Изобретение относится к управлению прокатными станами и может быть применено, например, для регулирования толщины на непрерывном ставе холодней прокатки «олосы. Наиболее близким к предложенному по технической сущности и достигаемому результату является устройство для регулирования толщины полосы на прокатном ста не, включающее измеритель толщины полосы, элемент сравнения, регулятор, выход которого подключен на привсд валков клети, задатчик относительного обжатия в этой клети , Недостаток да1шого устройства заключается в том,что диапазон воздействия ре гулятора на скорость клети (оценивается в процентах изменения скорости клети при махсимальном выходе регулятора), устанавливается постоянным, не зависящим от заданного при предварительной настройке стана об1жатия в клети, на валки которой воэдействует этот регулятор. Предварительно заданное обжатие в клети может меняться в широких пределах (от десятков до единиц процентов) в зависимости от сортамента прокатываемого металла и условий настройки стана. Диапазон воздействия регулятора толщины на скорость клети устанавливается исходя из условия обеспечения регулирования толщины при наибольщем заданном обжатии. Например, на непрерывных станах холодной прокатки этот диапазон составляет около 10%. При чем при малых заданных обжатиях регулятор имеет возможность сделать результирующее обжатие в клети меньше допустимого по условиям прокатки или даже свести его к нулю, что может привести к ухудшеааю качества прокатки и порыву полосы. Цепь изобретения - устранение указанного недостатка, т.е. повьпиеиие качества и надежности регулирования толдины полосы на стане. Поставлеаная цель достигается тем, что регулятор охвачен отрицательной обратнсА связью через дополнительно вве -
данный- блок с регулируемой зоной нечувствительности, а вход регулирования зоны нечувствительности этого блока соединен с задатчиком относительного обжатия.
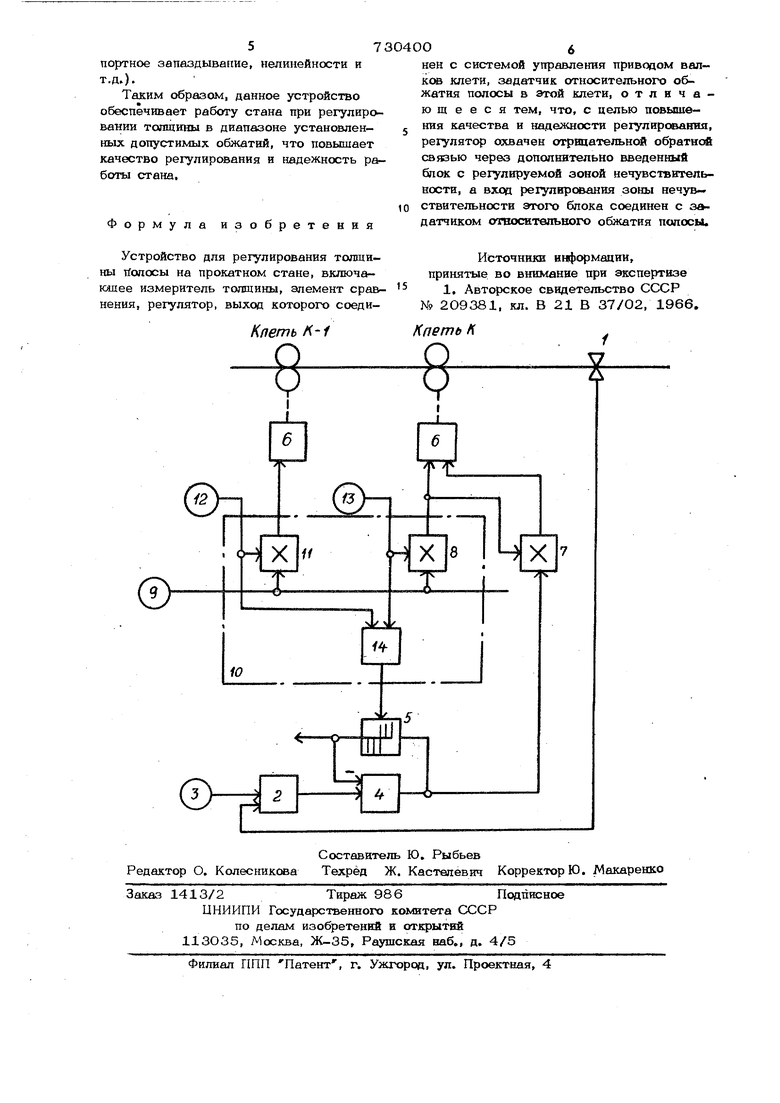
На чертеже иаобр жена функциональная схема устройства { условно показаны валки двух смежных клетей стана).
Выход измерителя 1 толщины полосы клети К стана ( в частности, этой клетью может быть последняя, выходная клеть стана) соединен с входом элемента 2 сравнения и задатчиком толглины 3, Элемент сравнения включает узел вычисления относительного отклонения толщины а его выходной сигнал пропорционален отнся-чению разности между заданной и измеренной толщиной к заданной толщине. Выход элемента 2 сравнения соединен со входом регулятора 4 (обычно регулятор 4 является интегратором),, регулятор 4 охвачен отрицательной обратнсА связью через блок 5 с регулируемой зоной нечувствительности. Выход регулятора соединен с системой 6 управления приводом валков клети К через множитель 7, второй вход которого соединен с выходом множителя 8, 5шЛяющегося задатчиком скорости клети от общего эталона 9 скорости стана. Узел 10, аадатчик относительного обжатия в клети К, включает множители 8 и 11, через которые эталон 9 соединен с системой 6 управления приводом валков клетей. Вторые входы множителей 8 и 11 соединены с задатчиками 12,13 соотношения скоростей валков клетей К-1 и К. Эти же задатчики соединены и блоком 14 вычисления заданного обжатия. Выход блока 14 соединен с вход {эехулирсвания зоны нечувствительности блока 5.
YcTpcrffcTBo работает следующим образом.
При появлении рассогласования между заданной и измеренной толщиной изменяется выходнснб сигнал регулятора 4, воздействующий на скорость клети К таким образом, чтобы свести рассогласс ание к нулю. При этом относительная скорость валксж клети изменяется пропорционально выходному сигналу регулятора 4, в связи с тем, что этот сигнал подается в систему управления приводом валков клети через множитель 7.
Для результирующего относительного обжатия в клети можно записать выражение:
V -V ±к и
l ..... /. ( )
V.
к.,и
3 ЛЗ
(2)
,г
де V , V2
-заданные скорости валков соответственно клети К-1 и клети К;
-заданное относительное
30 обжатие в клети К;
и,
-выходной сигнал регулятора толщины;
- сигнал задания соотношения скоростей валков соответственно клети К и клети К-1;
,
- коэффициенты пропорциональности. Из выражения (1) видно, что выходной сигнал регулятора толщины пропорхиона- лен изменению относительного обжатия в кдети и при достаточно больщом отрица-тельном сигнале регулятора толщины (что соответствует уменьщению скорости клети) ре.зультирующее обжатие в клети может стать недопустимо малым. Ограничив максимальную величину сигнала регулятора толщины значением пропорциональным заданному обжатию в клети К,
.,3,
где с - коэффициент пропорциональности, (обеспечивают ограничение обжатия в этой клети минимально допустимым значением €
т.е.
ITiin
() (4
тт- Зад з ЗтолЧад
Ограничение выходного сигнала регулятс а достигается включением в обратную связь этого регулятора блока с регулируемой зоной нечувствительности, величина зоны нечувствительности этого блока устанавливается пропорциональной заданному обжатию в соответствии с выражениями (3,4).
Величина сигнала заданного обжатия в кяети К определяется по сигналам задатчиков 12, 13 в соответствии с уравнением (2) с помет ью блока 14.
Для того, чтобы при ограничении выходного сигнала регулятора обеспечить дальнейшее регулирсжание толщины по сигналу измерителя 1, выход блока 5 зоны нечувствительности соединить со входами регуляторов предьвдущих клетей через узлы, учитывающие свойства стана как объекта регулирования (транспортное запаздывание, нелинейности и т.д.). Таким образом, данное устройство обеспечивает работу стана при регулировании тошцнны в диапазоне устансюленных допустимых обжатий, что повышает качество регулирования и надежность работы стана. Формула изобретенн Устройство для регулирования толщины полосы на прокатном стане, включакацее измеритель толщины, элемент срав нения, регулятор, выход которого соедиКпеть Л- / 7304 , 10 О6 нен с системой управления приводом валке клети, задатчик относительного обжатия полосы в этой клети, отличающееся тем, что, с целью повыше- НИН качества и надежности регулирования, регулятор охвачен отрицательной обратнсА связью через дополнительно введенный блок с регулируемой зоной нечувствительности, а вход ре1улнрования зоны нечув- ствительности этого блока соединен с задатчиком относительного обжатия полосы. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР N 209381, кл. В 21 В 37/02, 1966. петь К
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования толщины полосы | 1975 |
|
SU749478A1 |
| Устройство регулирования натяжения полосы | 1981 |
|
SU939150A1 |
| Устройство для ограничения натяжения полосы на непрерывном прокатном стане | 1977 |
|
SU662178A1 |
| Устройство для ограничения натяжения полосы | 1981 |
|
SU1003950A1 |
| Устройство для регулирования толщины полосы на одноклетьевом стане холодной прокатки | 1989 |
|
SU1639818A1 |
| Устройство для регулирования натяжения полосы на непрерывном прокатном стане | 1980 |
|
SU942841A1 |
| Устройство для регулирования натяжения полосы на непрерывном прокатном стане | 1982 |
|
SU1065051A1 |
| Устройство для регулирования натяжения полосы | 1973 |
|
SU472708A1 |
| УСТРОЙСТВО КОРРЕКЦИИ для СИСТЕМЫ АВТОМАТИЧЕСКОГО | 1972 |
|
SU328961A1 |
| Устройство для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки | 1991 |
|
SU1827304A2 |
0
