СЛ
ro
CO
to Изобретение относится к литейном производству, в частности к изготов лению армированных отливок из износостойкого, механически труднообраб тываемого сплава в сочетании с арми рующими вставками из конструкционно стали, когда заливаемый сплав и кон струкционная сталь сопрягаются по ПЛОСКОСТИ} оно может быть использовано при изготовлении деталей грунтовых насосов, например, апирального отвода и т, п. Известны спиральные отводы насосов из износостойкого литейного сплава, которые снабжены армирующим вставками, выполненными в виде коле из обычной конструкционной стали, с замковыми элемента ми на своей боковой поверхности l| . Недостатком такого соединения является наличие остаточных внутрен них напряжений в заливаемом сплаве. Известны также армирующие вставк сопрягаемые.с заливаемым металлом по плоскости и имеющие на этой плос (кости замковые элементы, например, в виде углубления, расширяющегося в :направлении вглубь тела вставки, или выступа, сужающегося в направле нии вглубь тела вставки И . Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является армирующая вставка/ выполненная на плоской контактной поверхности с канавками замковыми элементами в виде углублений или выступов типа ласточкина хвоста, и имеющая на участках контактной поверхности слой . промежуточного ПОКРЫТИЯ из легкопла кого материала з К недостаткам соединений такого рода относятся большие внутренние напряжения в заливаемом металле и сопутствующие им макро и микро трещины, причем величина трещин и вероятность разрушений возрастает с увеличением размеров отливки и увеличением количества замковых элементов в зоне сопряжения. Цель изоб;ретения - повышение проч нести доединения и уменьшение внутренних- напряжений в соединияелфлх металлах. Указанная цель достигается тем, что в армирующей вставке, выполненно на плоской контактной поверхности по меньшей мере двумя Зс1мковыми элементг1ми в виде углублений или выступов типа ласточкина хвоста, имеющими на отдельных участках их контактной поверхности слой промежуточного покрытия из легкоплавкого материала, последний нанесен в углублениях на боковых встречно-направленных участках контактной поверхности, прилегающих к оси симметрии усадки, а на выступах - на боковых встречнонаправленных участках контактной поверхности, удаленных от оси симметрии усадки, причем в замковых элементах в направлении усадки заливаемого сплава выполнено по крайней мере по одному каналу. В армирующей вставке слой промежуточного покрытия нанесен из алюминиевого сплава. По мере остывания и усадки заливаемого металла легкоплавкий сплав, будучи расплавленным теплом заливаемого металла,- по каналу перетекает в свободный объем, образовавшийся с противоположной стороны замкового элемента .благодаря усадке, обеспечивая таким образом компенсацию внутренних напряжений в отливке, а в целом, прочность соединения биметаллической отливки. На .фиг. 1 изображена биметаллическая отливка с замковыми элементами, выполненными в армирующей вставке в виде углублений, расширяющихся к |основаниям, и позволяющими осущест- , вить соединение типа ласточкин хвост, в момент заливки механически труднообрабатываемым сплавом; на фиг. 2 то же, после её остыванияj на фиг. 3- разрез А-А на фиг. 1; на фиг. 4 биметаллическая отливка с замковыми элементами, выполненными из армирующей вставки в виде выступов и позво-. ляющими осуществить соединение типа ласточкин хвост, в момент заливки механически труднообрабатываемого сплава; на фиг. 5 - то же, после ее остывания; на фиг. 6 - разрез Б-Б на фиг. 4. Устанавливаемая в литейной форме армирующая вставка 1 с замковыми элементами в виде углублений (фиг.1 ) имеет на участках 2 поверхностных углублений, обращенных к оси сико етрии усадки заливаемого Металла 3, пластины 4 из легкопл.авкого сплава. На дне углублений предусмотрены кансшы 5, выполненные во всю длину дна паза и имеющие произвольную форму, например цилиндрическую. Армирующая вставка 1 с замковыми элементами в виде выступов (фиг. 4 и 6) имеет на участках 2 поверхности выступа, обращенных от оси симметрии .усадки заливаемого металла 3, пластины 4 из легкоплавкого сплава. В выступах выполнены сквозные каналы - отверстия 5. Толщина слоя легкоплавкого сплава, составляющего толщину пластин 4 равна v2,5 величины линейной усадки заливаемого металла. Металл 3, нагретый до температуры, превышающей температуру плавления на 80-100°С, будучи залитым в литейную форму, охлаждается и дает усадку вдоль плосхости сопряжения армирующей встав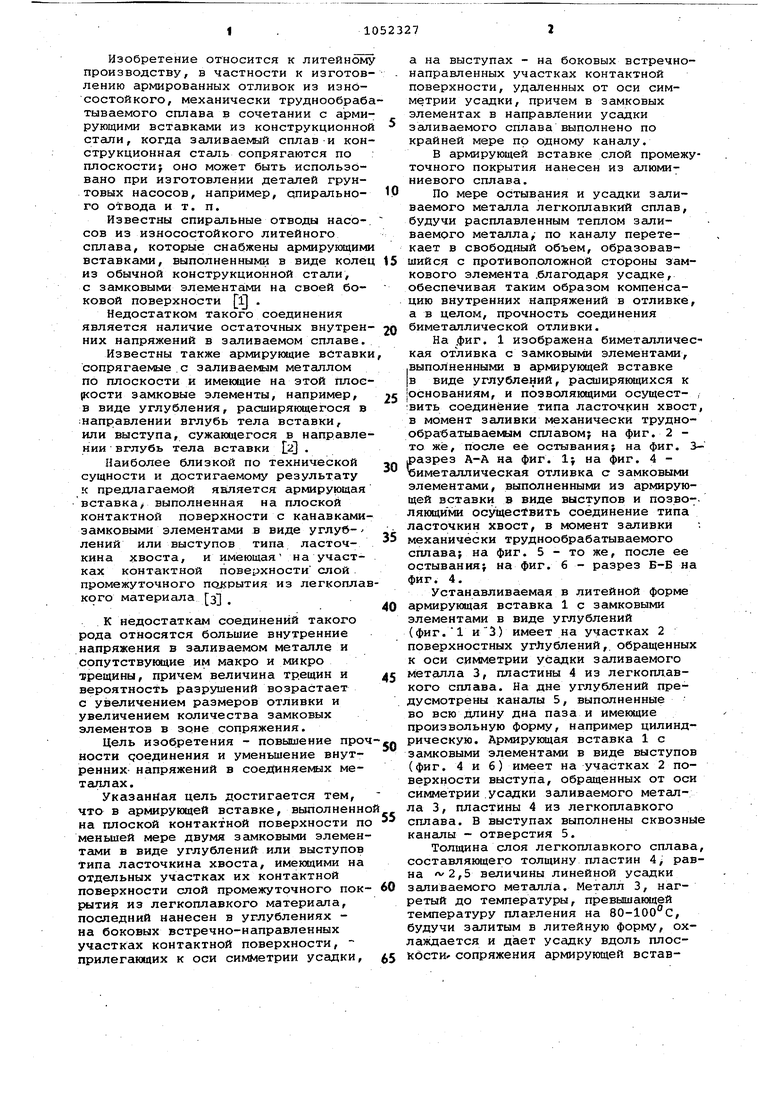
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма | 1982 |
|
SU1101329A1 |
| Способ изготовления биметаллических отливок | 1989 |
|
SU1731421A1 |
| Армирующая вставка для изготовления биметаллических отливок | 1977 |
|
SU732072A1 |
| Способ изготовления биметаллическойОТлиВКи | 1968 |
|
SU835626A1 |
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ И ОТЛИВОК | 2001 |
|
RU2185926C1 |
| ТУРБИННАЯ ЛОПАТКА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ | 1994 |
|
RU2078945C1 |
| Способ получения биметаллических отливок | 1990 |
|
SU1775222A1 |
| ОПРАВКА ПРОШИВНОГО СТАНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2683169C1 |
| Способ изготовления пустотелых отливок | 1980 |
|
SU944780A1 |
| Устройство для изготовления биметаллических заготовок | 1977 |
|
SU789240A1 |
1. АРМИРУЮЩАЯ ВСТАВКА, вы-, полненная на плоской контактной поверхности по меньшей мере двумя замковыми -элементами в виде углублений или выступов типа ласточкина хвоста, имеющими на отдельных участках их конта1$тной поверхности слой промеkyT04Horo покрытия из легкоплавкого материала, отличающаяся тем, что, с целью повышения прочности соединения и уменьшения внутренних напряжений в соединяемых металлах, слой промежуточного покрытия нанесен в углублениях - на боковых встречно-направленных участках контактной поверхности, прилегающих к оси симметрии усадка, а на выступах - на боковых встречно-направленных участках контактной поверхности, удаленных от оси симметрии усадки, причем в замковых элементах в направлении усадки заливаемого сплава выполнено по крайней мере по одному каналу. sg 2. Вставка по п. 1, отличаюw щаяся тем, что слой промежуточно го покрытия нанесен из алюминиевого сплава.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для передачи информации | 1990 |
|
SU1815668A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Армированные отливки | |||
| М., Машгиз, 1958, с | |||
| Соломорезка | 1918 |
|
SU157A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
