Изобретение относится к области трубопрокатного производства и может быть использовано для удаления внутреннего кольцевого грата при производстве бурильных труб с приваренными трением замками, диаметр циркуляционного канала которых меньше диаметра трубы в зоне сварного соединения.
Известен способ удаления внутреннего кольцевого грата, образовавшегося при изготовлении бурильных труб с приваренными замками сваркой трением, включающий предварительный ввод пуансона с режущим инструментом внутрь трубы со стороны замка за зону сварного соединения. При этом цилиндрическая часть пуансона попадает в зону сварного соединения, а режущая кромка инструмента расположена за образовавшимся кольцевым гратом. После окончания сварки обратным движение пуансона с режущим инструментом в сторону замка внутренний кольцевой грат срезается целиком в виде кольца и извлекается из трубы (Трубы для нефтяной промышленности/ Ткаченко В.А. и др. М.: Металлургия, 1986, с. 184).
Недостатком аналога является сложность извлечения инструмента при осуществления обратного хода из-за препятствия в виде срезанного грата, имеющего кольцевую форму, который замыкается на пуансон, заклинивая его движение.
Известен способ удаления внутреннего кольцевого грата, образовавшегося при сварке трением бурильной трубы с замком (патент РФ № 2397855, В23К 37/08, опубл. 2010.08.27), принятый за прототип, в котором режущий инструмент, установленный на пуансоне, размещают перед сваркой в замке и после сварки перемещают в направлении образовавшегося внутреннего кольцевого грата, срезают вначале верхнюю часть грата, а затем - диаметрально противоположную нижнюю часть грата. Далее, не прекращая перемещения инструмента, одновременно срезают оставшиеся боковые части грата до их полного отделения от тела трубы, при этом каждое последующее срезание осуществляют после завершения предыдущего. После завершения срезания внутреннего кольцевого грата пуансон вместе с инструментом возвращают в исходное положение путем обратного холостого хода.
Недостатком перечисленных известных способов является ограниченность применения, в частности, при изготовлении труб с замком, диаметр циркуляционного канала которого меньшего внутреннего диаметра трубы в зоне сварного соединения, в связи с тем, что диаметр инструмента для срезания внутреннего кольцевого грата должен быть больше диаметра циркуляционного канала, через который инструмент вводят в зону обработки.
В указанных аналогах способов удаления внутреннего кольцевого грата, образовавшегося при сварке трением замков к бурильным трубам, для его срезания традиционно применяют режущий инструмент, закрепленный на пуансоне, с диаметром меньшим или близким к диаметру циркуляционного канала замка, через который вводят инструмент. Извлечение инструмента осуществляют при обратном холостом ходе пуансона.
Известен инструмент для удаления внутреннего кольцевого грата (патент РФ №2410223, B23K 37/08, C21D 1/18, C21D 9/18, С22С 38/36, опубл. 2011.01.27), принятый за прототип, который представляет собой плоский нож ступенчатой формы с прямой и скошенной вовнутрь режущими кромками, расположенный на торце цилиндрического пуансона в плоскости его продольной оси. Цилиндрический пуансон и плоский нож имеют общую наружную поверхность, диаметр которой не превышает минимального значения внутреннего диаметра трубы с учетом допускаемой высоты не удаленного грата.
Недостатком известного инструмента является ограничение его применения для удаления внутреннего кольцевого грата при производстве бурильных труб с приваренными замками, диаметр циркуляционного канала которого меньше внутреннего диаметра трубы в зоне сварного соединения. Цилиндрический пуансон и плоский нож имеют общую наружную поверхность, т.е. их диаметры совпадают, поэтому инструмент не может быть перемещен в зону сварного соединения трубы, т.к. диаметр инструмента больше диаметра циркуляционного канала замка, через который инструмент вводят в трубу. Кроме того, из-за малого расстояния между режущими кромками инструмента срезанный грат может иметь крупные фрагменты, неудобные для извлечения.
Техническая задача, на решение которой направлено настоящее изобретение, состоит в создании способа для удаления внутреннего кольцевого грата и инструмента для его осуществления, позволяющих удалять внутренний кольцевой грат методом срезания при производстве бурильных труб с приваренными замками, внутренний диаметр циркуляционного канала которых меньше внутреннего диаметра трубы в зоне сварного соединения. При этом обеспечивается расширение номенклатуры выпускаемых бурильных труб с приваренными замками с повышенными эксплуатационными характеристиками.
Технический результат заключается в обеспечении срезания внутреннего кольцевого грата и одновременного извлечения инструмента и срезанного грата, разделенного на мелкие фрагменты, при производстве бурильных труб с приваренными трением замками, диаметр циркуляционного канала которых меньше внутреннего диаметра трубы в зоне сварного соединения.
Указанный результат достигается за счет того, что способ удаления внутреннего кольцевого грата, образовавшегося при сварке трением бурильной трубы с замком, включает размещение инструмента в полости замка перед сваркой, срезание грата с полным отделением его от тела трубы путем продольного перемещения инструмента вдоль оси трубы и извлечение инструмента. Согласно изобретению, размещают инструмент со стороны привариваемого торца замка на расстоянии не менее 10 мм от стыка замка с трубой, срезание грата осуществляют с одновременным его разделением и извлекают инструмент со срезанным разделенным гратом.
В частном случае выполнения используют сборный инструмент, состоящий по меньшей мере из трех сегментов, объем внутренней полости которого не менее объема удаляемого внутреннего кольцевого грата.
В частном случае выполнения срезание внутреннего кольцевого грата осуществляют одновременно и равномерно по всему периметру.
В частном случае выполнения перед извлечением из трубы инструмент разъединяют на отдельные сегменты.
Указанный результат достигается также за счет того, что для осуществления предлагаемого способа удаления внутреннего кольцевого грата, образовавшегося при сварке трением бурильной трубы с замком, используют инструмент, выполненный с наружной цилиндрической поверхностью и рабочим участком с торцевой режущей кромкой. Согласно изобретению, инструмент выполнен сборным, состоящим по меньшей мере из трех одинаковых сегментов с рабочим и хвостовым участками, одна боковая сторона рабочего участка сегмента выполнена в виде винтообразной поверхности, а противоположная боковая сторона сопряжена с поверхностью хвостового участка, при этом хвостовые участки сегментов в собранном виде образуют цилиндр, торцевая режущая кромка образована пересечением боковых поверхностей рабочего участка сегмента, а боковая режущая кромка рабочего участка сегмента образована пересечением боковой винтообразной поверхности с наружной цилиндрической поверхностью.
В частном случае выполнения на торце хвостового участка сегмента выполнена фаска.
В частном случае выполнения длина инструмента меньше длины полости замка с увеличенным внутренним диаметром относительно диаметра его циркуляционного канала.
В частном случае выполнения минимальная длина рабочего участка сегмента рассчитана по формуле: L2=π×D/n,
где L2 - минимальная длина рабочего участка сегмента, мм,
D - диаметр инструмента, мм,
n - число сегментов инструмента.
Размещение инструмента в полости замка осуществляют со стороны привариваемого торца замка на расстоянии не менее 10 мм от стыка замка с трубой, исключающем попадание разогретого металла от сварки трением на инструмент и облегчающем его извлечение вместе со срезанным разделенным гратом через один из концов трубы. Величину расстояния определяют экспериментальным путем с учетом особенностей технологии сварки трением (объема смещаемого разогретого металла труб и замков в зависимости от их геометрических размеров, выдавливаемого из стыкового соединения от давления трения и проковки). При расстоянии менее 10 мм от стыка замка с трубой разогретый от сварки трением металл попадает на инструмент, налипает на него, что повреждает инструмент, заклинивает его перемещение и затрудняет извлечение инструмента из трубы.
Реализация предлагаемого способа с помощью инструмента предлагаемой конструкции позволяют полностью удалить внутренний кольцевой грат, образовавшийся при сварке трением бурильной трубы с замком, внутренний диаметр циркуляционного канала которой меньше внутреннего диаметра трубы в зоне сварного соединения, разделять срезанный грат на фрагменты, удобные для удаления из бурильной трубы, и извлекать срезанный грат из трубы одновременно с разъединенным на отдельные сегменты инструментом.
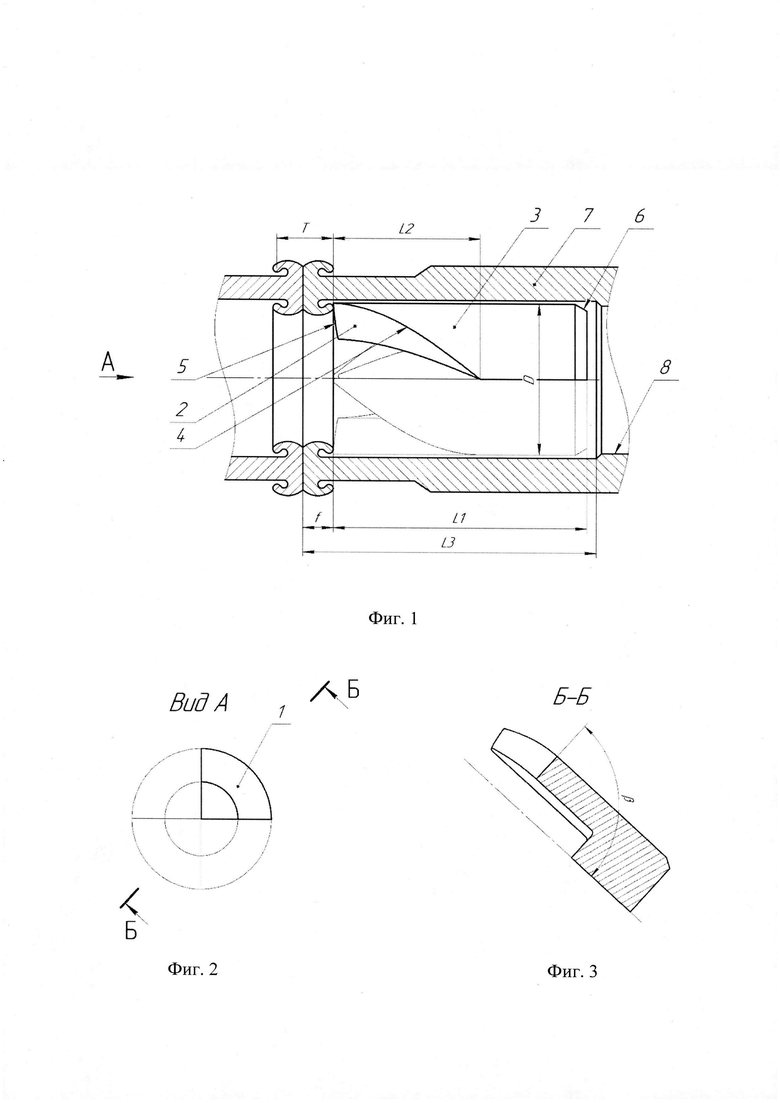
Предлагаемое изобретение поясняется следующими чертежами: на фиг. 1 схематично изображен инструмент для удаления внутреннего грата в сборе, вид сбоку; на фиг. 2 показан вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
На представленных рисунках позициями показаны: 1 - сегмент инструмента, 2 - винтообразная поверхность сегмента, 3 - наружная цилиндрическая поверхность сегмента, 4 - боковая режущая кромка сегмента, 5 - торцевая режущая кромка сегмента, 6 - фаска, 7 - привариваемая замковая деталь, 8 - циркуляционный канал замковой детали.
Инструмент для удаления внутреннего кольцевого грата выполнен сборным и состоит по меньшей мере из трех одинаковых сегментов 1 с наружной цилиндрической поверхностью, рабочим и хвостовым участками.
Каждый сегмент состоит из рабочего участка длиной L2 и хвостового участка длиной (L1-L2). Одна из боковых сторон рабочего участка сегмента 2 имеет винтообразную поверхность, скошенную внутрь, расположенную под углом β к продольной оси инструмента, например, 70-110° на любом расстоянии от рабочего торца инструмента. Другая (противоположная) боковая сторона сопряжена с поверхностью хвостового участка сегмента.
Пересечение винтообразной поверхности 2 и цилиндрической поверхности сегмента 3 образуют боковую режущую кромку 4.
На торце рабочего участка сегмента выполнена торцевая режущая кромка 5, образованная пересечением боковых поверхностей рабочих участков сегмента.
Наружная поверхность хвостового участка сегмента выполнена цилиндрической, причем в собранном виде хвостовые участки сегментов образуют цилиндр.
На торце хвостового участка сегмента может быть выполнена фаска 6, например, длиной не менее 0,5 мм под углом не более 80°.
Собранный из одинаковых сегментов инструмент имеет наружный диаметр D, не превышающий минимального значения внутреннего диаметра в зоне сварного соединения трубы с учетом допускаемой высоты остатков несрезанного грата, в частности 1,5-2,5 мм. Длина инструмента L1 должна быть меньше длины полости с увеличенным внутренним диаметром приваренного замка L3 в зоне сварного соединения на величину ширины f удаляемого грата со стороны привариваемых замковых деталей 7. При этом минимальная длина рабочего участка L2 сегмента рассчитана по формуле:
L2=π×D/n,
где: D - диаметр инструмента, мм,
n - число сегментов инструмента.
Объем внутренней полости инструмента, образованной винтообразными и противоположными боковыми поверхностями рабочих участков соседних сегментов, должен быть равным или больше объема удаляемого внутреннего грата.
При рабочем ходе инструмент врезается во внутренний кольцевой грат торцевыми режущими кромками, количество которых соответствует количеству сегментов в инструменте. При дальнейшем перемещении инструмента за один ход происходит срезание внутреннего кольцевого грата по периметру с разделением его на фрагменты, легко удаляемые из трубы. В связи с тем, что объем внутренней полости инструмента, образованной боковыми поверхностями рабочих участков сегментов, равен или превышает объем удаляемого внутреннего кольцевого грата, происходит полное его срезание с тела трубы.
После срезания внутреннего кольцевого грата сегменты инструмента разъединяют и вместе со срезанным и разделенным на отдельные фрагменты гратом извлекают через один из концов трубы.
Предлагаемые способ и инструмент были опробованы в промышленных условиях при производстве бурильных труб с замками IU 101,6×8,38 мм группы прочности S с приваренными замками следующих конструкций:
Для удаления внутреннего кольцевого грата был использован инструмент, выполненный, в частности из четырех одинаковых сегментов из легированной стали.
Приваривание замка к трубе производили на двух машинах сварки трением. На одной из них к трубе приваривали ниппель замка, а на другой - муфту замка. Привариваемую замковую деталь вначале укладывали на стеллаж загрузочного устройства, перед этим со стороны привариваемого хвостовика замковой детали размещали инструмент таким образом, чтобы его режущие кромки были направлены в сторону привариваемого торца и находились на расстоянии от привариваемого торца замка, исключающем попадание разогретого от сварки трением металла на инструмент. Для данных труб расстояние от привариваемого торца замка до режущих кромок инструмента составило, в частности 23 мм. Затем замковую деталь задавали в патрон машины сварки трением (далее - МСТ) и зажимали в патроне.
Инструмент может быть размещен в замковой детали аналогичным образом и после установки и зажима детали в патроне.
Далее со стороны замковой детали вводят пунсон с закрепленным на нем подпятником, наружные диаметры которых меньше внутреннего диаметра циркуляционного канала замковой детали. Пуансон вводят таким образом, чтобы плоскость подпятника не доходила до инструмента на величину 5-15 мм. Одновременно по оси МСТ устанавливают и закрепляют в зажимных устройствах трубу, после чего торец трубы подводят к торцу замка и осуществляют сварку трением.
Далее пуансон с подпятником доводит инструмент до внутреннего кольцевого грата, и при дальнейшем перемещении происходит срезание грата. Рабочий ход пуансона подбирают таким образом, чтобы кольцевой грат был срезан полностью и имел удобную для извлечения форму, например, длина хода может быть 50-250 мм. По завершению операции срезания внутреннего кольцевого грата прекращают перемещение пуансона с подпятником и инструмента, пуансон с подпятником возвращают в исходное положение путем осуществления обратного холостого хода.
Трубу с приваренным замком извлекают из МСТ. На выгрузочном стеллаже разъединяют инструмент путем сдвига одного из его сегментов в осевом направлении. В связи с потерей устойчивости остальные сегменты инструмента вместе со срезанным и разделенным на отдельные фрагменты гратом извлекают через ближайший конец трубы.
Предлагаемый способ удаления внутреннего кольцевого грата и инструмент для его осуществления позволяют удалить внутренний кольцевой грат, образовавшийся при сварке бурильной трубы с замковыми деталями, у которых внутренний диаметр циркуляционного канала замка как с ниппельного, так и с муфтового конца меньше внутреннего диаметра трубы в зоне сварного соединения, а также разделение срезанного грата на фрагменты, удобные для извлечения из бурильной трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАЛЕНИЯ ВНУТРЕННЕГО КОЛЬЦЕВОГО ГРАТА, ОБРАЗОВАВШЕГОСЯ ПРИ СВАРКЕ ТРЕНИЕМ БУРИЛЬНОЙ ТРУБЫ С ЗАМКОМ | 2008 |
|
RU2397855C1 |
| ИНСТРУМЕНТ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА И СПОСОБ ЕГО ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2410223C2 |
| Устройство для удаления внутреннего грата | 1980 |
|
SU927459A1 |
| СПОСОБ СНЯТИЯ ГРАТА С ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СВАРНЫХ ШВОВ ТРУБОПРОВОДОВ И ПОРШЕНЬ-ГРАТОСНИМАТЕЛЬ | 2005 |
|
RU2426611C2 |
| УЗЕЛ С КОЛЬЦЕВЫМ РЕЖУЩИМ ИНСТРУМЕНТОМ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ВТУЛКА И ОПРАВКА | 2014 |
|
RU2675439C2 |
| Режущий инструмент для удаления грата | 1982 |
|
SU1348120A1 |
| Устройство для удаления наружного грата со сварных обсадных труб | 1976 |
|
SU574291A1 |
| Машина для сварки трением | 1981 |
|
SU1061961A1 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1985 |
|
SU1274892A1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299106C1 |
Изобретение может быть использовано для удаления внутреннего кольцевого грата при производстве бурильных труб с приваренными трением замками, диаметр циркуляционного канала которых меньше диаметра трубы в зоне сварного соединения. Перед сваркой размещают инструмент со стороны привариваемого торца замка на расстоянии не менее 10 мм от стыка замка с трубой и срезают грат с одновременным его разделением и полным отделением от тела трубы путем продольного перемещения инструмента вдоль оси трубы. Извлекают инструмент со срезанным разделенным гратом. Инструмент выполнен сборным и состоит по меньшей мере из трех одинаковых сегментов с наружной цилиндрической поверхностью, рабочим участком с торцевой режущей кромкой и хвостовым участком. Одна боковая сторона рабочего участка сегмента выполнена в виде винтообразной поверхности, а противоположная боковая сторона сопряжена с поверхностью хвостового участка, при этом хвостовые участки сегментов в собранном виде образуют цилиндр. Торцевая режущая кромка образована пересечением боковых поверхностей рабочего участка сегмента, а боковая режущая кромка рабочего участка сегмента образована пересечением боковой винтообразной поверхности и наружной цилиндрической поверхности. Обеспечивается срезание внутреннего кольцевого грата и одновременное извлечение инструмента со срезанным гратом, разделенным на мелкие фрагменты. 2 н. и 6 з.п. ф-лы, 3 ил.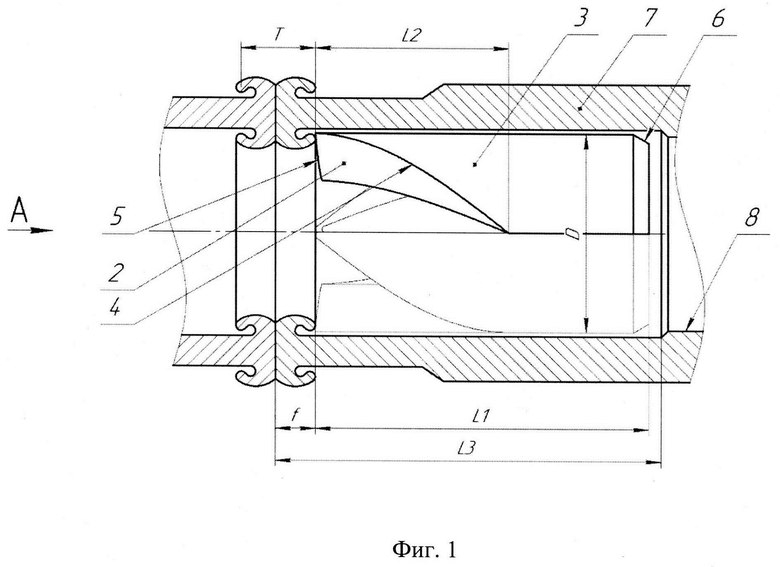
1. Способ удаления внутреннего кольцевого грата, образовавшегося при сварке трением бурильной трубы с замком, включающий размещение инструмента в полости замка перед сваркой, срезание грата с полным отделением его от тела трубы путем продольного перемещения инструмента вдоль оси трубы и извлечение инструмента, отличающийся тем, что используют сборный инструмент, состоящий по меньшей мере из трех одинаковых сегментов с рабочим и хвостовым участками, в котором одна боковая сторона рабочего участка сегмента выполнена в виде винтообразной поверхности, а противоположная боковая сторона сопряжена с поверхностью хвостового участка, при этом хвостовые участки сегментов в собранном виде образуют цилиндр, торцевая режущая кромка образована пересечением боковых поверхностей рабочего участка сегмента, а боковая режущая кромка рабочего участка сегмента образована пересечением боковой винтообразной поверхности с наружной цилиндрической поверхностью, при этом инструмент размещают со стороны привариваемого торца замка на расстоянии не менее 10 мм от стыка замка с трубой, срезание грата осуществляют с одновременным его разделением и извлекают инструмент со срезанным разделенным гратом.
2. Способ по п. 1, отличающийся тем, что используют инструмент, объем внутренней полости которого не менее объема удаляемого внутреннего кольцевого грата.
3. Способ по п. 1 или 2, отличающийся тем, что срезание кольцевого грата осуществляют одновременно и равномерно по всему периметру.
4. Способ по п. 1 или 2, отличающийся тем, что перед извлечением из трубы инструмент разъединяют на отдельные сегменты.
5. Инструмент для удаления внутреннего кольцевого грата, образовавшегося при сварке трением бурильной трубы с замком, выполненный с наружной цилиндрической поверхностью и рабочим участком с торцевой режущей кромкой, отличающийся тем, что инструмент выполнен сборным, состоящим по меньшей мере из трех одинаковых сегментов с рабочим и хвостовым участками, одна боковая сторона рабочего участка сегмента выполнена в виде винтообразной поверхности, а противоположная боковая сторона сопряжена с поверхностью хвостового участка, при этом хвостовые участки сегментов в собранном виде образуют цилиндр, торцевая режущая кромка образована пересечением боковых поверхностей рабочего участка сегмента, а боковая режущая кромка рабочего участка сегмента образована пересечением боковой винтообразной поверхности с наружной цилиндрической поверхностью.
6. Инструмент по п. 5, отличающийся тем, что на торце хвостового участка сегмента выполнена фаска.
7. Инструмент по п. 5 или 6, отличающийся тем, что длина инструмента меньше длины полости замка с увеличенным внутренним диаметром относительно диаметра его циркуляционного канала.
8. Инструмент по любому из пп. 5-7, отличающийся тем, что минимальная длина рабочего участка сегмента рассчитана по формуле:
L2=π×D/n, где
L2 - минимальная длина рабочего участка сегмента, мм,
D - диаметр инструмента, мм,
n - число сегментов инструмента.
| СПОСОБ УДАЛЕНИЯ ВНУТРЕННЕГО КОЛЬЦЕВОГО ГРАТА, ОБРАЗОВАВШЕГОСЯ ПРИ СВАРКЕ ТРЕНИЕМ БУРИЛЬНОЙ ТРУБЫ С ЗАМКОМ | 2008 |
|
RU2397855C1 |
| ИНСТРУМЕНТ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА И СПОСОБ ЕГО ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2410223C2 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ВНУТРЕННЕГО ГРАТА НА ТРУБАХ ПОСЛЕ СВАРКИ | 2003 |
|
RU2257989C2 |
| Гратосниматель | 1989 |
|
SU1660920A1 |
| JP 2000218394 A1, 08.08.2000. | |||

