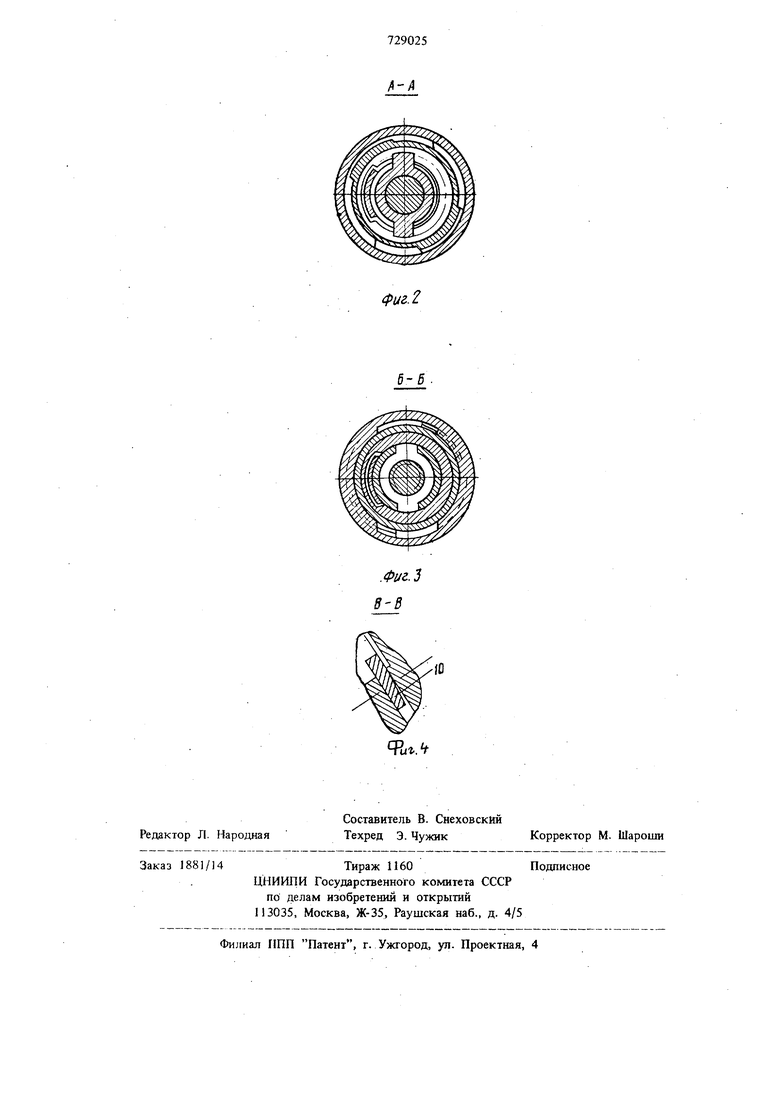
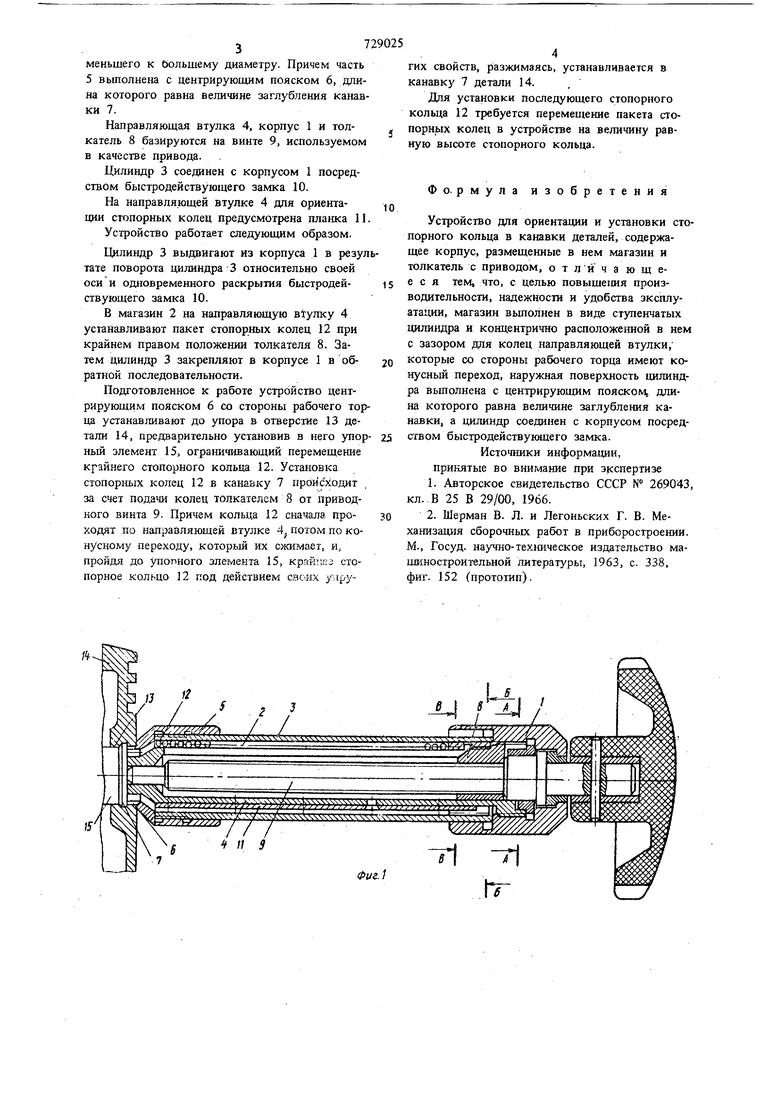
меньшего к большему диаметру. Причем часть 5 выполнена с центрирующим пояском 6, длина которого равна величине заглубления канавки 7. Направляющая втулка 4, корпус 1 и толкатель 8 базируются на винте 9, используемом в качестве привода. Цилиндр 3 соединен с корпусом 1 посредством быстродействующего замка 10. На направляющей втулке 4 для ориентации стопорных колец предусмотрена планка 11 Устройство работает следующим образом. Цилиндр 3 выдвигают из корпуса 1 в резул тате поворота цилиндра 3 относительно своей оси и одновременного раскрытия быстродействующего замка 10. В магазин 2 на направляющую в1улку 4 устанавливают пакет стопорных колец 12 при крайнем правом положении толкателя 8. Затем дшшндр 3 закрепляют в корпус 1 в обратной последовательности. Подготовленное к работе устройство центрирующим пояском 6 со стороны рабочего тор ца устанавливают до упора в отверстие 13 детали 14, предварительно установив в него упор ньш элемент 15, ограничивающий перемещение крайнего стопорного кольца 12. Установка стопорных колец 12 в канавку 7 прои сХодит за счет подачи колец толкателем 8 от приводного винта 9. Причем кольца 12 сначала проходят по направляющей втулке 4 потом по конусному переходу, который их сжимает, и. пройдя до УПОРНОГО элемента 15, крайшз стопорное кольцо 12 под действием своих упругих свойств, разжимаясь, устанавливается в канавку 7 детали 14. Для установки последующего стопорного кольца 12 требуется перемещение пакета стопорнь1х колец в устройстве на величину равную высоте стопорного кольца. Фо. рмула изобретения Устройство для ориентации и установки стопорного кольца в канавки деталей, содержащее корпус, размещенные в нем магазин и толкатель с приводом, о т л й ч а ю щ ее с я тем, что, с целью повыще шя производительности, надежности и удобства эксплуатации, магазин вьшолнен в виде ступенчатых циливдра и концентрично расположе1 шой в нем с зазором для колец направляющей втулки, которые со стороны рабочего торца имеют конусньш переход, наружная поверхность цилиндра вьшолнена с центрирующим пояскон длина которого равна величине заглубления канавки, а цилиндр соединен с корпусом посредством быстродействуницего замка. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 269043, КЛ..В 25 В 29/00, 1966. 2.Шерман В. Л. и Легоньских Г. В. Механизация сборочных работ в приборостроении. М., Госуд. научно-техническое издательство машиностроительной литературы, 1963, с. 338, фиг. 152 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической установки упругого кольца во внутреннюю канавку детали | 1989 |
|
SU1701469A1 |
| Устройство для установки стопорных колец | 1981 |
|
SU1000214A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ УСТАНОВКИ УПРУГОГО КОЛЬЦА ВО ВНУТРЕННЮЮ КАНАВКУ ДЕТАЛИ | 2014 |
|
RU2595081C2 |
| Устройство для установки стопорных колец | 1977 |
|
SU691271A1 |
| Автомат для сборки деталей типа вал с дисками | 1988 |
|
SU1551511A2 |
| Устройство для сборки запрессовкой | 1986 |
|
SU1355436A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Устройство для установки уплотнительных колец во внутренние канавки деталей | 1987 |
|
SU1484548A1 |
| АВТОМАТИЧЕСКОЕ ОРУЖИЕ С ВНУТРЕННИМ ПОРШНЕМ ДЛЯ БЕЗГИЛЬЗОВОГО ПАТРОНА | 2016 |
|
RU2669037C2 |
| Устройство для установки пружинных стопорных колец в корпусную деталь | 1983 |
|
SU1158324A1 |