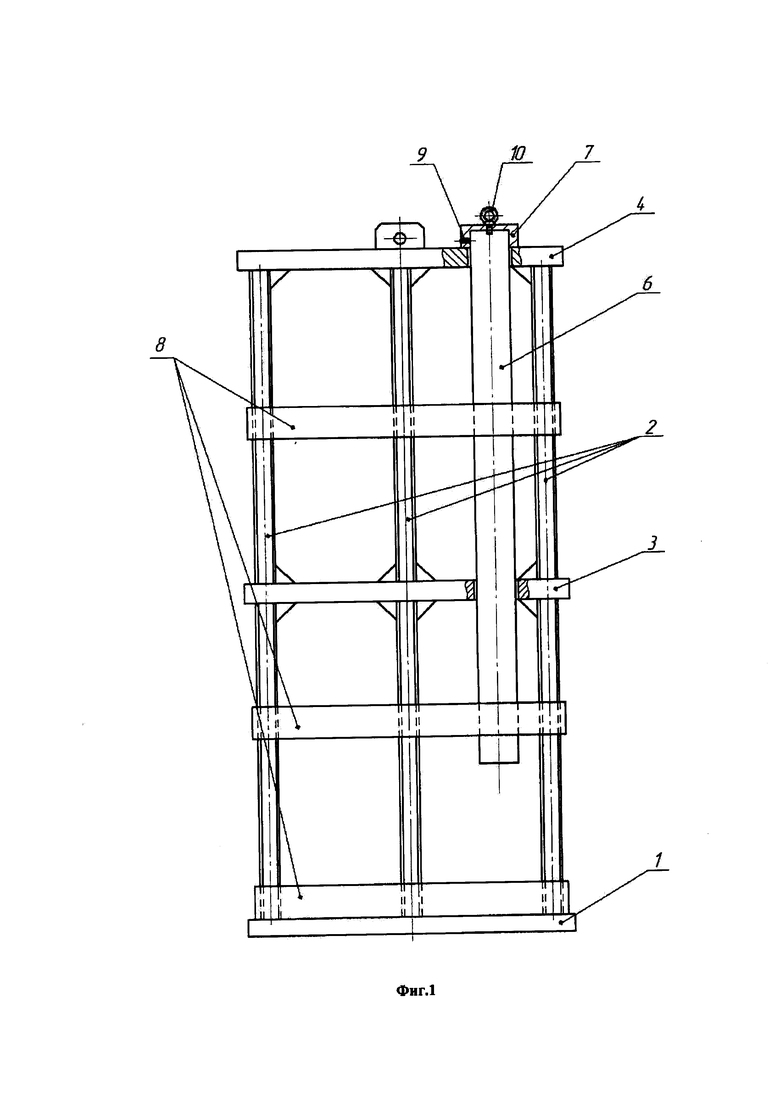
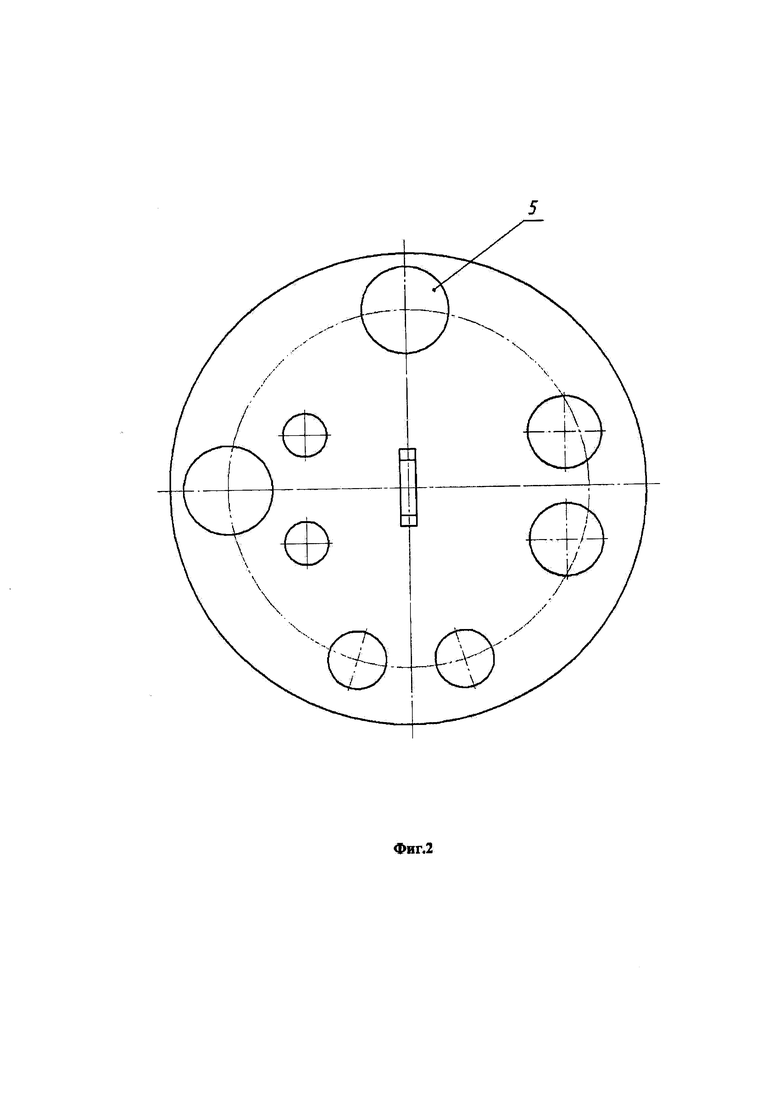
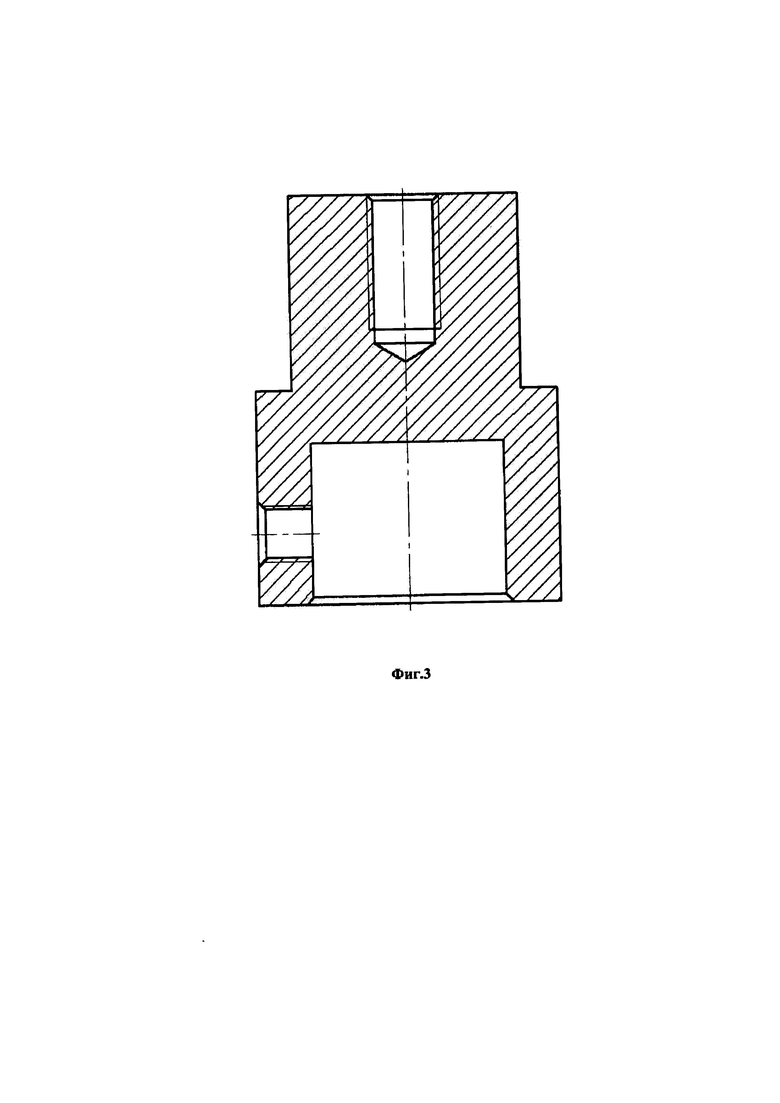
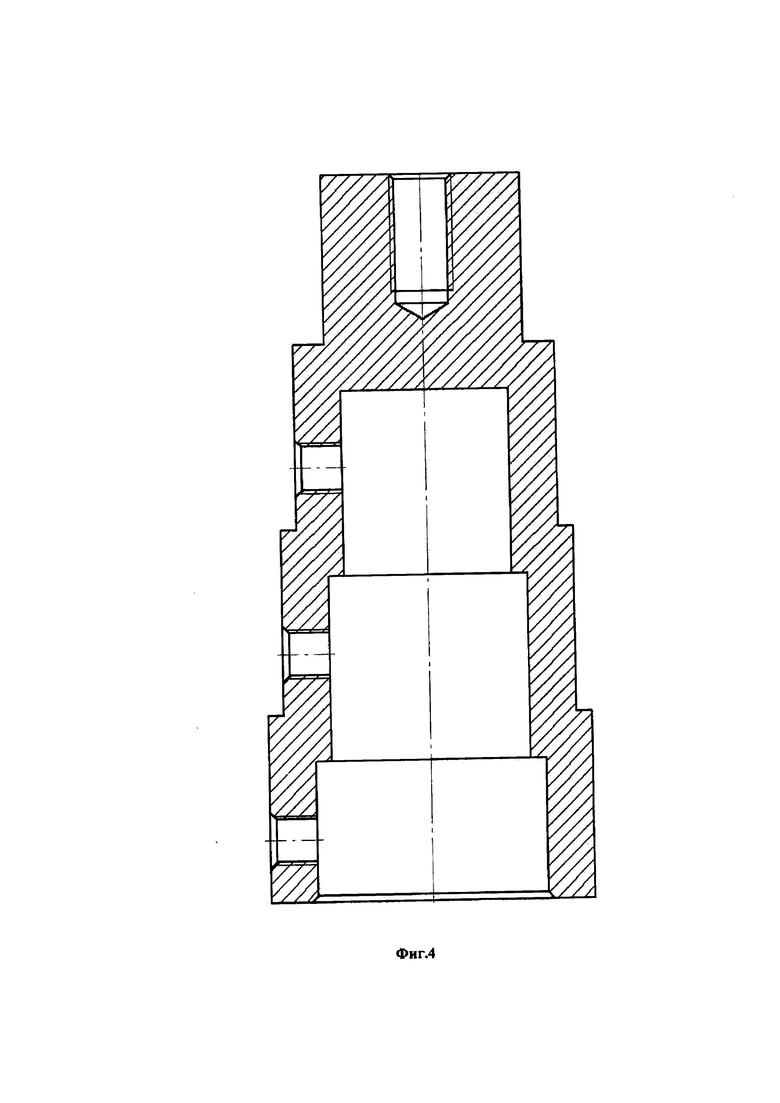
Заявленное техническое решение поясняется графическими материалами, где на фиг.1 представлен общий вид устройства для фиксации изделий при термообработке в шахтной печи, на фиг.2 представлен вид верхнего фиксирующего диска, на фиг.3 представлена одноразмерная установочная втулка в разрезе, на фиг.4 представлена многоразмерная установочная втулка в разрезе.
Устройство для фиксации изделий при термообработке включает опорный диск 1, по периметру которого размещены четыре вертикальные опорные стойки 2. На опорных стойках 2 расположены параллельно между собой и относительно опорной плиты центральный фиксирующий диск 3 и верхний фиксирующий диск 4. На фиксирующих дисках 3 и 4 по всей поверхности выполнены соосно сквозные отверстия 5 разного диаметра под изделия 6. Опорные стойки 2 обеспечивают жесткость конструкции и параллельность размещения фиксирующих дисков между собой. Опорные стойки 2 прикреплены к фиксирующим дискам 3 и 4 сварным соединением и дополнительно укреплены ребрами жесткости для придания дополнительной жесткости фиксирующим дискам 3 и 4 от коробления и деформации при высоких температурах. Центральный фиксирующий диск 3 служит для центровки изделия 6 при ее отпускании в шахтную печь. Верхний фиксирующий диск 4 служит опорой для установочных втулок 7, при помощи которых изделие 6 устанавливают в устройстве. Установка изделия 6 при помощи установочных втулок 7 к верхнему фиксирующему диску 4 с одновременной центровкой изделия в центральном фиксирующем диске 3 позволяет исключить температурные деформации и коробления. К опорным стойкам 2 сваркой закреплены три ограничителя 8, один из которых расположен между опорным диском 1 и центральным фиксирующим диском 3, второй - между центральным фиксирующим диском 3 и верхним фиксирующим диском 4, третий - соединяет опорный диск 1 и опорные стойки 2 между собой. Ограничители позволяют исключить контакт термообрабатываемого изделия с нагревательными элементами и керамическими трубками шахтной печи, что исключает повреждение внутренней поверхности шахтной печи.
Установку изделия в устройстве при помощи установочных втулок 7 производят на верхний фиксирующий диск 4. Для этого изделие 6 жестко соединяют с установочной втулкой 7 при помощи резьбовых штифтов 9, затягивая их на предварительно выполненную на изделии проточку, глубина и ширина которой зависит от диаметра и веса изделия. Установочные втулки 7 снабжены рым-болтами 10, при помощи которых изделие 6 переносят на верхний фиксирующий диск 4 в соосные сквозные отверстия 5. При этом, для удерживания изделия 6 на верхнем фиксирующем диске 4 внешний диаметр установочной втулки 7 должен быть больше диаметра соосных сквозных отверстий 5. При этом для каждого соосного сквозного отверстия может быть применена как стандартная одноразмерная установочная втулка, применяемая для установки изделия одного диаметра, так и универсальная многоразмерная втулка с возможностью установки изделий разных диаметров, например, для установки изделий диаметром 50 мм или 60 мм, или 70 мм. Применение такой универсальной втулки для каждого сквозного отверстия позволяет устанавливать в устройство изделия широкого диапазона размеров.
Резьбовые штифты 9 изготовлены из титанового сплава марки ВТ-1. Выбор материала для изготовления резьбового штифта обусловлен высокой прочностью и жаростойкостью указанного материала при высоких температурах. Высокая окалиностойкость титана позволяет использовать резьбовые штифты многократно. Все остальные детали устройства изготавливаются из жаропрочной высоколегированной стали марки 20Х23Н18.
Применение устройства позволяет повысить качество термообработки изделий, в частности, длинномерных, путем исключения коробления и температурных деформаций, например, искривлений, искажений поперечного профиля. Устройство позволяет исключить перекосы при загрузке изделия в шахтную печь благодаря ограничителям, закрепленным на опорных стойках, что исключает повреждение внутренней поверхности шахтной печи. Конструкция изобретения надежна, универсальна, термически стабильна в условиях высоких температур.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИЛОВОЙ ТРЕНАЖЕР И НАГРУЗОЧНЫЙ УЗЕЛ (ВАРИАНТЫ) | 2003 |
|
RU2344861C2 |
| Устройство для фиксации изделий при термообработке | 1990 |
|
SU1735394A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ ЛИСТОВЫХ ИЗДЕЛИЙ | 2000 |
|
RU2201974C2 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ | 2007 |
|
RU2358842C1 |
| Устройство рубки движущейся ленты древесного шпона с ножом и узлом его натяжения, включая механизм вертикального перемещения прижимного вала с натяжителем цепи | 2021 |
|
RU2807977C2 |
| МЕЖТЕЛОВОЙ ИМПЛАНТ ДЛЯ СТАБИЛИЗАЦИИ ШЕЙНОГО ОТДЕЛА ПОЗВОНОЧНИКА И УСТРОЙСТВО ДЛЯ ЕГО УСТАНОВКИ | 2020 |
|
RU2778201C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОСОБОТОНКОСТЕННЫХ ТРУБ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ИХ ОТЖИГА | 2004 |
|
RU2282676C2 |
| РУЧНОЕ УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ИЗДЕЛИЙ | 1996 |
|
RU2116149C1 |
| РЫХЛИТЕЛЬ МЕЛИОРАТИВНЫЙ | 1997 |
|
RU2113076C1 |
| ПРЕОБРАЗОВАТЕЛЬ ЭНЕРГИИ ТЕКУЧЕЙ СРЕДЫ (ВАРИАНТЫ) | 2003 |
|
RU2253039C2 |
Изобретение относится к термической обработке изделий и может быть использовано в металлургической и металлообрабатывающей промышленности для фиксации изделий в рабочей зоне печей, в частности печей шахтного типа, предназначенных для высокотемпературной обработки высоколегированных сталей, а также длинномерных изделий на ее основе. Устройство для фиксации изделий при термообработке содержит опорный диск с вертикальными опорными стойками, размещенными по его периметру, центральный фиксирующий диск и верхний фиксирующий диск, расположенные параллельно между собой и относительно опорного диска, при этом фиксирующие диски выполнены с распределенными по поверхности сквозными отверстиями разного диаметра для термообрабатываемых изделий, причем соответствующие соосные сквозные отверстия фиксирующих дисков выполнены одинакового диаметра. Устройство снабжено установочной втулкой, резьбовым штифтом и тремя ограничителями, закрепленными на опорных стойках, один из которых закреплен между опорным диском и центральным фиксирующим диском, второй фиксатор закреплен между центральным фиксирующим диском и верхним фиксирующим диском, а третий фиксатор выполнен соединяющим опорный диск с опорными стойками, при этом установочная втулка снабжена рым-болтом для переноски изделия на верхний фиксирующий диск для установки его в сквозное отверстие верхнего фиксирующего диска, причем втулка выполнена с возможностью соединения с изделием посредством резьбового штифта, затягиваемого на предварительно выполненной в изделии проточке. Технический результат заключается в повышении качества термообработки изделий, в частности длинномерных, путем исключения коробления и температурных деформаций, например искривлений, искажений поперечного профиля, а также в надежности, универсальности и термической стабильности в условиях высоких температур конструкции устройства. 1 з.п. ф-лы, 4 ил.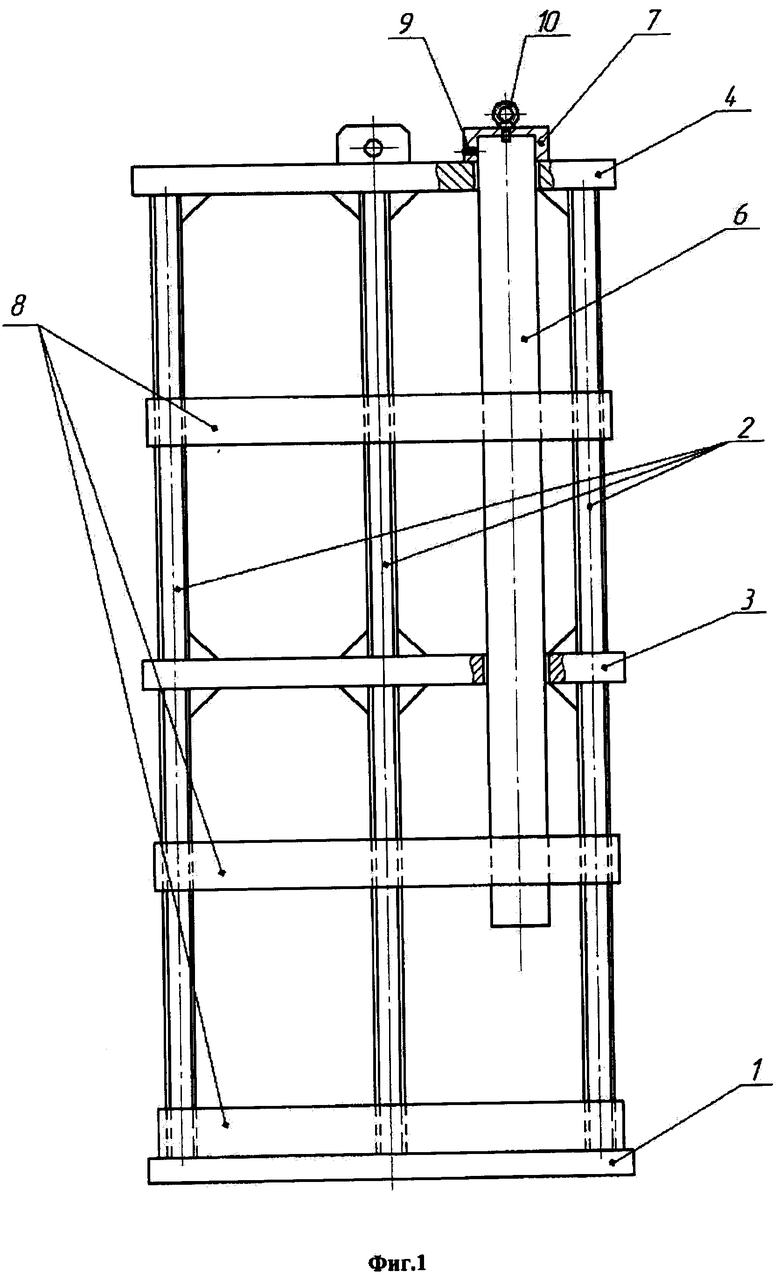
1. Устройство для фиксации изделий при термообработке, содержащее опорный диск с вертикальными опорными стойками, размещенными по его периметру, центральный фиксирующий диск и верхний фиксирующий диск, расположенные параллельно между собой и относительно опорного диска, при этом фиксирующие диски выполнены с распределенными по поверхности сквозными отверстиями разного диаметра для термообрабатываемых изделий, причем соответствующие соосные сквозные отверстия фиксирующих дисков выполнены одинакового диаметра, отличающееся тем, что оно снабжено установочной втулкой, резьбовым штифтом и тремя ограничителями, закрепленными на опорных стойках, один из которых закреплен между опорным диском и центральным фиксирующим диском, второй фиксатор закреплен между центральным фиксирующим диском и верхним фиксирующим диском, а третий фиксатор выполнен соединяющим опорный диск с опорными стойками, при этом установочная втулка снабжена рым-болтом для переноски изделия на верхний фиксирующий диск для установки его в сквозное отверстие верхнего фиксирующего диска, причем втулка выполнена с возможностью соединения с изделием посредством резьбового штифта, затягиваемого на предварительно выполненной в изделии проточке.
2. Устройство по п.1, отличающееся тем, что установочная втулка выполнена многоразмерной под различные диаметры изделий.
| 0 |
|
SU187356A1 | |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2001 |
|
RU2235794C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАКАЛКИ ПРОКАТНЫХ ВАЛКОВ | 2019 |
|
RU2739456C2 |
| УСТРОЙСТВО ЗАГРУЗКИ ДЛЯ УДЕРЖАНИЯ ДЕТАЛЕЙ, ПОДЛЕЖАЩИХ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ В ПЕЧИ | 1998 |
|
RU2220394C2 |
| Способ автоматического управления процессом синтеза метанола | 1976 |
|
SU695999A1 |

