1
Устройство относится к сварочному производству в частности к оборудованию для .дуговой сварки и нанесения усиления на сварные швы и может быть использовано в судострое- нии5 маишностроенин химической промышленности и других отраслях народного хозяйства.
Целью изобретения является повы шение производительности,, расширение технологических возможностей путем обеспечения нанесения однопроходного усиления полного про.филя на сварные швы, а также поддержания ПОСТО.ЯННОГО вьшета электрода „
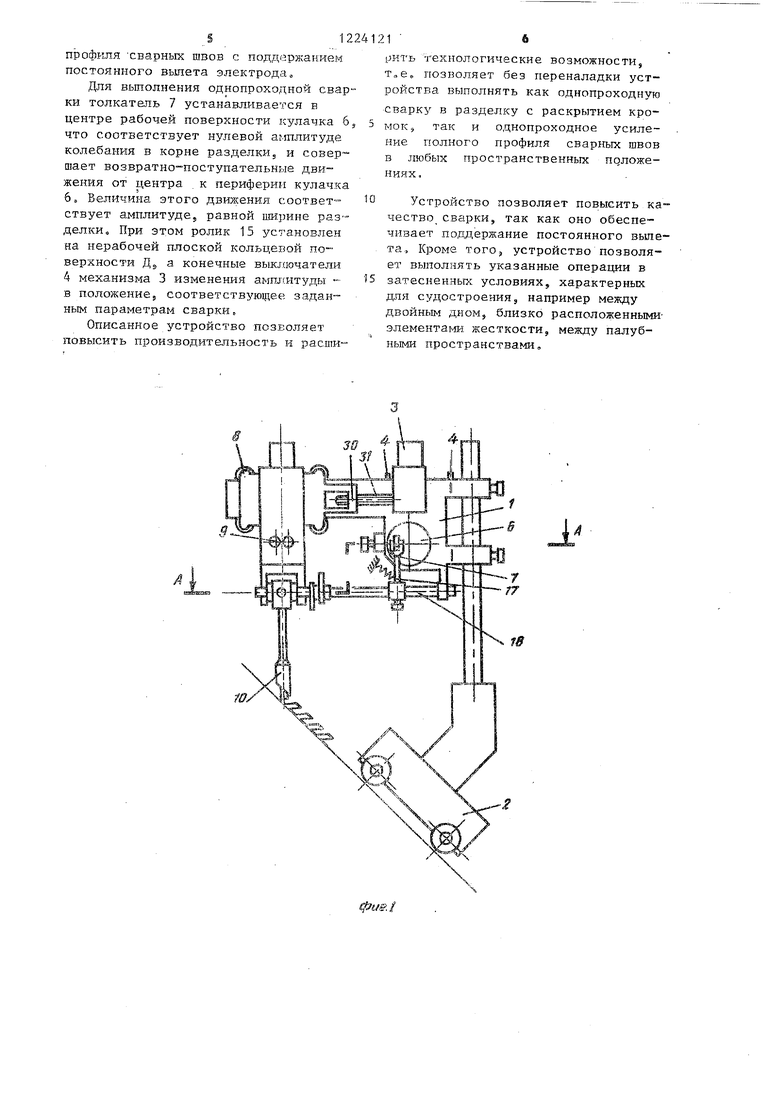
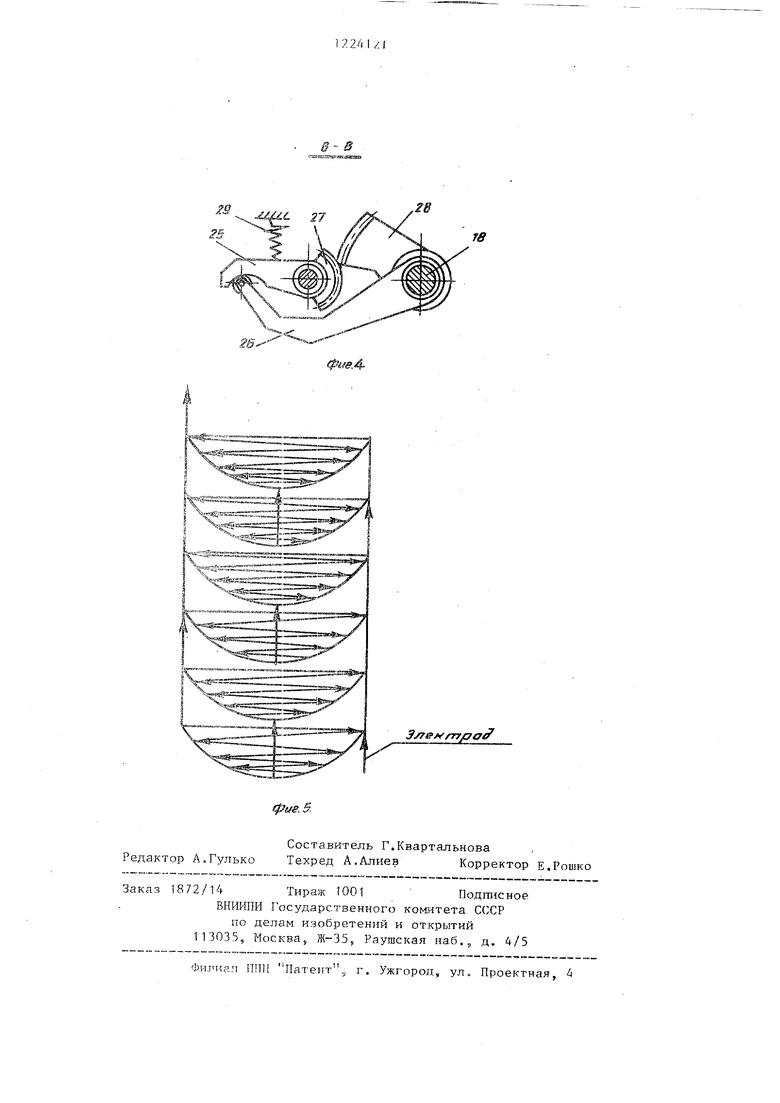
На фиг а 1 показано устройство., об ЕЩЙ вид на фиг. 2 - сечение А-А на фиг 1 (по приводному валу меха- 1-шзма поперечных колебаний), на фиг с 3 сечение Б-Б на фиг. 2 (по приводному валу и выходной шестерни мультипликатора)э на фиг,4 - сечение В-В (по приводному валу с видом на рычаги с зубчатыми секторами)j на фиг, 5 - траектория, совершаемая концом электрода при нанесении однопроходного усиления полпо1 о профиля на .сварные швы.
Устройство содержит корпус с размещенными на нем механизмом 2 шагового перемещения вдоль тва механизмом 3 изменения амплитуды с конечными выключателями 4 и механизма 5 поперечных колебаний с кулачком 6 и толкателем 7., а также каретку 8 с механизмом 9 подачи электродной проволоки и горелкой 10 (фиг, 1 и 2).
Редуктор 11 механизма 5 поперечных колебаний имеет плавающий вал 12 с шариковой шпонкой 13 и пружиной 14J а также роликом 155 котор ьш закреплен на корпусе 16 редуктора 11.
Кулачок 6 выполнен цилиндрическим с двумя рабочими торцовыми профилями,, скошенными под одинаковым углом, но в противоположные стороны. Один из профилей кулачка вьшолнен с периферийной плоской КОЛЬЦОВОЙ поверхностью До Кулачок жестко закреплен на плавающем валу 12 так, что рабочий профиль с плоской кольцевой поверхностью обращен к ролику 15 и редуктору 1 1, при этом РОЛИ.К 15 установле в контакте с этим профилем кулачка, посредством плавающего вала 12 че- рез пружину 14 и шариковую шпонку 13
Толкатель 7 контактирует с другим рабочим профилем кулачка 6 и
.1
5
0 5
0
5 (1 j
212
подпружинен пружиной 17, закреплен- пой на корпусе 1. Оси ролика 15 и толкателя 7 расположены в диаметральной П.ПОСКОСТИ кулачка 6 перпендикулярно оси плавающего вала 12 редуктора 11 ,
Устройство снабжено также привод- пым валом 18 связанным с горелкой 10 и толкателем 7.
Вал 18 выполнен с призматическим пазом Fj в который установлены ползуны 19 с горелкой 10„ В ползуне по- мепхена рейка 20, подпружиненная пру- лсиной 21 „ Устройство снабжено мультипликатором 22J вьшолненным с выходной шестерней 235 расположенной на Baj iy 24, параллельном приводному валу 18, Шестерня 23 установлена в зацеплении с рейкой 20 и через нее пневматически связана с ползуном 19. Мультиплектор имеет рьмаги 25 и 26, выполненные с зубчатыми секторами 27 и 28, Рычаг подпружинен пружиной 29, один .конец которой закреплен на корпусе 1j а другой - на рычаге 25. Рычаг 26 и сектор 28 жестко установ лены на приводном валу 18, рычаг 25 и сектор 27 жестко установлены на валу 24, В нейтральном положении рычаг 25 контактирует с рычагом 26, а сектор 27 с сектором 28, При этом длины рычагов и передаточное отношение зубчатых секторов выбраны такими, при которых величина возвратно-поступательного перемещения горелки при маятниковых колебаниях пропорциональна углу ее отклонения.
Механизм 3 изменения амплитуды снабжен ходовым винтом 30 а каретка 8 - -гайкой 31,
Устройство работает следующим образом.
Перед запуском устройства ролик 15 и толкатель 7 устанавливаются на диаметральной оси соответствующих профилей кулачка.
Толкатель 7 установлен на периферии кулачка в зависимости от заданной высоты усиления, а ролик 15 - в зависимости от заданной амплитуды колебаний чем больше амплитуда, тем дальше он удален от центра кулачка. При этом, согласно заданным парамет- paMj устанавливаются в н окное положение конечные выключатели 4 механиз- ма 3 изменения амплитуды.
Для запуска устройства включаются одновременно приводы механизма 5 по
перечных колебаний и механизма 3 изменения амплитуды. При включении привода механизма 5 поперечных колебаний редуктор 11 передает с заданно частотой вращение через шариковую шпонку 13 плавающему валу 12 и соответственно кулачку 6. Вращаясь, кулачок 6 контактирует с роликом 15 и токателем 7, При взаимодействии рабочго торцового профиля кулачка 6 с роликом 15 кулачок 6 совершает, кроме вращательного, возвратно-поступательное движение посредством плавающего вала 12 и пружины 14. Величина поступательного движения является , слагаемым хода толкателя 7. Одновременно при взаимодействии другого рабочего торцового профиля кулачка 6 с толкателем 7 последний получает дополнительный ход.
Из описанных двух перемещений, результатом которых является контактирование кулачка 6 с роликом 15 и толкателем 7, складывается обпшй ход толкателя 7, Возврат толкателя 7 в исходное положение осуществляется пружиной 17 (фиг о 1)« Толкатель 7, отклоняясь, передает через приводной вал 18 симметричные маятниковые колебания горелке 10. Один обо- рот кулачка б соответствует одному периоду колебания толкателя 7 и горелки Юс При повороте кулачка на 1/4 периода приводной вал 18 поворачивается по часовой стрелке, за . следующие 1/2 периода поворота кулачка 6 приводной вал 18 поворачивается против часовой стрелки и на ос- тавшиеся 1/4 периода поворота приводной вал 18 опять поворачивается по часовой стрелке. Одновременно с приводным валом 18 отклоняется горелка; 10 и рычаг 26 с сектором 28 (фиг. 4).
При повороте приводного вала 18 на угол, равный 1/4 периода отклоне- ния горелки по часовой стрелке, сектора 28 и 27 рассогласовываются, а рычаг 26 поворачивает рычаг 25, который в свою очередь поворачивает вал 24 и шестерню 23. Последняя через рейку 20 и ползун 19 передает поступательное движение горелке 10, отклоняется на угол, равный 1/2 заданной амплитуды, и одновременно опускается. При этом пружина 21 сох- раняет зацепление рейки 20 с шестерней 23.
0
5
При повороте приводного вала 18 против часовой стрелки происходит следующее. За 1/4 периода отклонения горелки 10 приводной вал 18 приводит рычаг 26 в исходное положение (фиг.4), а рычаг 25 возвращается в исходное положение под воздействием пружины 29. При этом горелка 10, поднимаясь, возвращается в вертикальное положение .
За последующие 1/4 периода происходит рассогласование рычагов и контактирование зубчатых секторов, при этом вращение передается через вал 24 на шестерню 23, Шестерня 23 через рейку 20 и ползун 19 передает поступательное движение горелке 10. Горелка 10 продолжает отклоняться против часовой стрелки и опускается.
При оставшейся 1/4 периода вращения кулачка 6 приводной в-ал 18 поворачивается по часовой стрелке, сектора 27 и 28-возвращаются в исходное положение, при зтом горелка 10 поднимается и занимает опять вертикальное положение. В результате горелка совершает сложные движения, складываю- :щиеся из маятниковых колебаний и возвратно-поступательных движений. Результатом этого сложного движения горелки является поддержание постоянного выпета электрода.
Одновременно с колебанием горелки при постоянном вьшете электрода происходит плавное ее изменение, которое обеспечивается ходовым винтом 30 ме- ханизм а 3 изменения амплитуды и гайкой 3 каретки 8. При взаимодействии винта 30 и гайки 31 происходит перемещение каретки 8 с размещенным на нем механизмом 9 подачи электродной проволоки с горелкой 10, а также приводного вала 18 с толкателем 7, При этом толкатель 7, перемещаясь по диаметральной оси кулачка 6 от периферии к центру и обратно, уменьшает или увеличивает амплитуду колебания горелки и соответственно электрода, Последний совершает траекторию движения (фиг, 5), обусловленную заданными параметрами усиления сварного шва, и в процессе сварки образует наплавленный слой,
Механизм 2 обеспечивает шаговое перемещение горелки 10 вдоль шва на величину, равную толщине наплавленного слоя, В конечном итоге выполняется однопроходное усиление полного
ПРОФ1-ШЯ сварных швов с поддержанием постоянного вылета электрода
Для выполнения однопроходной сварки толкатель 7 устанавливается в центре рабочей поверхности кулачка 6 что соответствует нулевой амплитуде колебания в корне разделкиj и совершает возвратно-поступательные движения от центра . к периферии кулачка 6, Величина этого движения соответствует амплитуде5 равной ширине разделки. При этом ролик 15 установлен на нерабочей плоской кольцевой поверхности До, а конечные выключатели 4 механизма 3 изменения амшмтуды- - в положение, соответствующее заданным параметрам сварки,
Описанное устройство позволяет повысить производительность и расши
рить технологические возможности, Тве„ позволяет без переналадки устройства выполнять как однопроходную сварку в разделку с раскрытием кромок, так и однопроходное усиление полного профиля сварных швов в любых пространственных пдложе- ниях.
Устройство позволяет повысить качество сварки, так как оно обеспечивает поддержание постоянного вылета. Кроме того, устройство позволяет выполнять указанные операции в затесненных условиях, характерных для судостроения, например между двойным дном, близко расположенными элементаьда жесткости, между палубными пространствами.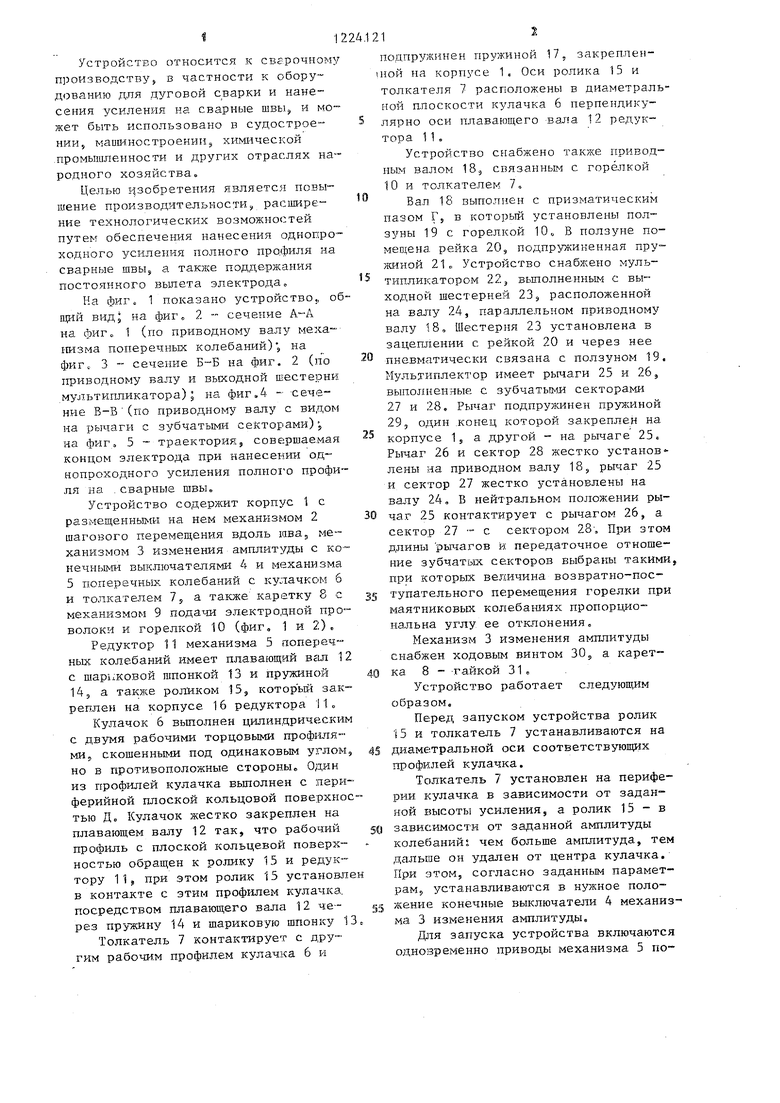

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| Устройство для дуговой сварки | 1987 |
|
SU1454604A1 |
| Способ электродуговой вертикальной сварки и устройство для его осуществления | 1984 |
|
SU1219292A1 |
| Установка для автоматической сварки изделий с криволинейным контуром | 1978 |
|
SU778976A1 |
| Устройство для сварки с колебаниямиэлЕКТРОдА | 1979 |
|
SU841854A1 |
| Устройство для дуговой сварки | 1981 |
|
SU965663A1 |
| Устройство для автоматической сваркиНЕпОВОРОТНыХ КОльцЕВыХ СТыКОВ | 1979 |
|
SU823039A1 |
| Автомат для изготовления гнутых изделий | 1986 |
|
SU1400739A1 |
| Устройство для электродуговой сварки | 1975 |
|
SU782975A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1286376A1 |


10/
4
2
S fff rnpoi
Составитель Г.Квартальнова Редактор А,Гулько Техред А.Алиев Корректор Е.Рошко
Заказ 1872/14 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113033, Москва, НЬЗЗ Раушская наб.,, д, 4/5
Фи.т иал ГП1П Патент, г. Ужгород, ул. Проектная,
| Устройство для сварки с колебаниями сварочной горелки | 1981 |
|
SU1030122A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| 1972 |
|
SU414067A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| АВТОМАТ ДЛЯ СВАРКИ | 0 |
|
SU278920A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
