со
со
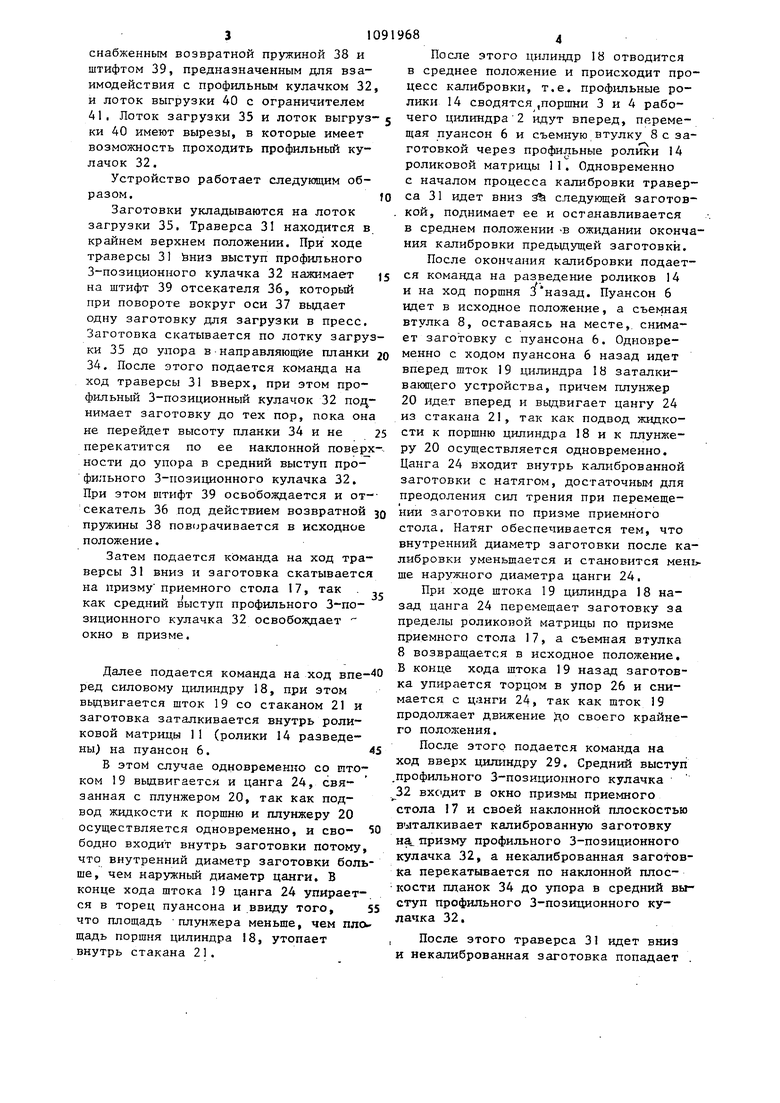
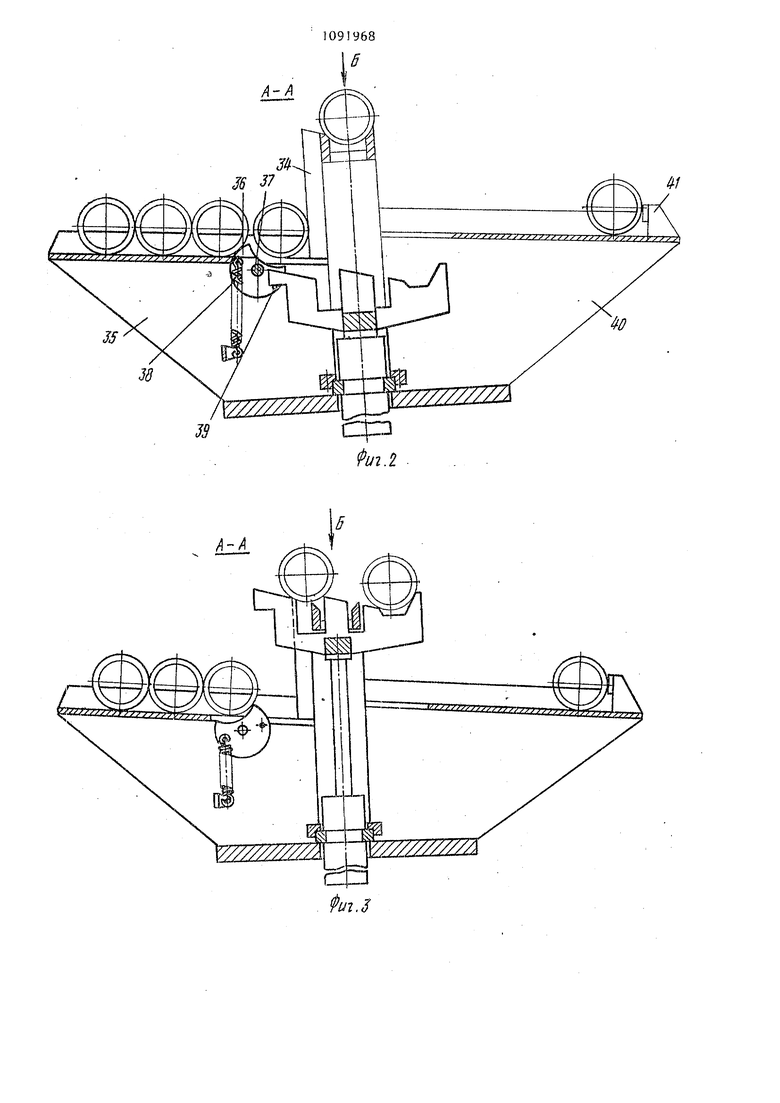
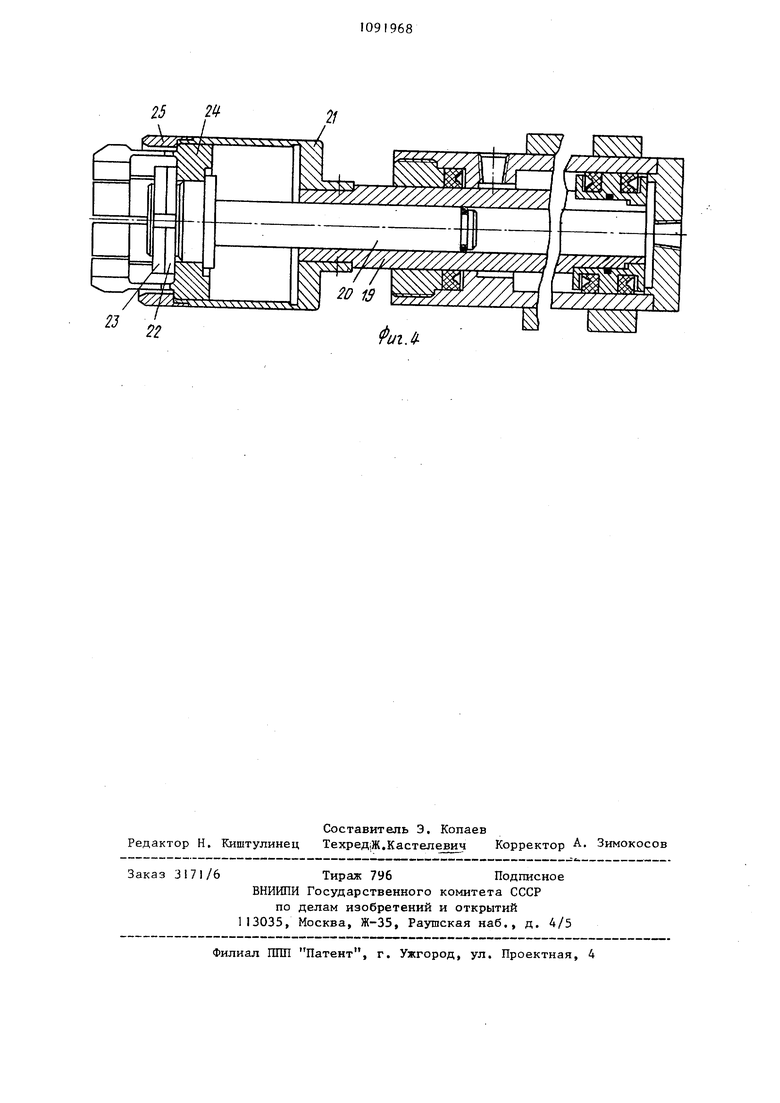
Изобретение относито к оЕ:работке металлов давлением, а именно к устройствам для подачи заготовок в зону обработки их на прокатных станах, правильных и калибровочных прессах., Известно устройство для подачи заготовок в зону обработки, преимущественно правильно-растяяшой машины,- содержащее смонтированную на ста нина раму с механизмом загрузки и выгрузки, которые выполнены в виде наклонного к горизонтальной плоскост лотка выгрузки, подъемной траверсы, вертикального гидроцилиндра, шток которого жестко связан с траверсой, и рычажного отсекателя, взаимодействующего с подъемной траверсой 11. Недостатком известного устройства является отсутствие накопителя деталей, обеспечивающего необходимое их количество для непрерывной подачи к зоне обработки. Кроме того, в извест ном устройстве отсутствует таюке механизм задачи и извлечения детали из зоны обработки.В связи с этим устройство не может обеспечить высокую производительность процесса. Цель изобретения - повьшение прои водительности . Указанная цель достигается тем, что в устройстве для подачи заготово в зону обработки, содержащем установ ленные на раме нахшонно к горизонтальной плоскости лоток загрузки и лоток выгрузки, приемньш стол, горИ зонтальный силовой гидроцилиндр с кателем на его штоке, установленную с возмол ностыо вертикального перемещения относительно стола подъемную траверсу, жестко связанную со штоком гидроцилиндра, и смонтированный на лотке загрузки с возможностью взаимодействии с подъемной траверсой и п ворота относительно оси монтажа, отсекатель, в штоке горизонтального силового гидроцилиндра вьшолнено соосно с ним цилиндрическое отверстие, толкатель выполнен в виде полого стакана в располо 1;енной в его внутре ней полости с возможностью возвратно поступательного перемещения разжимно цанги, при этом в цилиндрическом от верстии штока размещен с возможность возвратно-поступательного перемещени вдоль него плунжер, а цанга жестко связана с одним из его кот-щов, На фиг. 1 показано устройство, продольный разрез; на фиг, 2 - разрез А-А на фиг. 1, исходное положение механизма загрузки-выгрузки; на .фиг, 3 - то же, механизм загрузкивьшрузки в верхнем ноложении; на фиг. 4 - вид Б на фиг. 2, Пресс, для которого предназначено устройство для подачи заготовок, состоит из станины 1, на которой смонтирован рабочий цилиндр 2, в котором размещены поршни 3 и 4 с телескопическими штоками 5 и 6 соответственно. Шток 5 скреплен с пуансоном 7, а шток 6 - со съемной втулкой 8. Гидроци липдр 2 смонтирован в расточке стакана 9 и через промежуточную втулку 10 скреплен с корпусом роликовой матрицы 11, а стакан 9 - со станиной 1. В радиальных расточках корпуса роликовой матрицы 11 смонтированы цилиндры двойного действия, в щтоках 12 которых размещены на осях 13 неприводные профильные ролики 14, Устройство для подачи выполнено следующим образом. На основании станины 15 соосно с пуансоном смонтирован при помощи стоек 16 приемный стол 17. На поверхности приемного стола 17 закренлен силовой цилиндр 18, в основном штоке 19 (см. фиг. 4) которого размещен телескопический плунжер 20,. На основном щтоке 19 закреплен стакан.21, а телескопический плунжер 20 скрегьпен при помоищ гайки 22 и контргайки 23 и разрезной цангой 24, которая имеет возможность перемещаться внутри стакана 21. Стакан 21 оканчигзается нажргмным кольцом 25, служащим одновременно ограничителем хода цанги 24. На поверхности нриемного стола 17 (см. фиг. 1) установлен упор 26, предназначенньш для съема откалиброванной заготовки из цанги 24. На основании станины 15 при помощи полуколец 27 и фланца 28 закреплены силовой цилиндр 29, на штоке 30 которого смонтирована подвижная траверса 31, снабженная профильным 3-позиционным кулачком 32 и перемещающаяся по направляющим колоннам 33. На боковой стороне призмы приемного стола 17 (см. фиг. 2) закреплены планка 34, лоток загрузки 35 (см. фиг. 2) с установленным на нем неприводным отсекателем 36 секторного типа для поштучной выдачи заготовок, .имеющим возможность поворота вокруг оси 37, 31 снабженным возвратной пружиной 38 и штифтом 39, предназначенным для взаимодействия с профильным кулачком 32 и лоток выгрузки 40 с ограничителем 41. Лоток загрузки 35 и лоток выгруз ки 40 имеют вырезы, в которые имеет возможность проходить профильный кулачок 32. Устройство работает следунлцим образом. Заготовки укладываются на лоток загрузки 35. Траверса 31 находится в крайнем верхнем положении. При ходе траверсы 31 йниз выступ профильного 3-позиционного кулачка 32 нажимает на штифт 39 отсекателя 36, который при повороте вокруг оси 37 выдает одну заготовку для загрузки в пресс. Заготовка скатывается по лотку загру ки 35 до улора в направляющие планки 34. После этого подается команда на ход траверсы 31 вверх, при этом профильный 3-позиционный кулачок 32 nof нимает заготовку до тех пор, пока он не перейдет высоту планки 34 и не перекатится по ее наклонной повер ности до упора в средний выступ профильного 3-позиционного кулачка 32. При этом штифт 39 освобождается и от секатель 36 под действием возвратной пружины 38 поворачивается в исходное положение. Затем подается команда на ход тра версы 31 вниз и заготовка скатываетс на призму приемного стола 17, так . как средний выступ профильного 3-позиционного кулачка 32 освобождает окно в призме. Далее подается команда на ход вперед силовому цилиндру 18, при этом вьщвигается шток 19 со стаканом 21 и заготовка заталкивается внутрь роликовой матрицы 11 (ролики 14 разведены) на пуансон 6. В этом случае одновременно со штоком 19 вьщвигается и цанга 24, связанная с плунжером 20, так как подвод жидкости к поршню и плунжеру 20 осуществляется одновременно, и свободно входит внутрь заготовки потому что внутренний диаметр заготовки боль ше, чем наружный диаметр цанги. В конце хода штока 19 цанга 24 упирается в торец пуансона и ввиду того, что площадь -плунжера меньше, чем пло щадь поршня цилиндра 18, утопает внутрь стакана 21. 68 После этого цилиндр 18 отводится в среднее положение и происходит процесс калибровки, т.е. профильные ролики 14 сводятся ,поршни 3 и 4 рабочего цилиндра2 идут вперед, перемещая пуансон 6 и съемную втулку 8 с заготовкой через профильные ролики 14 роликовой матрицы 11. Одновременно с началом процесса калибровки траверса 31 идет вниз следующей заготовкой, поднимает ее и останавливается в среднем положении -в ожидании окончания калибровки предьщущей заготовки. После окончания калибровки подается команда на разведение роликов 14 и на ход поршня Зназад. Пуансон 6 идет в исходное положение, а съемная втулка 8, оставаясь на месте, снимает заготовку с пуансона 6. Одновременно с ходом пуансона 6 назад идет вперед шток 19 цилиндра 18 заталкивающего устройства, причем плунжер 20 идет вперед и выдвигает цангу 24 из стакана 21, так как подвод жидкости к поршню цилиндра 18 и к плунжеру 20 осуществляется одновременно. Цанга 24 входит внутрь калиброванной заготовки с натягом, достаточньм для преодоления сил трения при перемещении заготовки по призме приемного стола. Натяг обеспечивается тем, что внутренний диаметр заготовки после калибровки уменьшается и становится мен1зше наружного диаметра цанги 24, При ходе штока 19 цилиндра 18 назад цанга 24 перемещает заготовку за пределы роликовой матрицы по призме приемного стола 17, а съемная втулка 8 возвршдается в исходное положение, В конце хода штока 19 назад заготовка упирается торцом в упор 26 и снимается с цанги 24, так как шток 19 продолжает движение до своего крайнего положения. После этого подается команда на ход вверх цилиндру 29. Средний выступ профильного 3-позиционного кулачка 32 входит в окно призмы приемного стола 17 и своей наклонной плоскостью выталкивает калиброванную заготовку н призму профильного 3-позиционного кулачка 32, а некалиброванная заготовка перекатывается по наклонной плоскости пданок 34 до упора в средний выступ профильного 3-позиционного кулачка 32, После этого траверса 31 идет вниз и некалиброванная 3 1готовка попадает .
на. призму приемного стола 17, так как освобождается окно призмы приемного стола 17 от среднего выступа профильного кулачка 32, а калиброванная заготовка, находясь на призме профильного 3-позиционного кулачка 32, идет вниз. Призма профильного 3-позиционного кулачка 32 проходит через вырезы в лотке выгрузки 40, а заготовка остается на лотке выгрузки и скатывается до упора в ограничитель 41.
Одновременно с ходом траверсы 3 1 вниз происходит заталкивание некалиброранной заготовки в роликовую матрицу 1 1 цилиндром 18.Далее цикл повторяется.
Предлагаемое устройство позволяет увеличить производительность пресса за счет ускорения и полной автоматизации процессов загрузки-выгрузки и задачи-выдачи заготовок, а также упростить конструкцию и систему управления механизмов загрузки-выгрузки и задачи-выдачи.

| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический пресс для калибровки трубчатых заготовок | 1975 |
|
SU548441A1 |
| Устройство для поштучной подачи заготовок в рабочую зону пресса с одновременным их смачиванием | 1987 |
|
SU1493365A1 |
| Обкатный станок для обработки заготовок | 1973 |
|
SU556878A1 |
| Автоматизированный комплекс | 1990 |
|
SU1808644A1 |
| Гидравлический пресс для обжима концов труб | 1975 |
|
SU559836A1 |
| Гидравлический пресс | 1977 |
|
SU692738A1 |
| Устройство для поштучной выдачи заготовок | 1973 |
|
SU500857A1 |
| Устройство для обратного ротационного выдавливания деталей из трубчатых заготовок | 1973 |
|
SU515553A1 |
| Устройство для ротационного выдавливания | 1987 |
|
SU1493355A1 |
| Гидравлический пресс для глубокой вытяжки | 1979 |
|
SU912543A2 |

УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК В ЗОНУ ОБРАБОТКИ, преимутественно гидравлического пресса, содержащее установленные на раме наклонно к горизонтальной плоскости лоток загрузки и выгрузки, приемный стол, горизонтальный силовой гидроцилиндр с толкателем на его штоке, установленн5т 1 с возможностью вертикального перемещения относительно стола подъемную траверсу, жестко связанную со штоком гидроцилиндра, и смонтированный на лотке загрузки с возможностью взаимодействия с подъемной траверсой и поворота относительно оси монтажа отсекатель, отличающееся тем, что, с целью повышения производительности, в штоке горизонтального силового гидроци- линдра выполнено соосно с ним цилиндрическое отверстие, толкатель выполнен в виде полого стакана в расположенной в его внутренней полости с возможностью возвратно-поступательного перемещения разжимной цанги, при § этом в цилиндрическом отверстии штои ка размещен с возможностью возвратнопоступательного перемещения вдоль него плунжер, а цанга жестко связана с одним из его концов.
25 21
| I | |||
| Устройство к правильно-растяжной машине | 1973 |
|
SU481350A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
