(54) ТРУБОЭЛЕКТРОСВАРОЧНЫЙ СТАН
667268
установлен в клети с возможное т БЙ возвратно-поступательного перемещения по вертикали в процессе работы стана.
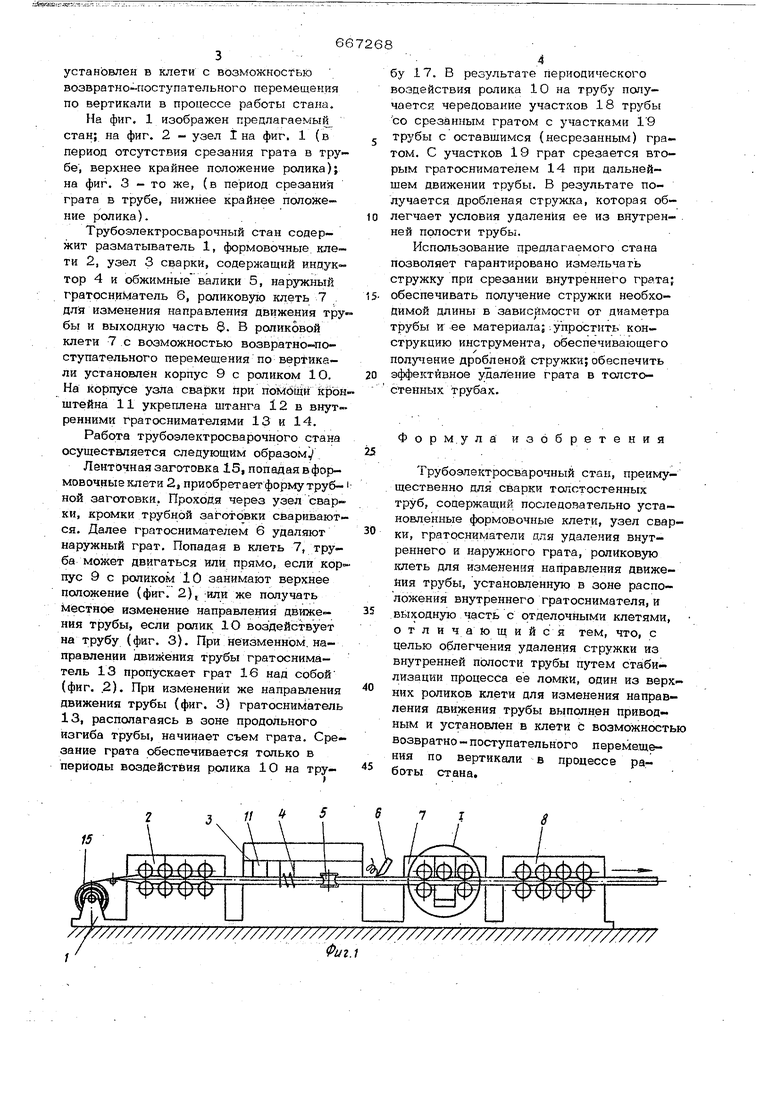
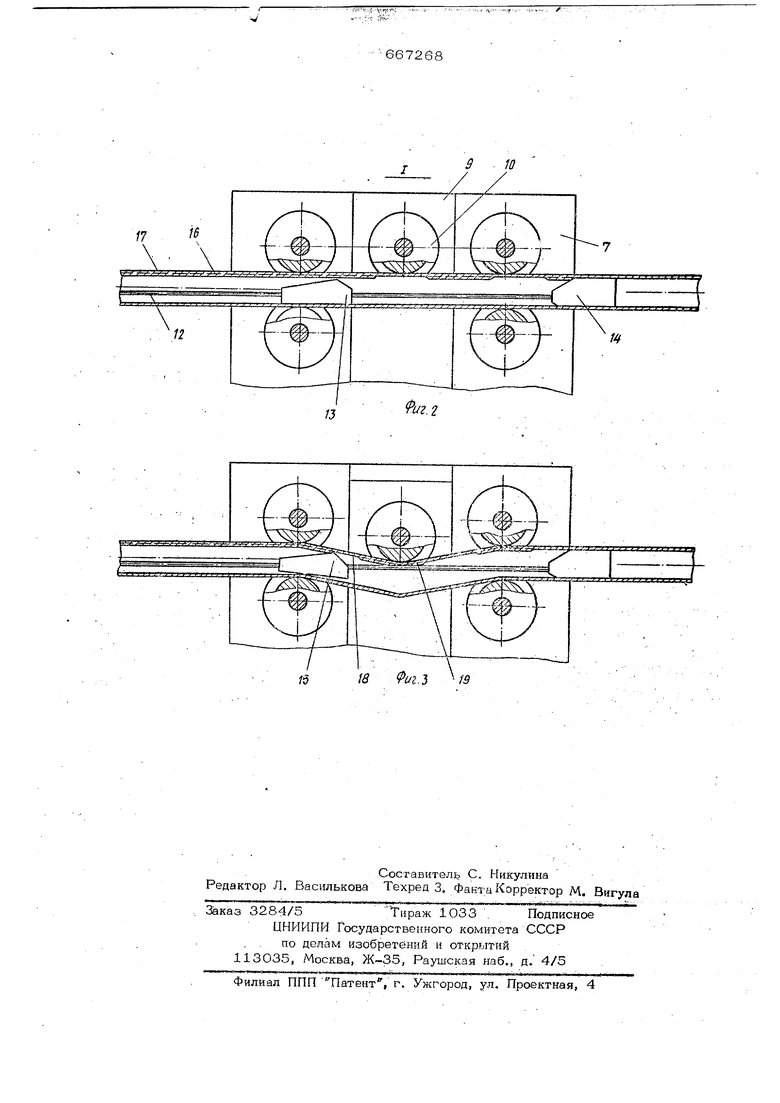
На фиг. 1 изображен предлагаемы стан; на фиг. 2 - узел 1 на фиг. 1 (в период отсутствия срезания грата в трубе, верхнее крайнее положение ролика); на фиг, 3 - то же, (в период срезания грата в трубе, нижнее крайнее положение ролика)..
Трубоэлектросварочный стан содержит разматыватель 1, формовочные клети 2, узел 3 сварки, содержащий индуктор 4 и обжимные валики 5, наружный гратосниматель 6, роликовую клеть 7 для изменения направления движения трубы и выходную часть 9. В роликовой клети 7 с возможностью возвратно-поступательного перемещения по вертикали установлен корпус 9 с роликом 10. На корпусе узла сварки при поМбШ кронштейна 11 укреплена штанга 12 в внутренними гратоснимателями 13 и 14.
Работа трубоэлектросварочного стана осуществляется следующим образом/
Ленточная заготовка 15, попадая в формовочные клети 2, приобретает форму трубной заготовки. Проходя через узел свар ки, кромки трубной заготовки свариваются. Далее гратоснимателем 6 удаляют наружный грат. Попадая в клеть 7, труба может двигаться или прямо, если корпус 9 с роликом 10 занимают верхнее положение (фиг. 2), -или же получать местное изменение направления движе ния трубы, если ролик 1О воздействует на трубу (фиг. 3). При неизменном, направлении движения трубы гратосниматель 13 пропускает грат 16 над собой (фиг. .2). При изменении же направления движения трубы (фиг, 3) гратосниматель 13, располагаясь в зоне продольного изгиба трубы, начинает съем грата. Срезание грата обеспечивается только в периоды воздействия ролика 10 на трубу 17. В результате периодического воздействия ролика 10 на трубу получается чередование участков 18 трубы со срезанным гратом с участками 19 трубы с оставшимся (несрезанным) гратом. С участков 19 грат срезается вторым гратоснимателем 14 при дальнейшем движении трубы. В результате получается дробленая стружка, которая облегчает условия удаления ее из внутренней полости трубы.
Использование предлагаемого стана позволяет гарантировано измельчать стружку при срезании внутреннего грата;
обеспечивать получение стружки необходимой длины в зависимости от диаметра трубы и ее материала;; упростить конструкцию инструмента, обеспечивающего полу 1ение дробленой стружки; обеспечить
эффективное удаление грата в толстостенных трубах.
Форм.ула изобретения
Трубоэлектросварочный стан, преимущественно для сварки толстостенных труб, содержащий последовательно установленные формовочньге клети, узел сварки, гpaтQcни 4aтeли для удаления внутреннего и наружного грата, роликовую клеть для изменения направления Движейия трубы, установленную в зоне расположения внутреннего гратоснимателя, и выходную часть с отделрчНыми клетями, отличающийся тем, что, с целью облегчения удаления стружки из внутренней полости трубы путем стабилизации процесса ее ломки, один из верхних роликов клети для изменения направления движения трубы выполнен приводным и установлен в клети с возможностью возвратно-поступательного перемещения по вертикали в процессе работы стана. 17. 3 W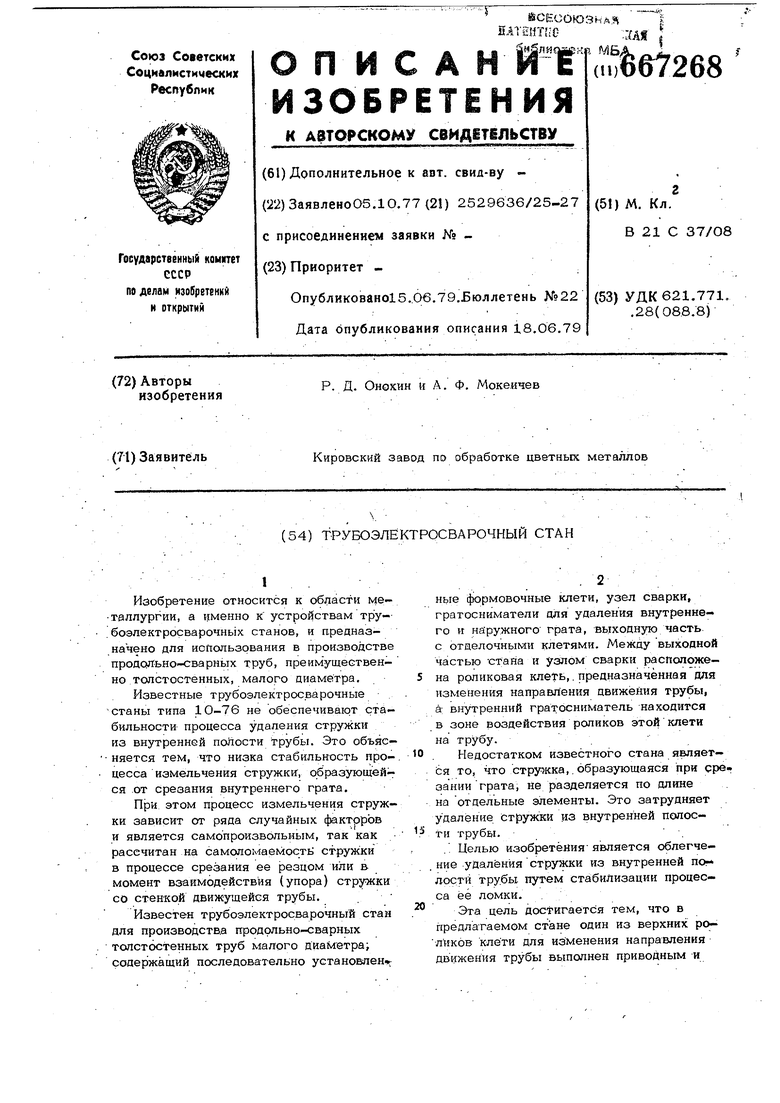
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубоэлектросварочный стан | 1976 |
|
SU623607A1 |
| ТРУ БОЭЛЕКТРХ ВАРОЧНЫЙ СТАН | 1971 |
|
SU432949A1 |
| Трубоэлектросварочный стан | 1976 |
|
SU612727A1 |
| Способ обработки внутренней поверхности сварных труб и трубоэлектросварочный стан для его осуществления | 1976 |
|
SU647029A1 |
| ТРУБОЭЛЕКТРОСВАРОЧНЫЙ СТАН | 1999 |
|
RU2151659C1 |
| Трубоэлектросварочный стан | 1977 |
|
SU682304A1 |
| Способ производства сварных труб | 1975 |
|
SU551072A1 |
| Гратосниматель для обработки труб | 1982 |
|
SU1038073A1 |
| Трубоэлектросварочный стан | 1986 |
|
SU1373460A1 |
| РАБОЧАЯ КЛЕТЬ ТРУБОЭЛЕКТРОСВАРОЧНОГО СТАНА | 1970 |
|
SU277153A1 |
fS18 Фаг.
