Изобретение относится к химической и термической обработке изделий.
Известна линия для обработки деталей, содержащая ваннЫ, отдельные замкнутые транспортирующие цепи с подъемным устройством, съемные подвески для деталей и цепные контуры с упорами, позволяющие перемещать подвески в ваннах с больщой временной выдержкой 1.
Недостатком данной линии является то, что ее конструкция из-за наличия на ваннах с обеих сторон опор и движущихся цепных контуров ограничивает применение в линии ванн с высокотемпературным расплавом солей, обогреваемых, как правило, электродами, соединенными щинопроводами с понижающими трансформаторами. Цепные контуры затрудняют обслуживание ванн и повыщаюг опасность работы персонала.
Наиболее близким по технической сущности и достигаемому результату к изобретению является линия для химической и термической обработки изделий, включающая смонтированную на металлоконструкции горизонтально замкнутую грузонесущую трассу с рабочей и холостой ветвями, ряд ванн, установленных по ходу технологического процесса под рабочей ветвью горизонтально замкнутой грузонесущей трассы, подвижно установленные на последней от механизма перемещения каретки с подвесками для изделий в виде телескопических щтанг с кронщтейнами и вертикально замкнутые цепные контуры для переноса подвесок из ванны в ванну с индивидуальными приводами и выключателями 2.
Недостатками известной линии являются выполнение механизма перемещения кареток в виде размещенной вдоль осей горизонтально замкнутой грузонесущей трассы двухрядной цепи, работающей в тяжелых условиях над расплавами солей и агрессивных жидкостей с приложением нагрузки перпендикулярно направлению цепи, что усложняет конструкцию линии, снижает надежность и ограничивает массу перемещаемых подвесок.
Кроме того, изменение времени обработки изделий в ваннах ограничено, так.как, связано с возможностями привода двухрядной цепи; при превышении определенной скорости цепи захваты цепных контуров не захватят подвеску. В результате ограничиваются возможности изменения параметров технологии.
Наличие больщого количества конечных выключателей повыщает вероятность отказов в работе линии.
Известная линия имеет повыщенный габарит по длине, так как в каждой ванне, линии при условии непрерывного движения подвесок и их периодического переноса
В последующую ванну часть объема рабочего пространства должна быть свободной от подвески.
Целью изобретения является расщирение технологических возможностей и повыщения надежности работы.
Указанная цель достигается тем, что линия для химической и термической обработки изделий, включающая смонтированную на металлоконструкции горизонтально замкнутую грузонесущую трассу с рабочей и холостой ветвями, ряд ванн, установленных по ходу технологического процесса под рабочей ветвью горизонтально замкнутой грузонесущей трассы, подвижно .установленные на последней от механизма перемещения каретки с подвесками для изделий в виде телескопических щтанг с кронщтейнами и вертикально замкнутые цепные контуры для переноса подвесок из ванны в ванну с индивидуальными приводами и выключателями, снабжена реле времени для индивидуальных .приводов вертикально замкнутых цепных контуров и ограничителя, установленными на металлоконструкции перед вертикально замкнутыми цепными контурами с возможностью взаимодействия с подвесками, при этом подвески жестко связаны с каретками, которые снабжены буферными упорами, установленными с возможностью взаимодействия между собой, а механизм перемещения кареток выполнен в виде толкающего конвейера, размещенного в зоне, холостой ветви горизонтально замкнутой грузонесущей трассы.
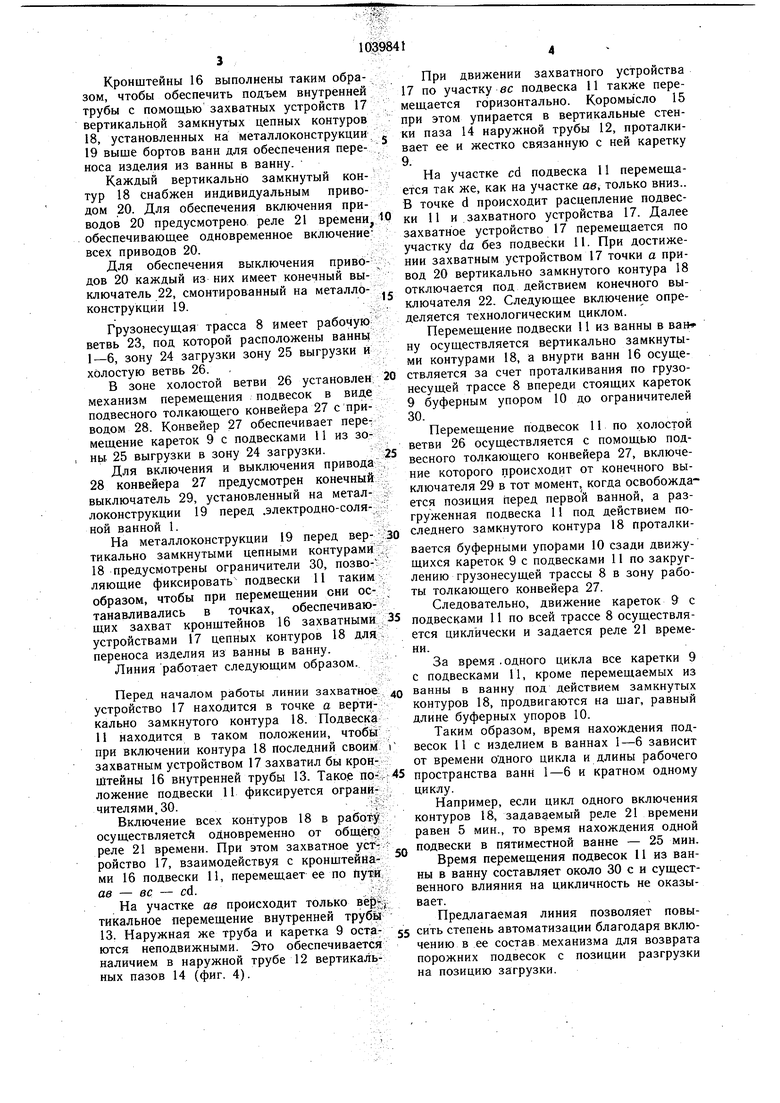
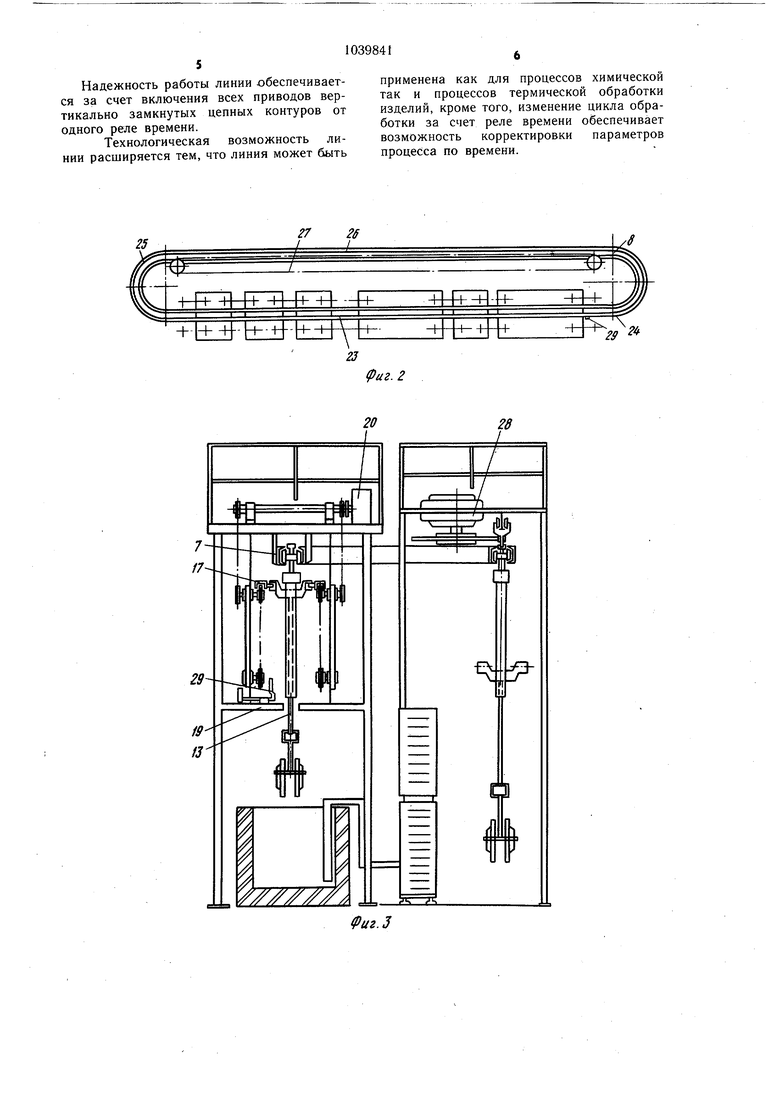
На фиг. 1 изображена схема описываемой линии, .вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - поперечный разрез линии; на фиг. 4 - каретка с буферными упорами и несъемной телескопической подвеской.
Линия для химической и термической обработки изделий состоит из ряда ванн: электродно-соляных 1-3, охлаждения 4, осветления 5, промывки и пассивации 6, средств транспортирования 7, выполненных в виде горизонтально замкнутой грузонесущей трассы 8, на которой установлены каретки 9 с буферными упорами 10, взаимодействующими с буферными упора ми впереди стоящих катерок.
В каждой каретке 9 жестко крепится подвеска 11, выполненная в виде телескопической щтанги, состоящей из двух труб: наружной 12 и внутренней 13.
Наружная труба 12 неподвижна относительно каретки 9 и является направляющей для внутренней трубы 13, которая имеет возможность вертикального перемещения, ограниченного размерами паза 14 выполненного в наружной трубе 12.
В паз 14 входит коромысло 15, установленное на верхнем конце внутренней трубы 13, к которому крепятся кронщтейны 16. Кронштейны 16 выполнены таким образом, чтобы обеспечить подъем внутренней трубы с помощью захватных устройств 17 вертикальной замкнутых цепных контуров 18, установленных на металлоконструкции 19 выше бортов ванн для обеспечения переноса изделия из ванны в ванну. Каждый вертикально замкнутый контур 18 снабжен индивидуальным приводом 20. Для обеспечения включения приводов 20 предусмотрено реле 21 времени обеспечивающее одновременное включение всех приводов 20. Для обеспечения выключения приводов 20 каждый из них имеет конечный выключатель 22, смонтированный на металлоконструкции 19. Грузонесуш,ая трасса 8 имеет рабочую ветвь 23, под которой расположены ванны 1-б, зону 24 загрузки зону 25 выгрузки и холостую ветвь 26. В зоне холостой ветви 26 установлен механизм перемещения подвесок в вид,е подвесного толкаюшего конвейера 27 с приводом 28. Конвейер 27 обеспечивает перемещение кареток 9 с подвесками 11 из зоны. 25 выгрузки в зону 24 загрузки. Для включения и выключения привода 28 конвейера 27 предусмотрен конечный выключатель 29, установленный на металлоконструкции 19 перед .электродно-соляной ванной 1. На металлоконструкции 19 перед вертикально замкнутыми цепными контурами 18 предусмотрены ограничители 30, позволяюшие фиксировать подвески 11 таким образом, чтобы при перемещении они останавливались в точках, обеспечивающих захват кронштейнов 16 захватными устройствами 17 цепных контуров 18 дла переноса изделия из ванны в ванну. Линия работает следующим образом. Перед началом работы линии захватное устройство 17 находится в точке а вертикально замкнутого контура 18. Подвеска 11 находится в таком положении, чтобы при включении контура 18 последний своим захватным устройством 17 захватил бы кронЩтейны 16 внутренней трубы 13. Такое положение подвески 11 фиксируется ограничителями. 30.; Включение всех контуров 18 в работу осуществляется одновременно от общего реле 21 времени. При этом захватное устройство 17, взаимодействуя с кронштейнами 16 подвески 11, перемещает ее по пути ав - ее - cd. На участке ав происходит только вер тикальное перемещение внутренней трубы 13. Наружная же труба и каретка 9 остаются неподвижными. Это обеспечивается наличием в наружной трубе 12 вертикальных пазов 14 (фиг. 4). При движении захватного устройства 17 по участку ее подвеска 11 также перемеш,ается горизонтально. Коромысло 15 при этом упирается в вертикальные стенки паза 14 наружной трубы 12, проталкивает ее и жестко связанную с ней каретку 9. На участке cd подвеска 11 перемешается так же, как на участке ав, только вниз.. В точке d происходит расцепление подвески 11 и захватного устройства 17. Далее захватное устройство 17 перемешается по участку da без подвески 11. При достижении захватным устройством 17 точки о привод 20 вертикально замкнутого контура 18 отключается под действием конечного выключателя 22. Следующее включение определяется технологическим циклом. Перемещение подвески 11 из ванны в ван ну осуществляется вертикально замкнутыми контурами 18, а внурти ванн 16 осуществляется за счет проталкивания по грузонесущей трассе 8 впереди стоящих кареток 9 буферным упором 10 до ограничителей 30. Перемещение подвесок 11 по холостой ветви 26 осуществляется с помощью подвесного толкающего конвейера 27, включение которого происходит от конечного выключателя 29 в тот момент, когда освобождается позиция перед первой ванной, а разгруженная подвеска 11 под действием последнего замкнутого контура 18 проталкивается буферными упорами 10 сзади движущихся кареток 9 с подвесками 11 по закруглению грузонесущей трассы 8 в зону работы толкающего конвейера 27. Следовательно, движение кареток 9 с подвесками 11 по всей трассе 8 осуществляется циклически и задается реле 21 времени. За время . одного цикла все каретки 9 с подвесками 11, кроме перемещаемых из ванны в ванну под действием замкнутых контуров 18, продвигаются на шаг, равный длине буферных упоров 10. Таким образом, время нахождения подвесок 11 с изделием в ваннах 1-6 зависит от времени одного цикла и длины рабочего пространства ванн 1-6 и кратном одному Например, если цикл одного включения контуров 18, задаваемый реле 21 времени равен 5 мин., то время нахождения одной подвески в пятиместной ванне - 25 мин. Время перемещения подвесок И из ванны в ванну составляет около 30 с и существенного влияния на цикличность не оказывает. Предлагаемая линия позволяет повысить степень автоматизации благодаря включению в ее состав механизма для возврата порожних подвесок с позиции разгрузки на позицию загрузки. Надежность работы линии обеспечивается за счет включения всех приводов вертикально замкнутых цепных контуров от одного реле времени. Технологическая возможность лиНИИ расширяется тем, что линия может б1ыть применена как для процессов химической так и процессов термической обработки изделий, кроме того, изменение цикла обработки за счет реле времени обеспечивает возможность корректировки параметров процесса по времени.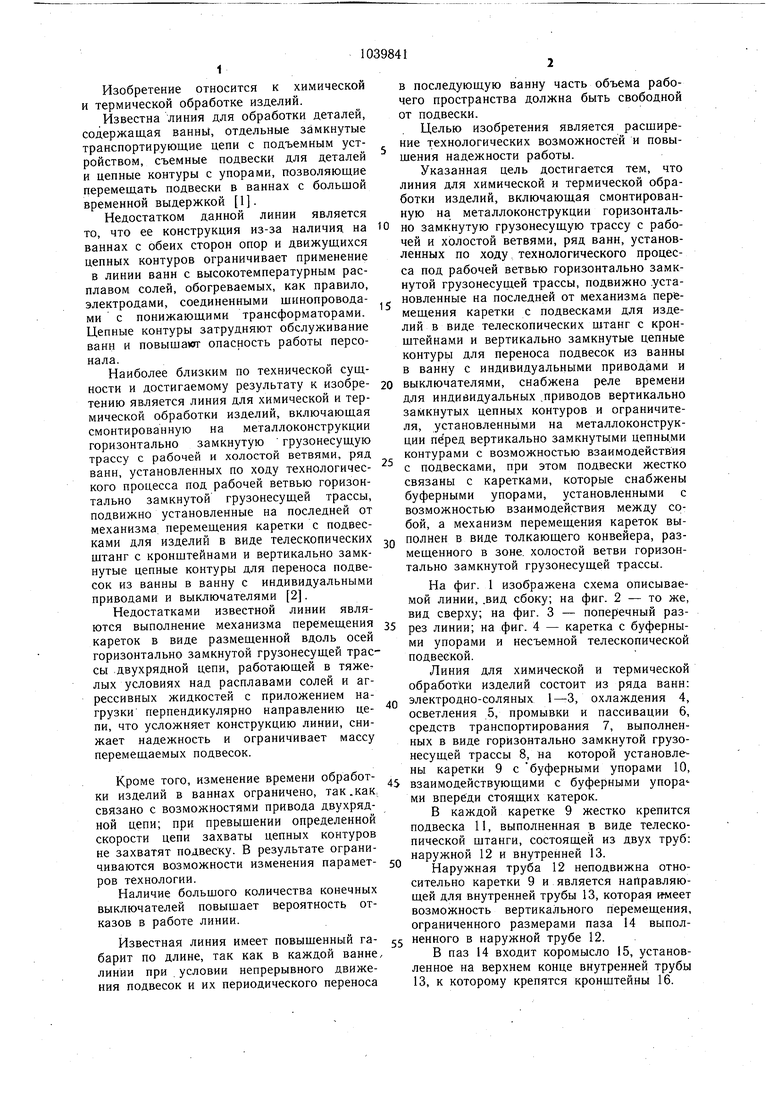
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для окраски и сушки крупногабаритных и длинномерных изделий | 1977 |
|
SU745818A1 |
| Подвесной конвейер | 1959 |
|
SU122067A1 |
| Линия электрофоретического селективного декорирования изделий | 1976 |
|
SU681119A1 |
| Подвесной конвейер | 1979 |
|
SU812665A1 |
| Конвейер для перемещения обрабатываемых изделий через ванны | 1975 |
|
SU727712A1 |
| Устройство для перемещения и передачи подвесок с грузами | 1983 |
|
SU1133194A1 |
| Подвесной сортировочный конвейердля шТучНыХ гРузОВ | 1979 |
|
SU804008A1 |
| Устройство для поворота грузовых подвесок конвейера | 1983 |
|
SU1155535A1 |
| Устройство для транспортирования изделий | 1977 |
|
SU636156A1 |
| КРИВОЛИНЕЙНЫЙ МНОГОПРИВОДНОЙ КОНВЕЙЕР С ПОДВЕСНОЙ ЛЕНТОЙ ДЛЯ ВЕРТИКАЛЬНОГО ПОДЪЕМА ГРУЗА | 2001 |
|
RU2209752C2 |
ЛИНИЯ ДЛЯ ХИМИЧЕСКОЙ И ТЕРМИЧЕСКОЙ -ОБРАБОТКИ ИЗДЕЛИИ, включающая смонтированную на металлоконструкции горизонтально замкнутую грузонесущую трассу с рабочей иг холостой ветвями, ряд ванн, установленных по ходу технологического процесса под ра22 18. / / f Ч V-
фигЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Линия для химической и электрохимической обработки деталей | 1977 |
|
SU635017A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Конвейер для перемещения обрабатываемых изделий через ванны | 1975 |
|
SU727712A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
