ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к узлу с кольцевым режущим инструментом для сглаживания внутренней поверхности сварной трубы.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
В вышеуказанной области техники, вспомогательный инструмент для закрепления инструмента, имеющего большую площадь контактной поверхности, которая входит в контакт с наклонной поверхностью кольцеобразного инструмента, раскрыт в каждом из патентных документов 1 и 2. Задача этого вспомогательного инструмента состоит в обеспечении режущего инструмента для грата на внутренней поверхности, который позволяет использовать даже обычный плоский болт, независимо от размера кольцеобразного инструмента, и может прочно закрепить кольцеобразный инструмент с большой площадью контакта.
ПЕРЕЧЕНЬ ЦИТИРУЕМЫХ ДОКУМЕНТОВ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0003] Патентный документ 1: Опубликованная заявка на патент Японии № 2000-263128.
Патентный документ 2: Опубликованная заявка на патент Японии № 2001-239402.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ЗАДАЧА
[0004] В каждой из технологий, описанных в вышеприведенных документах, однако, возникает ошибка при обработке или ошибка при сборке, так что форма внутренней изогнутой поверхности выемки вспомогательного инструмента не полностью совпадает с внешней окружной поверхностью кольцевого инструмента, и это ограничивает контакт с кольцевым инструментом. При срезании грата на внутренней поверхности, поэтому, напряжение изгиба возникает в кольцевом инструменте, и это делает кольцевой инструмент легким к разрушению, чем когда кольцевой инструмент непосредственно закрепляется в круглом отверстии без использования вспомогательного инструмента. Когда срок службы кольцевого инструмента является, таким образом, коротким, стоимость производства сварных труб увеличивается, так что технологию по патентному документу 1 практически очень трудно использовать.
[0005] Настоящее изобретение позволяет обеспечить технологию для решения описанной выше проблемы.
РЕШЕНИЕ ЗАДАЧИ
[0006] В первом аспекте настоящего изобретения предлагается
Узел с кольцевым режущим инструментом, который удерживается на дальнем концевом участке оправки, вводимой в изготавливаемую сварную трубу с ближней стороны положения сварки, и используется для срезания грата, образованного на внутренней поверхности сварной трубы,
при этом узел с кольцевым режущим инструментом образован посредством установки кольцевого инструмента, имеющего кольцеобразный резец, во втулке, имеющей круглое отверстие для удержания внешней периферии кольцевого инструмента.
[0007] В другом аспекте настоящего изобретения предлагается узел с кольцевым режущим инструментом, в котором кольцевой инструмент выполнен колоннообразной формы, имеющей наклонную верхнюю поверхность, и верхняя поверхность втулки наклонена больше, чем наклонная верхняя поверхность кольцевого инструмента.
[0008] В еще одном аспекте настоящего изобретения предлагается узел с кольцевым режущим инструментом, в котором втулка выполнена колоннообразной формы, имеющей внутренний диаметр, который меньше наружного диаметра кольцевого инструмента при комнатной температуре, а узел с кольцевым режущим инструментом образован посредством установки кольцевого инструмента во втулке так, что сжимающее усилие прикладывается в направлении окружности кольцевого инструмента.
[0009] В еще одном аспекте настоящего изобретения предлагается узел с кольцевым режущим инструментом, в котором втулка имеет многоугольную внешнюю периферийную форму.
[0010] В еще одном аспекте настоящего изобретения предлагается втулка, используемая в вышеупомянутом узле с кольцевым режущим инструментом.
[0011] В еще одном аспекте настоящего изобретения предлагается оправка, включающая в себя вышеуказанный узел с кольцевым режущим инструментом.
[0012] В еще одном аспекте настоящего изобретения предлагается способ изготовления выше узла с кольцевым режущим инструментом, характеризующийся тем, что кольцевой инструмент закрепляют на втулке посредством выполнения горячей посадки, холодной посадки или прессовой посадки во втулку.
ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ
[0013] Настоящее изобретение может продлить срок службы кольцевого инструмента, а также улучшить производительность сварной трубы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0014] Фиг. 1 представляет собой вид, показывающий конструкцию установки для изготовления сварной трубы согласно первому варианту осуществления настоящего изобретения;
Фиг. 2 представляет собой вид в перспективе, показывающий конструкцию инструментального суппорта согласно первому варианту осуществления настоящего изобретения;
Фиг. 3 представляет собой вид в разрезе, показывающий конструкцию инструментального суппорта согласно первому варианту осуществления настоящего изобретения;
Фиг. 4 представляет собой вид сбоку, показывающий конструкцию инструментального суппорта согласно первому варианту осуществления настоящего изобретения;
Фиг. 5 представляет собой вид, показывающий конструкцию узла с кольцевым режущим инструментом согласно первому варианту осуществления настоящего изобретения;
Фиг. 6 представляет собой вид, показывающий конструкцию узла с кольцевым режущим инструментом согласно второму варианту осуществления настоящего изобретения;
Фиг. 7 представляет собой вид в перспективе, показывающий конструкцию инструментального суппорта согласно второму варианту осуществления настоящего изобретения;
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0015] Предпочтительные варианты осуществления настоящего изобретения далее будут описаны подробно со ссылкой на чертежи. Следует отметить, что относительное расположение компонентов, числовые выражения и числовые значения, изложенные в этих вариантах осуществления, не ограничивают объем настоящего изобретения, если это специально не оговорено иным образом.
[0016] [ПЕРВЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ]
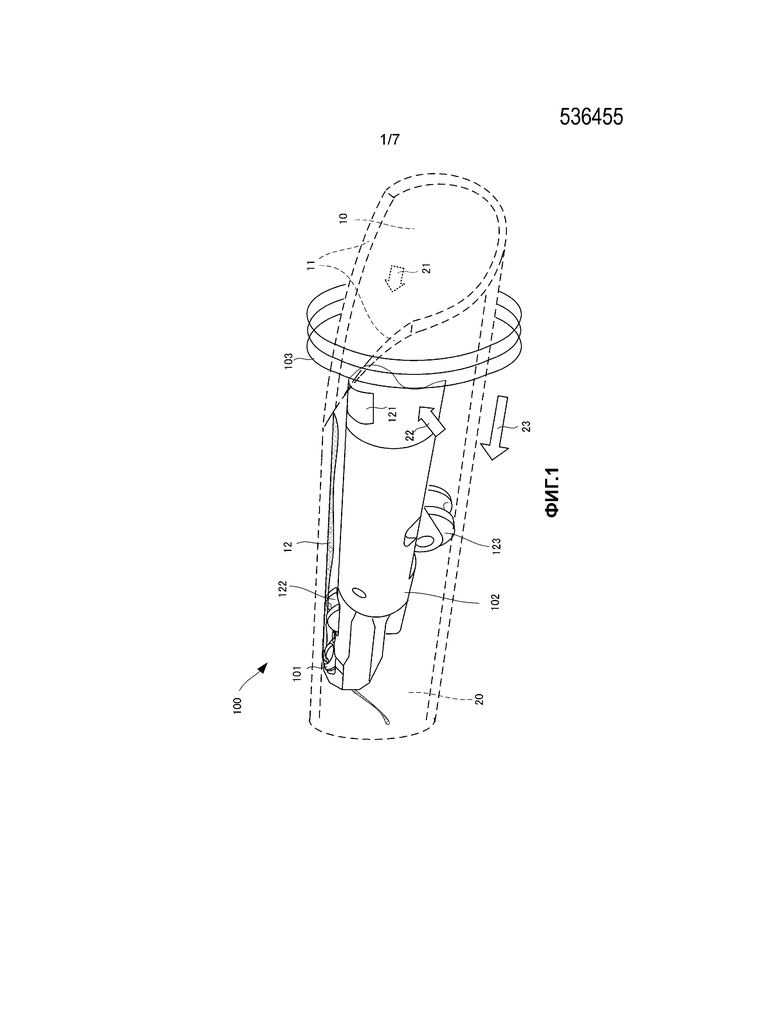
Установка 100 для изготовления сварной трубы, использующая узел 101 с кольцевым режущим инструментом в качестве первого варианта осуществления настоящего изобретения, и помещаемый по периферии внутренней поверхности участка срезания грата будет пояснена со ссылкой на фиг. 1. На периферии внутренней поверхности срезаемого участка грата, установка 100 для изготовления сварной трубы включает в себя узел 101 с кольцевым режущим инструментом, оправку 102 и нагревательную катушку 103.
Установка 100 для изготовления сварной трубы передает металлическую полосу в направлении стрелки 23, в то время как изгибающая обрабатывающая машина (не показана) прикладывает усилие к металлической полосе в направлении стрелок 21 и 22, тем самым формируя металлическую полосу в форму открытой трубы 10.
[0018] Затем, два направленных в ширину концевых участка 11 открытой трубы 10 нагреваются посредством введения открытой трубы 10 между нагревательной катушкой 103 и ферритовым сердечником 121, и сплавляются посредством стыковой сварки, тем самым, формируя сварную трубу 20. Хотя этот вариант осуществления использует контактную электросварку посредством нагревательной катушки, может быть также использован другой способ.
[0019] При способе изготовления сварных труб 20, как описано выше, выступающий грат 12 внутренней поверхности образуется на сварном участке внутренней поверхности трубы. Если грат 12 внутренней поверхности остается неудаленным, точность размеров поверхности и точность толщины, соответствующие требуемым спецификациям, не могут быть получены.
[0020] Соответственно, срезание грата осуществляется с использованием узла 101 с кольцевым режущим инструментом, тем самым сглаживая внутреннюю поверхность сварной трубы 20. Узел 101 с кольцевым режущим инструментом удерживается на дальнем дистальном конце оправки 102. Оправка 102 вводится в изготавливаемую сварную трубу, т.е. в открытую трубу 10 с ближней стороны положения сварки.
[0021] Ролики 122 и 123 установлены с возможностью вращения на верхней периферийной поверхности и нижней периферийной поверхности оправки 102, и удерживают оправку 102 в заданном положении в сварной трубе 20. Канавка для создания прохода грата 12 внутренней поверхности образована в среднем участке верхнего ролика 122.
[0022] Так как ролик 123 регулирует высоту, узел 101 с кольцевым режущим инструментом срезает грат 12 внутренней поверхности при прижатии к внутренней поверхности сварной трубы 20 с заданным давлением в заданном положении.
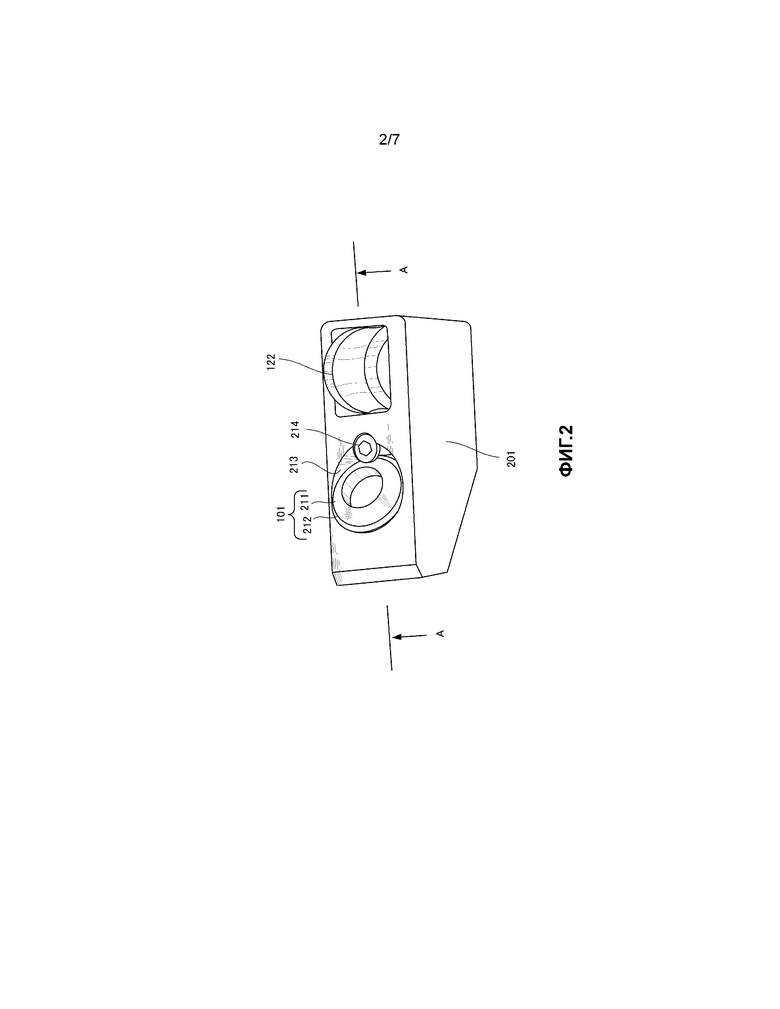
[0023] Фиг. 2 представляет собой схематичный вид в перспективе, показывающий, сверху, инструментальный суппорт (держатель инструмента) 201, на котором узел 101 с кольцевым режущим инструментом прикреплен на дистальном концевом участке оправки 102.
[0024] Узел 101 с кольцевым режущим инструментом имеет конструкцию, в которой кольцевой инструмент 211 устанавливается внутри кольцеобразной втулки 212. Кольцевой инструмент 211 образован посредством порошковой металлургии, например, из вольфрама, и выполнен цилиндрической формы с кольцеобразным резцом на внутренней периферии наклонной верхней поверхности.
[0025] Кольцевой инструмент 211 является прочным против сжатия, но слабым против изгиба. С другой стороны, когда кольцеобразная втулка 212 удерживает внешнюю периферию кольцевого инструмента 211, сжимающее напряжение может быть приложено в направлении окружности кольцевого инструмента 211 заблаговременно. Даже когда растягивающее напряжение действует на кольцевой инструмент, поэтому, напряжение в значительной степени ослаблено, и это в значительной степени уменьшает разрушение кольцевого инструмента 211. Это дает возможность использовать кольцевой инструмент 211 сам по себе в течение длительного периода времени, а также значительно повысить производительность и объем выпуска сварной трубы.
[0026] Кроме того, даже когда кольцевой инструмент 211 частично выкрошен или растрескивается, полное разрушение может быть предотвращено, поскольку втулка 212 прочно удерживает кольцевой инструмент 211 вблизи от поверхности резца. Кроме того, даже в случае разрушения кольцевого инструмента 211, втулка срезает грат в течение короткого промежутка времени. Это может предотвратить грат от столкновения с инструментальным суппортом 201, а также может способствовать продлению срока службы инструментального суппорта 201.
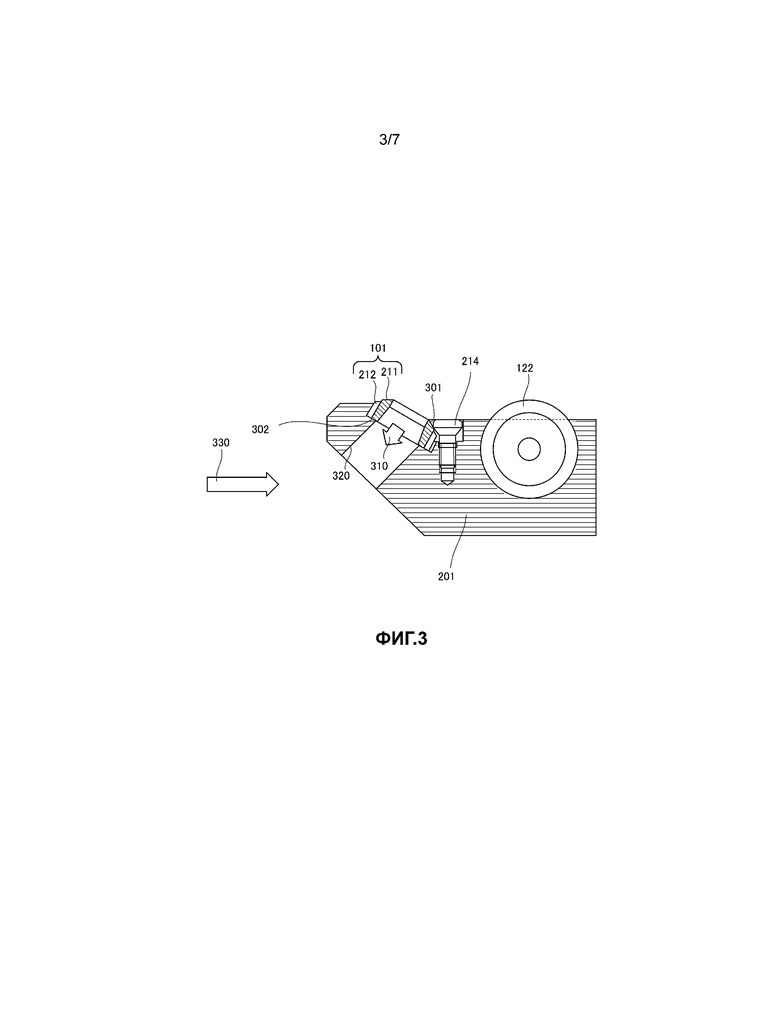
[0027] Фиг. 3 представляет собой схематичный вид в разрезе, выполненный вдоль линии А-А на фиг. 2. Кольцевой инструмент 101 установлен в выемке 213, и закреплен посредством болта (винта) 214, с тем, чтобы не выпадать. Головка болта 214 упирается в наклонную верхнюю поверхность 301 кольцевого инструмента 211, и прижимает узел 101 с кольцевым режущим инструментом в направлении стрелки 310. Следовательно, нижняя поверхность узла 101 с кольцевым режущим инструментом плотно прижимается к нижней поверхности 302 выемки 213, и положение узла 101 с кольцевым режущим инструментом стабилизируется. Грат, срезанный посредством кольцевого инструмента 211, выходит через круглое отверстие 320, образованное в нижней поверхности 302 выемки 213. Поскольку узел 101 с кольцевым режущим инструментом поворачивается в выемке 213, один узел 101 с кольцевым режущим инструментом может быть использован для срезания грата в течение длительного времени. Выбор времени, при котором узел 101 с кольцевым режущим инструментом поворачивается, определяется, когда кольцевой инструмент 211 имеет сколы или использовался в течение заданного времени. При повороте кольцевого инструмента 211, болт 214 ослабляется, и кольцевой инструмент 211 поворачивается вместе с узлом 101 с кольцевым режущим инструментом в выемке 213.
[0028] Верхняя поверхность втулки 212 наклонена почти под тем же углом, что и наклонная верхняя поверхность 301 кольцевого инструмента 211, или наклонена больше, чем наклонная верхней поверхность кольцевого инструмента. Соответственно, втулка не сталкивается с гратом, когда кольцевой инструмент 211 находится в нормальном состоянии. С другой стороны, если кольцевой инструмент 211 разрушился, втулка 212 может одна эффективно срезать грат в течение заданного времени.
[0029] Следует отметить, что головка болта 214 находится в контакте с верхней поверхностью 301 кольцевого инструмента 211 на фиг. 3, но настоящее изобретение не ограничивается этим. Головка болта 214 может также примыкать против верхней поверхности втулки 212.
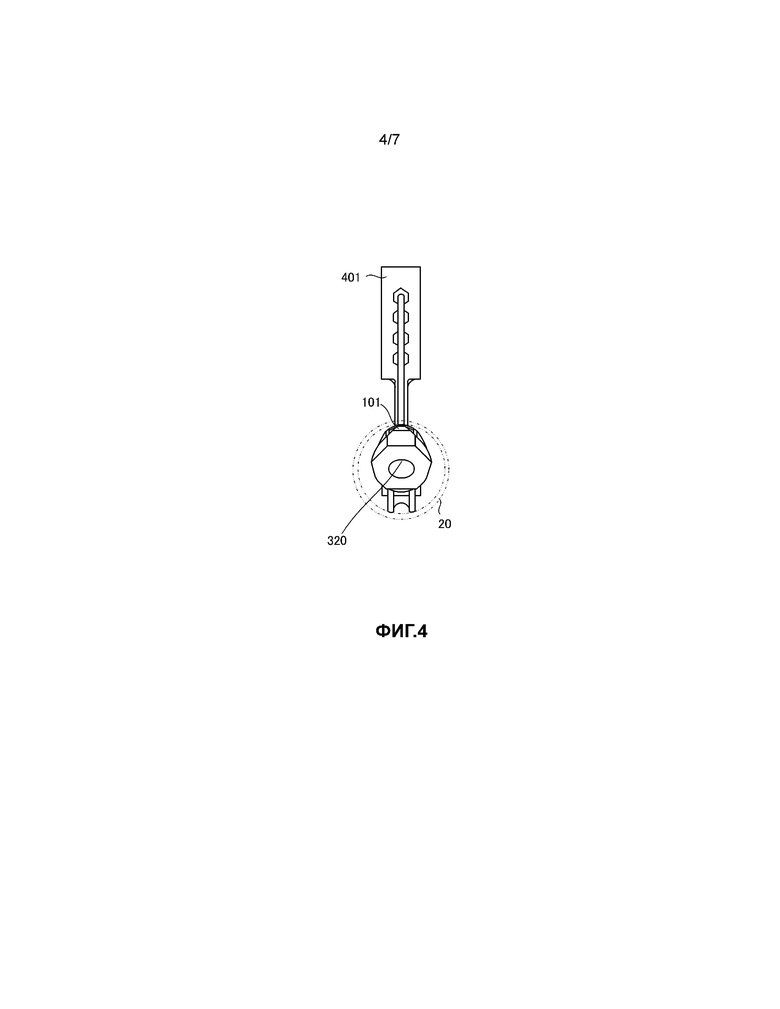
[0030] Фиг. 4 представляет собой вид сбоку, показывающий оправку 102 в направлении стрелки 330 на фиг. 3. Оправка 102 закреплена опорным элементом 401. Внутренняя поверхность грата, срезаемая посредством кольцевого инструмента, выходит в сварную трубу 20 непосредственно из круглого отверстия 320, или после разрубания посредством средства удаления грата (не показан).
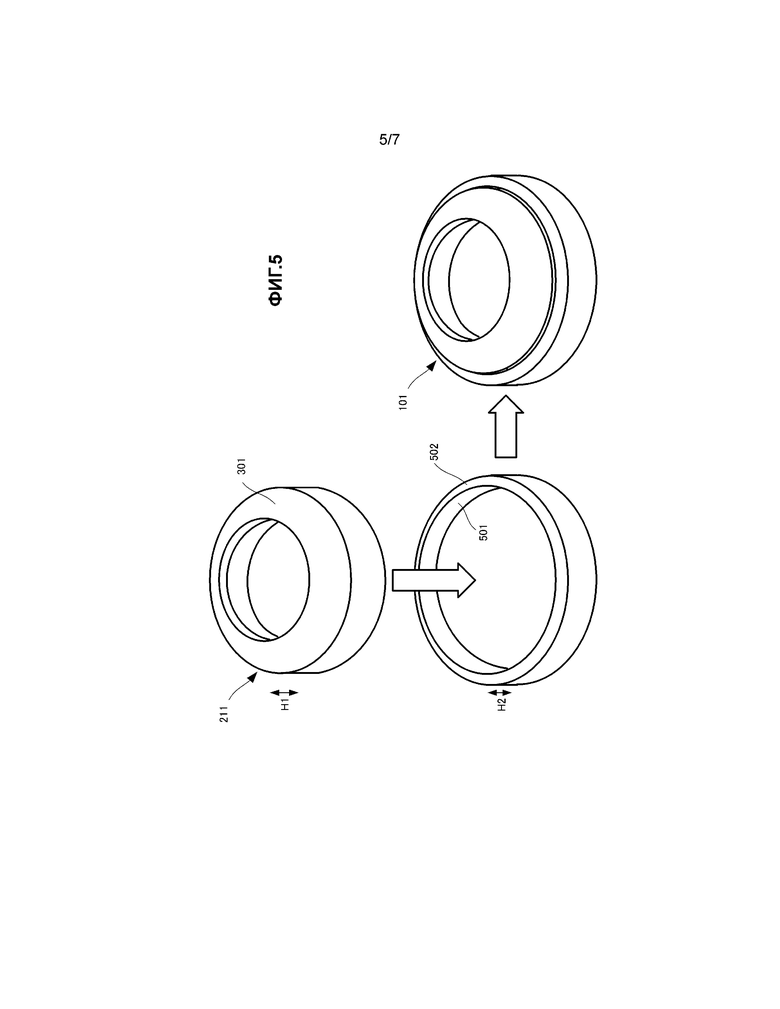
[0031] Фиг. 5 представляет собой вид для пояснения способа изготовления узла 101 с кольцевым режущим инструментом.
[0032] Втулка 212 имеет круглое отверстие 501 для удержания внешней окружной поверхности кольцевого инструмента 211 путем поверхностного контакта. Круглое отверстие 501 имеет внутренний диаметр меньше, чем внешний диаметр кольцевого инструмента 211 при комнатной температуре. Кольцевой инструмент 211 установлен (посредством горячей посадки) во втулке 212, расширенной посредством нагрева и естественного охлаждения, тем самым устанавливая втулку с тем, чтобы приложить сжимающее усилие в направлении окружности кольцевого инструмента и образовывая узел 101 с кольцевым режущим инструментом. Тем не менее, настоящее изобретение не ограничивается этим способом изготовления, а также может использоваться холодная посадка или прессовая посадка. Втулка 212 выполнена колоннообразной формы, имеющей наклонную верхнюю поверхность 502 посредством использования материала, имеющего прочность относительно более высокую, чем внутренняя поверхность грата, имеющая высокую вязкость. Втулка 212, как правило, нерасцарапывается после использования кольцевого инструмента, и, следовательно, повторно используется путем установки другого кольцевого инструмента до тех пор, пока эффект опрессовки не уменьшается.
[0033] Верхняя поверхность 502 втулки 212 наклонена почти под тем же углом, что и наклонная верхняя поверхность 301 кольцевого инструмента 211. Кроме того, как показано на фиг. 3, высота Н2 втулки 212 выполнена меньше, чем высота H1 кольцевого инструмента 211.
[0034] Как правило, режущая кромка кольцевого инструмента постепенно изнашивается во время срезания грата, вызывая небольшие растрескивания или сколы при повышении нагрузки, а также разрушения, когда используется удержание. Режущая кромка иногда сразу разрушается при срезании большого грата или инородного тела. Обычно, когда режущая кромка кольцевого инструмента частично изношена, кольцевой инструмент поворачивается и используется повторно. Тем не менее, кольцевой инструмент не может быть повторно использован посредством поворота, если кольцевой инструмент разрушается. В этом варианте осуществления, даже когда кольцевой инструмент разрушается, втулка сохраняет форму кольцевого инструмента, так что кольцевой инструмент, может быть, повернут и повторно использован посредством использования нормальной режущей кромки. Кроме того, в этом варианте осуществления, опрессовка для сжатия может быть применена к кольцевому инструменту. Таким образом, даже если большая нагрузка действует, когда кольцевой инструмент находится в использовании, и растягивающее усилие приложено, растягивающее усилие компенсируется опрессовкой, так что разрушение почти не происходит вообще. Кроме того, сама втулка может воспринимать грат в течение короткого промежутка времени. Это позволяет предотвратить грат от непосредственного примыкания к инструментальному суппорту и его повреждения.
[0035] То есть, как описано выше, этот вариант осуществления может продлить срок службы кольцевого инструмента, предотвратить разрушение инструментального суппорта, а также улучшить эффективность производства сварной трубы.
[0036] [ВТОРОЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ]
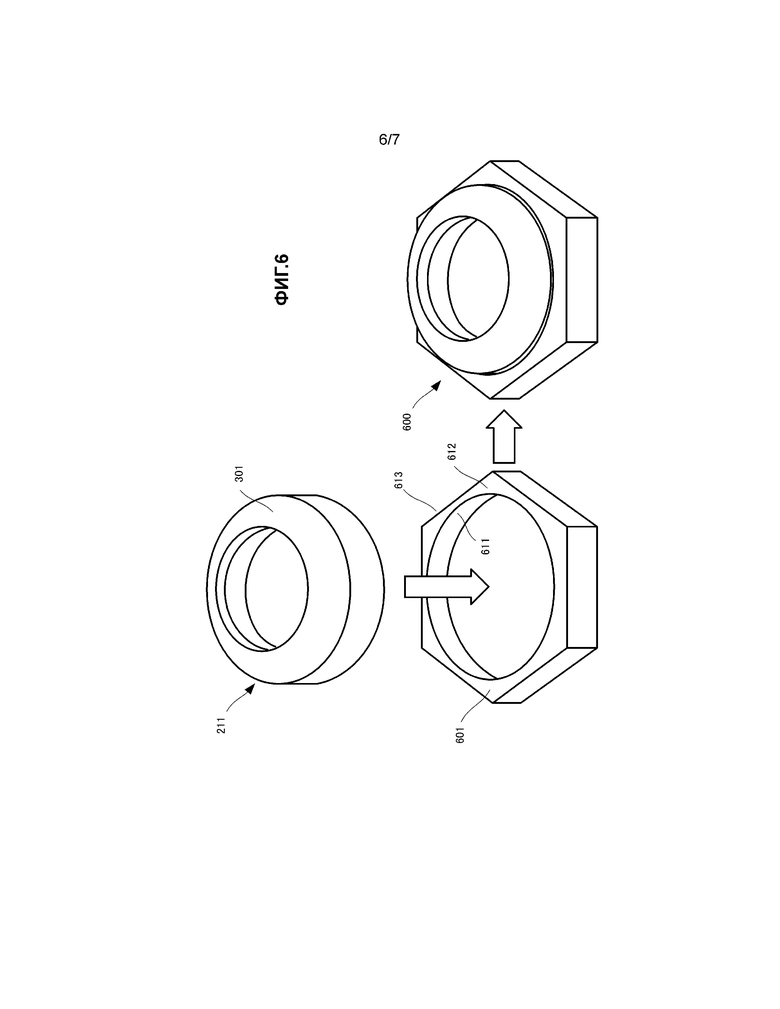
Узел 600 с кольцевым режущим инструментом согласно второму варианту осуществления настоящего изобретения будет описан ниже со ссылкой на фиг. 6 и 7. На Фиг. 6 и 7 представлен узел 600 с кольцевым режущим инструментом и способ для его изготовления согласно этому варианту осуществления.
[0037] Узел 600 с кольцевым режущим инструментом в соответствии с этим вариантом осуществления отличается от приведенного выше первого варианта осуществления тем, что втулка 601 имеет шестиугольную внешнюю периферию 613. Остальная часть устройства и операции являются такими же, как и в первом варианте осуществления, так что одни и те же ссылочные позиции обозначают одинаковые элементы и операции, и их подробное описание будут опущены.
[0038] Внешняя периферийная поверхность втулки 601 имеет форму правильного шестиугольника, если смотреть сверху. С другой стороны, внутренняя окружная поверхность 611 втулки 601 образована так, чтобы иметь форму и размеры, чтобы подходить к внешней периферийной поверхности кольцевого инструмента 211, как и в первом варианте осуществления. Кроме того, верхняя поверхность 612 втулки 601, наклонена под тем же углом, что и верхняя поверхность 631 кольцевого инструмента 211, как и в первом варианте осуществления.
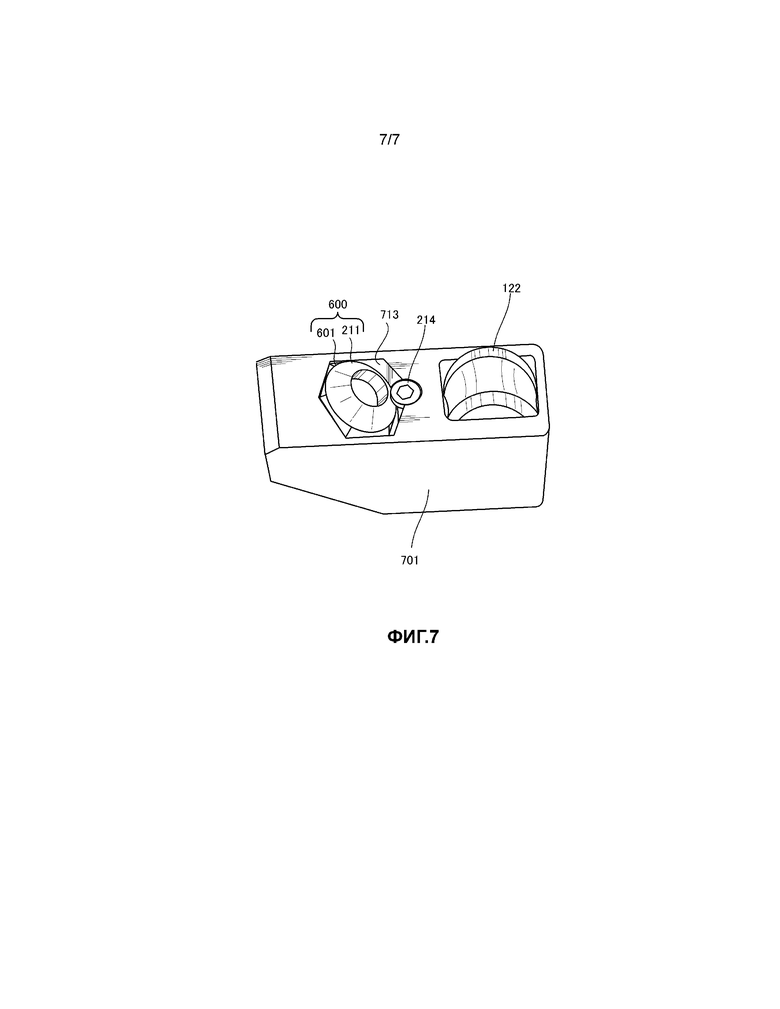
[0039] Как показано на фиг. 7, инструментальный суппорт 701 согласно этому варианту осуществления включает в себя выемку для установки узла инструмента, имеющую правильную шестиугольную форму.
[0040] При изменении контактного положения резца посредством поворота узла 600 с кольцевым режущим инструментом, втулка 601 согласно этому варианту осуществления может изменить положение на шесть частей с равными интервалами. То есть можно точно повернуть кольцевой инструмент 211 на 60 градусов за один раз. Это позволяет точно выполнить поворот кольцевого инструмента, который обычно выполняется интуитивно.
[0041] Следует отметить, что пример, в котором внешняя периферия втулки имеет шестиугольную форму, был пояснен в этом варианте осуществления, однако настоящее изобретение не ограничивается этим, и наружная окружная форма может также быть другим многоугольником или эллипсом.
[0042] [ДРУГИЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ]
Хотя настоящее изобретение было описано с ссылкой на примеры осуществления, следует понимать, что изобретение не ограничено раскрытыми примерами осуществления. Объем следующей формулы изобретения будет соответствовать расширенному толкованию для того, чтобы охватывать все такие модификации, эквивалентные структуры и функции.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СВАРНОЙ ТРУБЫ И СПОСОБ ПРОИЗВОДСТВА СВАРНОЙ ТРУБЫ | 2017 |
|
RU2712147C1 |
| СПОСОБ, СИСТЕМА И УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ, ОБРАБОТКИ ИЛИ ЭКСПЛУАТАЦИИ МНОГОПЛАСТОВОЙ СКВАЖИНЫ | 2007 |
|
RU2417312C2 |
| Устройство для удаления внутреннего грата | 1980 |
|
SU927459A1 |
| Машина для сварки трением | 1981 |
|
SU1061961A1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ВНУТРЕННЕГО ГРАТА НА ТРУБАХ ПОСЛЕ СВАРКИ | 2003 |
|
RU2257989C2 |
| УСТРОЙСТВО И СПОСОБЫ ГЕРМЕТИЗАЦИИ СТВОЛА ПОДЗЕМНОЙ СКВАЖИНЫ И ВЫПОЛНЕНИЯ НА ТРОСЕ ДРУГИХ СКВАЖИННЫХ ОПЕРАЦИЙ ВРАЩЕНИЯ | 2010 |
|
RU2559255C2 |
| Способ удаления внутреннего кольцевого грата, образовавшегося при сварке трением бурильной трубы с замком, и инструмент для его осуществления | 2023 |
|
RU2820230C1 |
| СПОСОБ СНЯТИЯ ГРАТА С ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СВАРНЫХ ШВОВ ТРУБОПРОВОДОВ И ПОРШЕНЬ-ГРАТОСНИМАТЕЛЬ | 2005 |
|
RU2426611C2 |
| РАЗЪЕМНЫЙ ТОКАРНЫЙ СТАНОК | 2009 |
|
RU2480312C2 |
| ВТУЛКА С ГОРЯЧЕЙ ПОСАДКОЙ ДЛЯ ИНСТРУМЕНТАЛЬНОЙ ОПРАВКИ | 2008 |
|
RU2438835C1 |
Узел содержит кольцевой режущий инструмент, который удерживается на дальнем концевом участке оправки, вводимой в изготавливаемую сварную трубу, и используется для непрерывного срезания наплавного валика, образованного на внутренней поверхности сварной трубы. При этом узел с кольцевым режущим инструментом образован посредством установки кольцевого инструмента, имеющего кольцеобразный резец, во втулку, имеющую круглое отверстие, для удержания внешней периферии кольцевого инструмента. Достигается продление срока службы кольцевого инструмента, а также улучшение производительности сварной трубы. 1 з.п. ф-лы, 7 ил.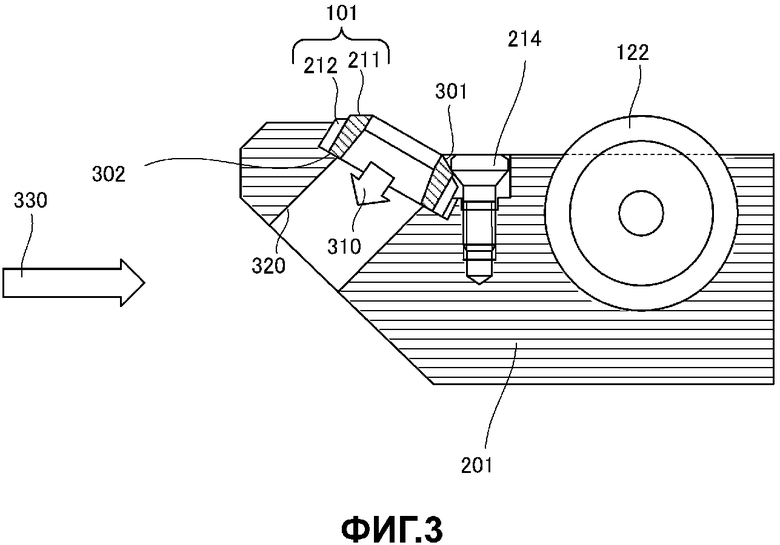
1. Узел для срезания грата с внутренней поверхности сварной трубы, предназначенный для установки на концевом участке оправки, вводимой в изготавливаемую сварную трубу, содержащий кольцевой режущий инструмент и втулку, имеющую круглое отверстие для удержания внешней поверхности кольцевого инструмента так, чтобы сжимающее усилие прикладывалось в направлении окружности кольцевого режущего инструмента, при этом кольцевой режущий инструмент выполнен цилиндрической формы, имеющей наклонную верхнюю поверхность, а втулка выполнена с верхней наклонной поверхностью, угол наклона которой равен или больше угла наклона верхней поверхности кольцевого режущего инструмента.
2. Узел по п. 1, в котором втулка имеет многоугольную внешнюю периферийную поверхность.
| JP 2001239402 A, 04.09.2001 | |||
| Способ установки твердосплавной вставки в стальную обойму | 1988 |
|
SU1540999A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 1996 |
|
RU2100169C1 |
| ДЕРЖАВКА РЕЗЦА И РЕЖУЩАЯ ВСТАВКА ДЛЯ НЕЕ (ВАРИАНТЫ) | 2005 |
|
RU2379159C2 |
| Способ изготовления твердосплавного инструмента | 1977 |
|
SU643276A1 |

