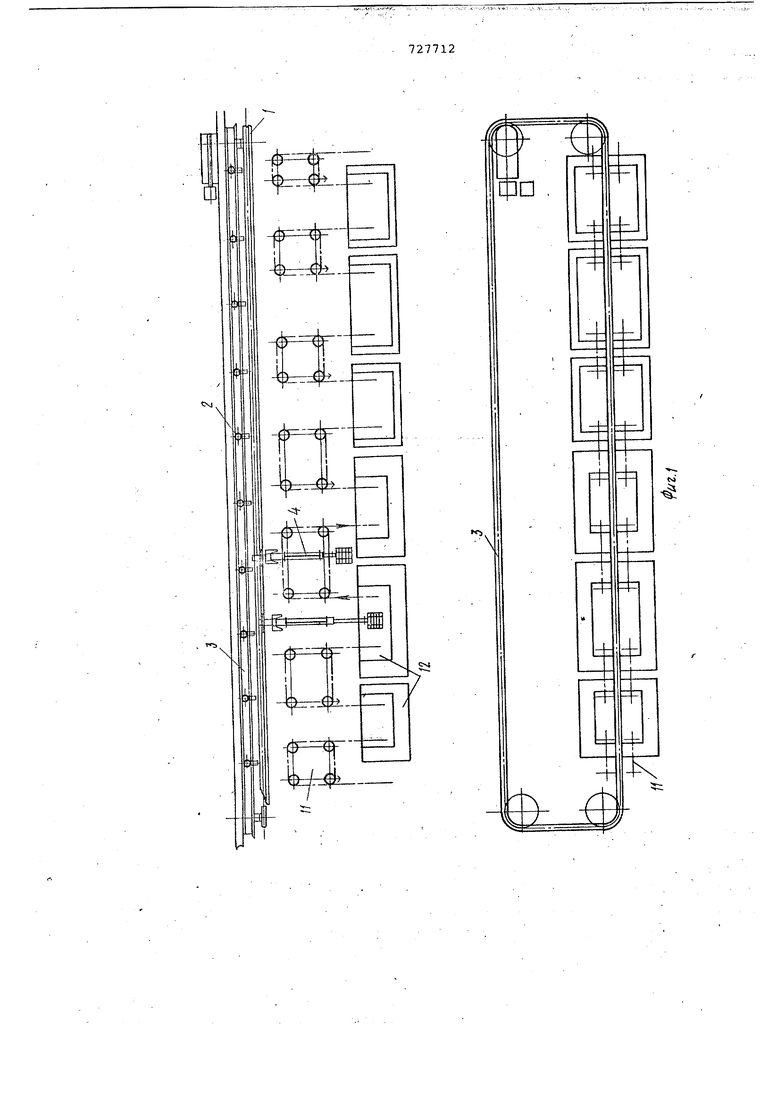
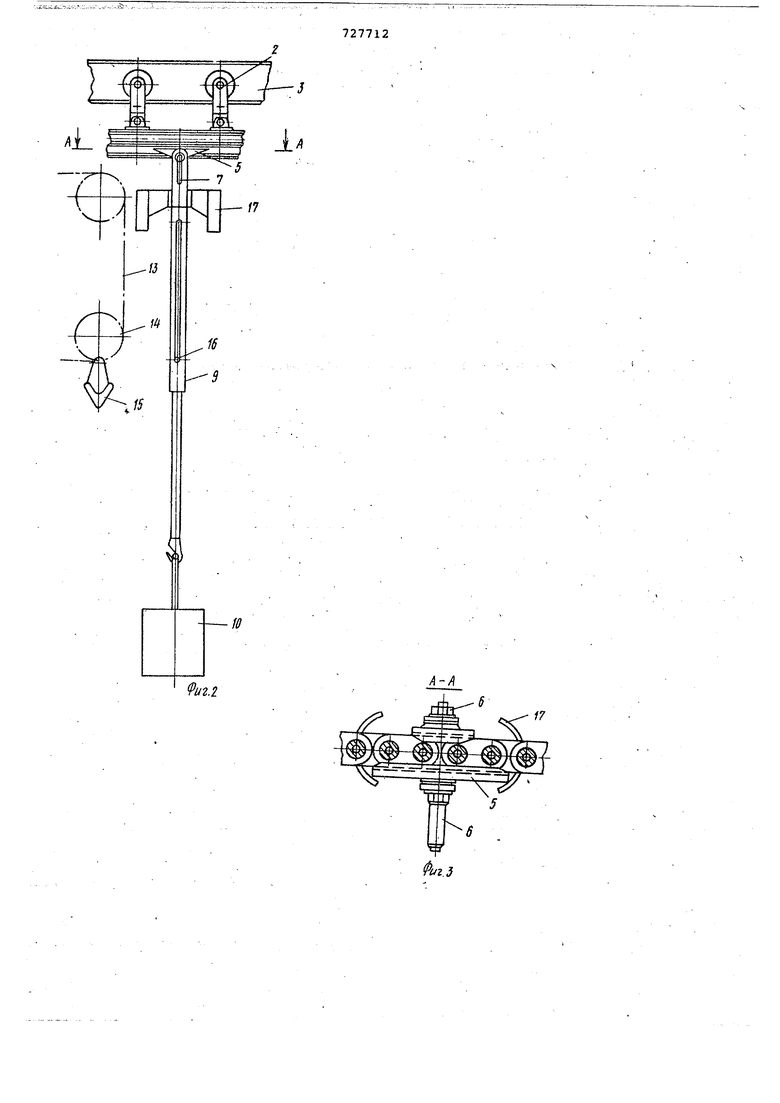
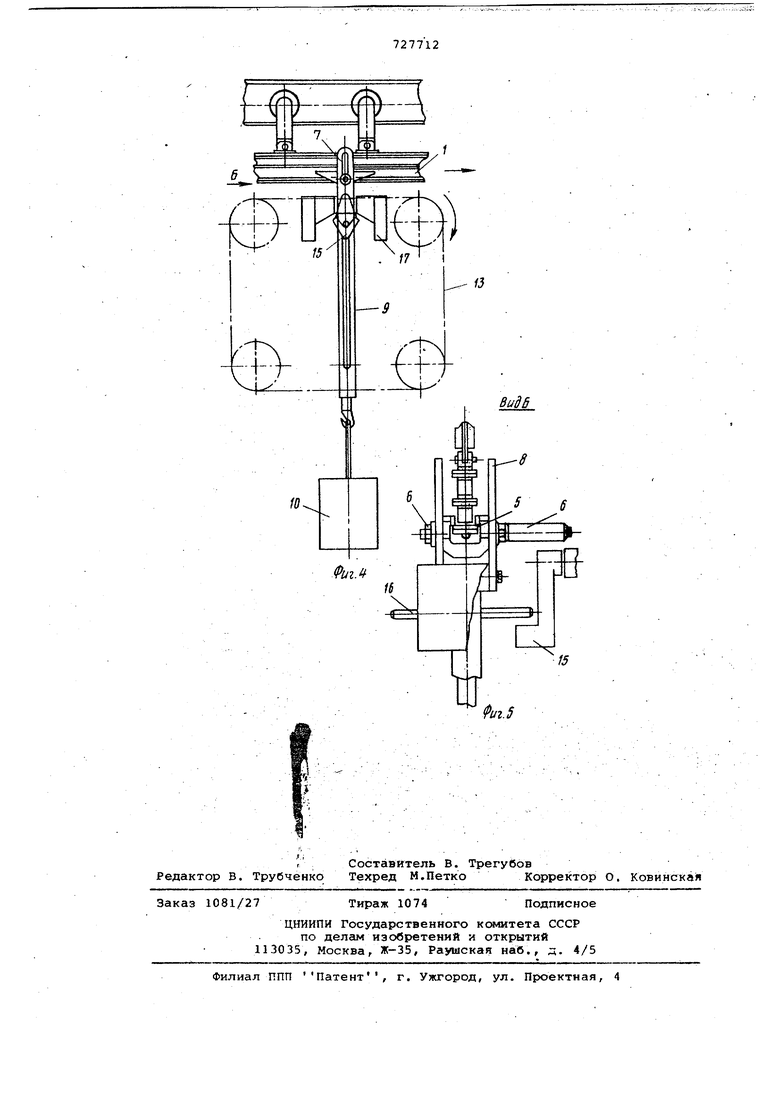
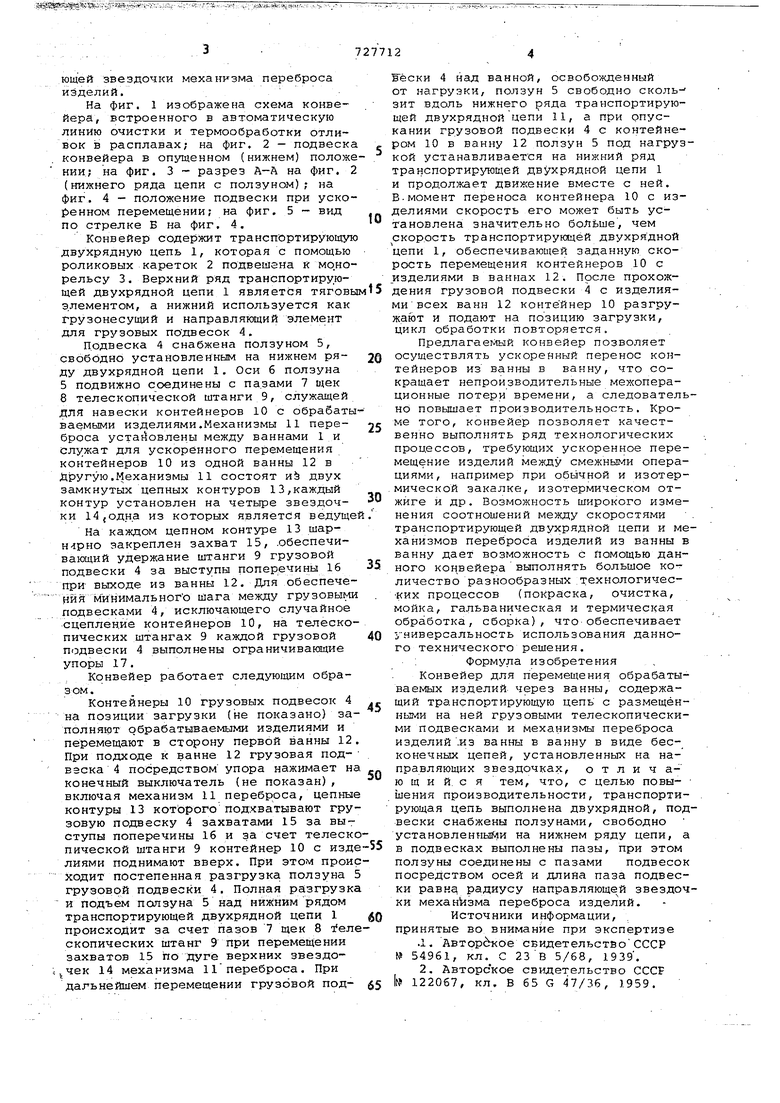
ющей звездочки механизма переброса изделий. На фиг. 1 изображена схема конвейера, встроенного в автоматическую линию очистки и термообработки отливок в расплавах; на фиг. 2 - подвеск конвейера в опущенном (нижнем) полож нии; на фиг. 3 разрез А-А на фиг. (нижнего ряда цепи с ползуном); на фиг. 4 - положение подвески при уско енном перемещении; на фиг, 5 - по стрелке Б на фиг. 4. Конвейер содержит транспортирующую двухрядную цепь 1, которая с помощью роликовых кареток 2 подвешгма к мо.но рельсу 3. Верхний ряд транспортирующей двухрядной цепи 1 является тяговы элементом, а нижний используется как грузонесущий и направляющий элемент для грузовых подвесок 4. подвеска 4 снабжена ползуном 5, свободно установленным на нижнем ря ду двухрядной цепи 1. Оси б ползуна 5 подвижно соединены с па.зами 7 щек 8 телескопической штанги 9, служгицей для навески контейнеров 10 с обрабаты ваемыми изделиями.Механизмы 11 переброса устайовлены между ваннами 1 и служат для ускоренного перемещения контейнеров 10 из одной ванны 12 в Другую .1еханизмы 11 состоят ий двух замкнутых цепных контуров 13,каждый контур установлен на четыре звездочки 14,одна из которых является ведуще На каждом цепном контуре 13 шарH-ipHO закреплен захват 15, .обеспечивающий удержание штанги 9 грузовой подвески 4 за выступы поперечины 16 при- выходе из ванны 12. Для обеспечения ми яимал в ного шага между грузовыми подвесками 4, исключающего случайное сцеплен.ие контейнеров 10, на телеско пических штангах 9 каждой грузовой подвески 4 выполнены ограничивающие упоры 17. Конвейер работает следующим образом. Контейнеры 10 грузовых подвесок 4 на позиции загрузки (не показано) за полняют обрабатываемыми изделиями и перемещают в сторону первой ванны 12 При подходе к ванне 12 грузовая подвэска 4 посредством упора нажимает н конечный выключатель (не показан), включая механизм 11 переброса, цепны контуры 13 которого подхватывают гру зовую подвеску 4 захватами 15 за выступы поперечины 16 и за счет телеск пической штанги 9 контейнер 10 с изд ЛИЯМИ поднимают вверх. При этом прои ходит постепенная разгрузка ползуна грузовой подвески 4. Полная разгрузк и подъем ползуна 5 над нижнимрядом транспортирующей двухрядной цепи 1 происходит за счет пазов 7 щек 8 тел скопических штанг 9 при перемещении захватов 15 по дуге верхних звездо чек 14 механизма 11переброса. При дальнейшем перемещении грузовой подЖёски 4 над ванной, освобожденный от нагрузки, ползун 5 свободно скользит вдоль нижнего ряда транспортирующей двухрядной цепи 11, а при опускании грузовой подвески 4 с контейнером 10 в ванну 12 ползун 5 под нагрузкой устанавливается на нижний ряд транспортирующей двухрядной цепи 1 и продолжает движение вместе с ней. В.момент переноса контейнера 10 с изделиями скорость его может быть установлена значительно больше, чем скор.ость транспортирующей двухрядной цепи 1, обеспечивающей заданную скорость перемещения контейнеров 10 с изделиями в ваннах 12. После прохождения грузовой подвески 4 с изделиями всех ванн 12 контейнер 10 разгружают и подают на позицию загрузки, цикл обработки повторяется. Предлагаемый конвейер позволяет осуществлять ускоренный перенос контейнеров из ванны в ванну, что сокращает непроизводительные межоперационные потери времени, а следовательно повышает производительность. Кроме того, конвейер позволяет качественно выполнять ряд технологических процессов, требующих ускоренное перемещение изделий между смежными операциями, например при обычной и изотермической закалке, изотермическом отжиге и др. Возможность широкого изменения соотношений между скоростями транспортирующей двухрядной цепи и механизмов переброса изделий из ванны в ванну дает возможность с помощью данного ко вейера выполнять большое количество разнообразных .технологических процессов (покраска, очистка, мойка, гальваническая и термическая обработка, сборка), что обеспечивает универсальность использования данного технического решения. ; Формула изобретения Конвейер для перемещения обрабатываемых изделий через ванны, содержащий транспортирующую цепь с размещёнными на ней грузовыми телескопическими подвесками и механизмы переброса изделий .из ванны в ванну в виде бесконечных цепей, установленных на направляющих звездочках, о т л и ч аю щ и и. с я тем, что, с целью повышения производительности, транспортирующая цепь выполнена двухрядной, подвески снабжены ползунами, свободно установленными на нижнем ряду цепи, а в подвесках выполнены пазы, при этом ползуны соединены с пазами подвесок посредством осей и длийа паза подвески равна радиусу направляющей звездочки механ 1зма переброса изделий. Источники информации, принятые во внимание при экспертизе .1. Авторское свидетельств оСССР № 54961, кл. С 23в 5/68, 1939. 2. Авторское свидетельство CCCF № 122067, кл, В 65 G 47/36, 1959.
,
W
(Сиг.г
-A
i
N
15
.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для химической и термической обработки изделий | 1982 |
|
SU1039841A1 |
| Устройство для нанесения покрытий на изделия | 1973 |
|
SU494438A1 |
| Подвесной конвейер | 1959 |
|
SU122067A1 |
| Установка для окрашивания изделий | 1989 |
|
SU1717258A1 |
| Агрегат для закалки инструмента и других изделий | 1959 |
|
SU125267A1 |
| Устройство для навески и съема изделий с подвесок подвесного конвейера | 1981 |
|
SU994376A1 |
| Устройство для перемещения изделий через ванны | 1982 |
|
SU1006347A1 |
| УСТРОЙСТВО ДЛЯ СУШКИ ТОПЛИВНЫХ БРИКЕТОВ | 1992 |
|
RU2039004C1 |
| ПОДВЕСНОЙ КОНВЕЙЕР | 1969 |
|
SU239121A1 |
| УСТРОЙСТВО ДЛЯ ПРОВЕДЕНИЯ ЭЛЕКТРОХИМИЧЕСКИХ ПРОЦЕССОВ | 1991 |
|
RU2015208C1 |