I
Изобретение относится к черной металлургии и может быть использовано для изготовления прокатных валков повышенной стойкости.
Известны биметаллические прокатные валки, содержащие ось валка и рабочий слой из более износостойкого металла. При отливке этих валков предварительно изготовленную ось нагревают токами высокой частоты, устанавливают в форму и при включенном индукторе производят заливку металла рабочего слоя валка I.
Основным недостатком таких валков является появление трещин при усадке рабочего слоя в процессе его охлаждения и вероятность сдвига (проскальзывания) во время прокатки из-за отсутствия надежного соединения рабочего слоя с осью валка.
Известна армирующая вставка, состоящая из стальной заготовки, поверхность которой покрыта листом из легкоплавкого сплава, а затем этот слой покрыт сверху экраном из стального листа. На поверхности закладной детали (стальной заготовки) выполнены углубления в виде винтовых канавок, суммарный объем которых равен 0,7-0,9 объема легкоплавкого слоя металла, занимаемого им в холодном состоянии 2.
Конструкция закладной детали, предназначенной для изготовления ступицы рабочего колеса пескового насоса, обеспечивает прочные герметичные соединения износостойкого механически труднообрабатываемого сплава с закладными деталями из конструкционной стали без макро- и микротрещин между слоями.
Однако на крупных отливках типа про10катных валков, воспринимающих в работе больщой знакопеременный крутящий мо.мент, наличие стального экрана не обеспечит высокопрочного соединения износостойкого рабочего слоя с закладной деталью (осью валка).
15
Известна также армирующая вставка для изготовления биметаллических отливок, преимущественно прокатных валиков, имеющая на поверхности, подлежащей наплавке
20 жидким металлом, винтовые канавки правого и левого направлений 3.
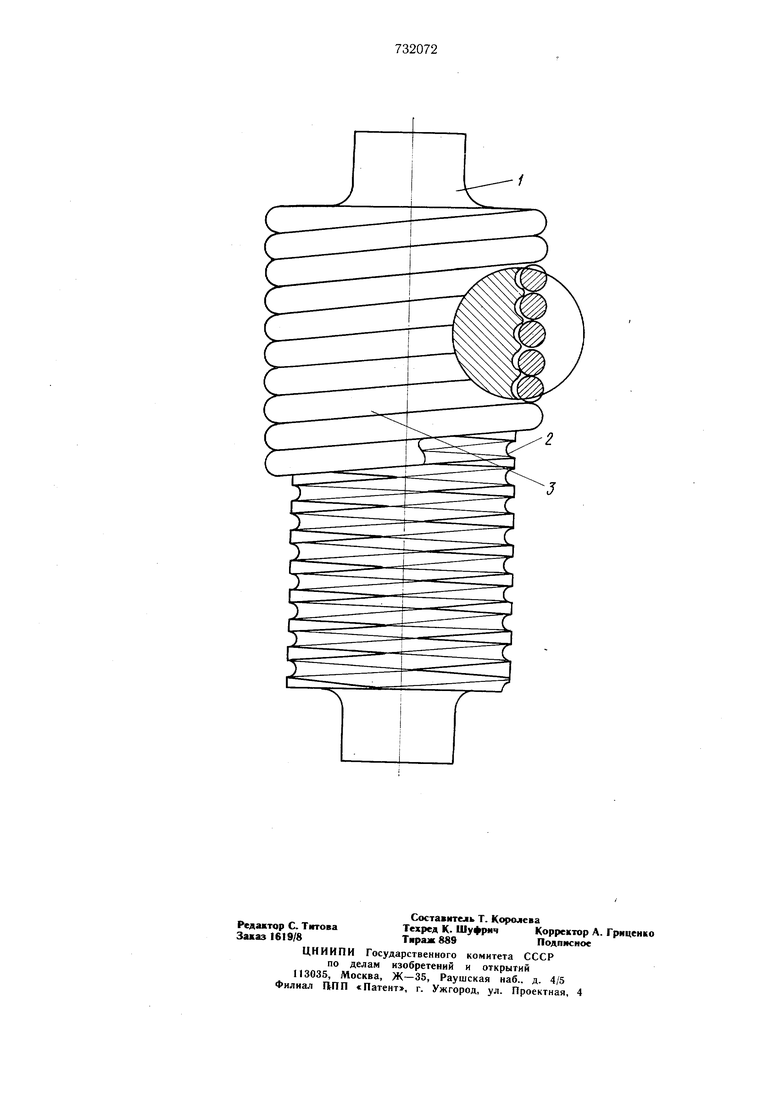
Цель изобретения - повыщение прочности соединения слоев отливки и снижение трудоемкости при подготовке армирующей вставки к заливке. Поставленная цель достигается тем, что в винтовых канавках размещены витки проволоки из металла с более низкой температурой плавления, чем температура солидуса заливаемого металла, в частности из алюминиевого сплава. Намотанная по канавкам проволока расплавляется за счет тепла жидкого металла и служит при дальнейшем охлаждении рабочего слоя податливым под слоем, который не препятствует свободной усадке отливки в радиальном направлении, ч .о устраняет опасность появления термических трещин. После затвердевания подслоя он оказывается надежно сваренным с рабочим слоем. Наличие винтовых канавок на оси, выполненных в двух направлениях, не позволяет поворачиваться рабочему слою относительно оси, что гарантирует надежную работу прокатного валка. На чертеже изображена предлагаемая армирующая вставка. Армирующая вставка для изготовления двухслойных отливок, например прокатных валков, содержит ось 1 из сплава с высокой прочностью и вязкостью, на поверхности которой сделаны винтовые канавки 2 в направлениях правой и левой резьбы, по канавкам намотана проволока 3 таким образом, чтобы витки лежали плотно один возле другого. Пример. Ось валка длиной 1200 мм и диаметром 210 мм отливается из стали 45Л, после чего производится ее грубая обработка и нарезаются винтовые канавки глубиной 3 мм, имеющие направление правой и левой резьбы на месте наплавки рабочего СЛОЯ. Для намотки компенсационного слоя используется алюминиевая проволока диаметром 8 мм. Подготовленную закладную деталь подогревают в камерном сущиле до температуры 100-150°С и устанавливают в сухую песчано-глинистую форму. Заливку рабочего слоя из хромоникелевого чугуна производят обычным способом. Валок остывает в форме 24 час и после обработки не имеет трещин и других дефектов. Формула изобретения 1.Армирующая вставка для изготовления биметаллических отливок, преимущественно прокатных валков, имеющая на поверхности, подлежащей наплавке жидким мeтav лoм, винтовые канавки правого и левого направлений, отличающаяся тем, что, с целью повышения прочности соединения слоев отливки и снижения трудоемкости при подготовке армирующей вставки « заливке, в винтовых канавках размещены витки проволоки из металла с более низкой температурой плавления, чем температура солидуса заливаемого металла. 2.Вставка по п. 1, отличающаяся тем, что в винтовых канавках размещены витки проволоки из алюминиевого сплава. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 66656, кл. В 22 D 19/00, 1941. 2.Авторское свидетельство СССР № 632479, кл. В 22 D 19/00, 1977. 3.Авторское свидетельство СССР № 530744, кл. В 22 D 19/00, 1975 (прототип) .

| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма | 1982 |
|
SU1101329A1 |
| Способ изготовления биметаллических отливок | 1989 |
|
SU1731421A1 |
| Армирующая вставка | 1982 |
|
SU1052327A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ МАССИВНЫХ БИМЕТАЛЛИЧЕСКИХ ВАЛКОВ СО СПЛОШНЫМ СЕЧЕНИЕМ | 2007 |
|
RU2338623C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРОКАТНЫХ ВАЛКОВ | 2000 |
|
RU2183530C1 |
| Способ центробежного литья двухслойных валков | 1980 |
|
SU908497A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ЧУГУННЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК С ОСЕВОЙ ПОЛОСТЬЮ | 2007 |
|
RU2343040C1 |
| Способ получения биметаллических заготовок | 1975 |
|
SU558754A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2004 |
|
RU2268106C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО ВАЛКА ДЛЯ ПРОКАТНОГО СТАНА | 2024 |
|
RU2824082C1 |