Изобретение относится к области обработки металлов давлением и может быть использовано в машиностроении и авиационной промышленности при изготовлении крупногабаритных деталей из обечаек.
Известен гидравлический пресс преимущественно для калибровки и формообразования обечаек, содержаш,ий расположенный на станине силовой цилиндр, конусную оправку, внутри которой размешена тяга, связанная одним концом с поршнем цилиндра, а другим - с прижимом, а также траверсу с пуансоном в виде разжимных секторов, взаимодействующих с конусной оправкой 1.
Прижим упирается в тогрцовые поверхности секторов и осуществляет их осевое перемещение относительно конусной оправки. Траверса с установленными на ней прижимными секторами поддерживается снизу прижи;мной шпилькой, упирающейся в траверсу с тягой.
Педостаток пресса заключается в том, что при изготовлении деталей на прессе данной конструкции наблюдается интенсивное утонение материала заготовок на наиболее деформи1рованных участках, которое достигает 15-20% от первоначальной толщины заготовки и приводит к снижению несущей способности детали. Для уменьщения влияния утонения материала заготовки на несущую способность детали увеличивают толщину заготовки, что приводит к увеличению металлоемкости детали. Кроме того, на данном прессе детали со сложным профилем можно получить только за несколько переходов (и с промежуточным отжигом, что увеличивает трудоемкость их изготовления.
10
Недостаток конструкции известного пресса заключается в том, что оно не позволяет осуществлять калибровку детали в осевом направлении (по высоте), так как траверса, раздвижные секторы, тяга, при15жим и заготовка пе|ремещают с одинаковыми скоростями. В некоторых случаях это приводит к необходимости введения дополнительных операций, что увеличивает трудоемкость изготовления деталей.
Цель предлагаемого изобретения - рас20ширение технологических возможностей и повышение качества изделий.
Указанная цель достигается тем, что пресс, содержащий расположенный на ста25нине силовой цилиндр, конусную оправку, внутри которой размещена тяга, связанная одним концом с поршнем цилиндра, а другим - с прижимом, а также траверсу с раздвижными секторами, взаимодействую30щими с конусной оправкой, снабжен размещенными на станине цилиндрами противодавления, штоки которых связаны с траверсой, а прижим выполнен в виде диска, при этом диск выполнен с диаметро-м, большим диаметра (кали,бруемого изделия.
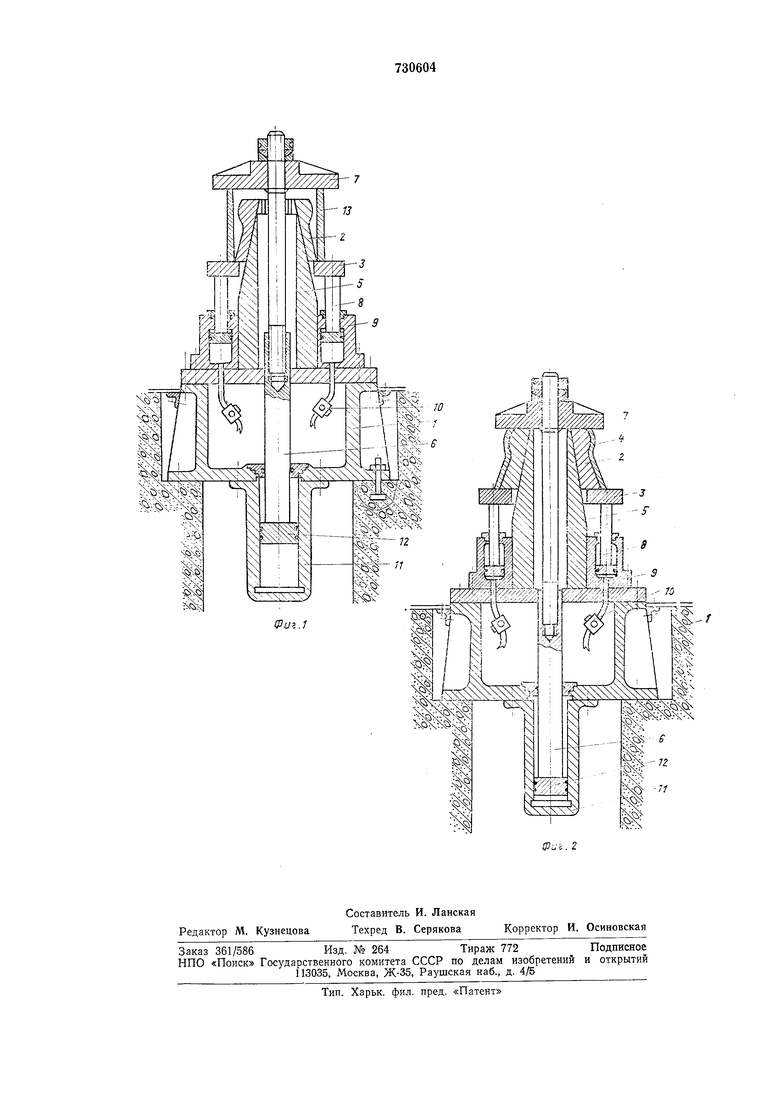
На фиг. 1 представлен пресс в начальный момент деформирования, разрез; на фиг. 2 - то же, в момент окончания деформирования.
Пресс для калибровки и формообразования обечаек состоит из станины 1 и пуансона, состоящего из разж1имных секторов 2, установленных на траверсе 5. Внешний контур секторов соответствует внутреннему контуру обода готовой детали 4.
Разж1имные секторы насажены на конусную оправку 5, внутри которой находится тяга 6. На верхнем конце тяги 6 крепится прижим 7. Траверса установлена на штоках поршней 8 гидроцилиндров противодавления 9, которые закреплены на станине 1 и имеют редукционные клапаны 10.
Для осуш,ествления рабочего хода пресс снабжен силовым гидроцилиндром //, поршень 12 которого связан с тягой 6.
Пресс работает следующим образом.
Заготовка 13 устанавливается на упоры подвижных секторов 2. После установки заготовки подается жидкость в верхнюю полость силового гидроцилиндра //. Под давлением жидкости поршень 12 опускается и тянет вниз тягу 6. Как только приж«м 7 коснется заготовки 13 вступают в работу гидроцилиндры противодавления 9. Давление прижима 7 через заготовку 13, траверсу 3 и штоки поршней 8 передается на жидкость, находящуюся в нижней полости гидроцилиндров противодавления 9. Величина противодавления регулируется редукционными клапанами 10 в зависимости от конфигурации п размеров детали и механических характеристик материала заготовки. При дальнейшем движении прижима 7 вниз заготовка давит на траверсу 3, которая, преодолевая сопротивление пидроцилиндров противодавления 9, перемещается вниз. Конусная оправка 5 раздвигает в радиальном направлении разжимные секторы 2, которые деформируют заготовку 13, при этом в момент окончания деформации разжимные секторы пуансона и верхний
торец конусной оправки располагаются в одной плоскости. После окончания деформирования поршень 12 поднимает тягу 6 с прижимом 7 и возвращается в исходное положение, как и щтоки паршней 8 гидроцилиндров противодавления 9 с траверсой 3 и разжиимными секторами 2.
Формула изобретения
Гидравлический пресс преимущественно для калибровки и формообразования обечаек, содержащий расположенный на станине силовой цилиндр, конусную оправку, внутри которой размещена тяга, связанная одним концом с поршнем цилиндра, а другим - с прижимом, а также траверсу с пуансоном в виде разжимных секторов, взаимодействующих с жонусной опправкой, отличающийся тем, что, с
целью расщирения технологических возмолшостей и повышения качества изделий, он снабжен размещенными на станине цилиндрами противодавления, штоки которых связаны с траверсой, а прижим выполнен в виде диска, при этом диск выполнен с диаметром, больщим диаметра калибруемого изделия.
Источник информации, принятый во внимание при экспертизе:
1. Бутузов Е. А. Специальные виды штамповки. М., «Высшая школа, 1963, с. 133-136, рис. 118.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формообразования и калибровки листовых деталей замкнутого контура | 1986 |
|
SU1400728A1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| Устройство для подачи заготовок в зону обработки | 1981 |
|
SU1091968A1 |
| Гидромеханический экспандер дляКАлибРОВКи ОбЕчАЕК | 1979 |
|
SU822952A1 |
| Гидравлический пресс | 1978 |
|
SU877879A1 |
| Установка для гидравлической раздачи кольцевой заготовки | 1974 |
|
SU523740A1 |
| Система управления гидравлическим прессом | 1979 |
|
SU928745A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1998 |
|
RU2172221C2 |
| Пресс для глубокой вытяжки листовых деталей | 2015 |
|
RU2619421C2 |
| МАШИНА ДЛЯ ПОЛУЧЕНИЯ ДНИЩА СОСУДОВ | 2005 |
|
RU2296642C2 |