Настоящее изобретение относится к аппа)атам для автоматической дуговой сварки под слоем флюса стыков труб без поворота последних. Особенностью предлагаемого аппарата является наличие разъемной кольцевой коробки, охватывающей свариваел:ую трубу н предназначенной для засыпки в нее флюса. Кольцевая коробка совместно со смонтированным на ней меха1Н Змо.м для подачн сварочной проволоки может поворачиваться вокруг свариваемой трубы и перемещаться вдоль нее.
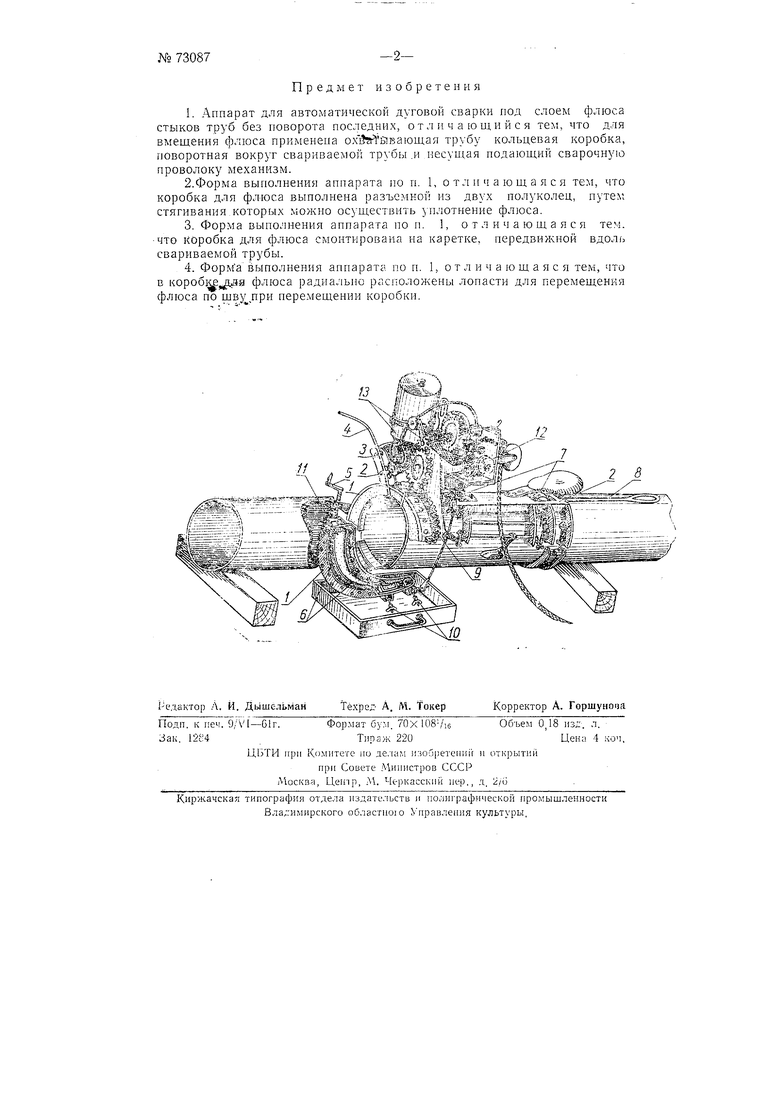
На чертеже изображен предлагаемый аппарат, общий вид с частичным разрезом.
Аппарат смонтирован на каретке 2, которая может перемещаться на катках 7 вдоль свариваемой трубы 8.
В передней части каретки установлена разъемная кольцевая коробка 1, охватывающая трубу, в которую засыпается флюс 11. Обе половины коробки / при установке на трубу стягиваются болтами с баращками 10 и разъемной рукояткой 5, чем достигается уплотнение засынанного флюса. Коробка / может поворачиваться вокруг сварнваемой трубы на роликах 6. Поворот ее осуществляется посредством электродвигателя 12 и зубчатой передачи 13, соединяющей вал электродвигателя с зубчатым венцом 9, установленным ка коробке / (может быть использован также ннев.матический или гидравлический привод).
В коробке / распололсены радиальные лопасти (на чертеже не показаны), перемещающие флюс по щву ирп ее повороте. В передней части каретки 2 смонтирован механизм 3, подающий сварочную проволоку 4 к сварному щву через слой флюса.
П р е д jM е т изобретения
1. Аппарат для автоматической дуговой сварки под слоем флюса стыков труб без поворота последних, отличающийся тем, что для вмещения флюса применепа ох3 г1йвающая трубу кольцевая коробка, поворотная вокруг свариваемой трубы .и несущая подающий сварочную проволоку механизм.
2.Форма выполнения аппарата по п. 1, отлп чающаяся тем, что коробка для флюса выполнена разъемной из двух полуколец, путем стягивания которых можно осуществить уплотнение флюса.
3.Форма выполнения аппарата по п. 1, отличающаяся тем. что коробка для флюса смонтирована на каретке, передвижной вдоль свариваемой трубы.
4.Форма выполнения аппарата по п. 1, отличающаяся тем, что в K0po6i j a флюса радиальпо расгюложены лопасти для перемещения флюса по перемещении коробки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Аппарат для автоматической сварки под слоем флюса | 1944 |
|
SU73085A1 |
| АВТОМАТ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 1969 |
|
SU253275A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| МОДУЛЬ ЛАЗЕРНО-ДУГОВОЙ ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2013 |
|
RU2548842C1 |
| СВАРОЧНЫЙ ТРАКТОР И СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ СВАРОЧНЫМ ТРАКТОРОМ | 2002 |
|
RU2224629C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 2017 |
|
RU2678552C1 |
| Устройство для автоматической дуговой сварки поворотных стыков цилиндрических изделий | 1982 |
|
SU1115875A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Устройство для орбитальной обработки неповоротных стыков и торцов труб | 2018 |
|
RU2696984C1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
