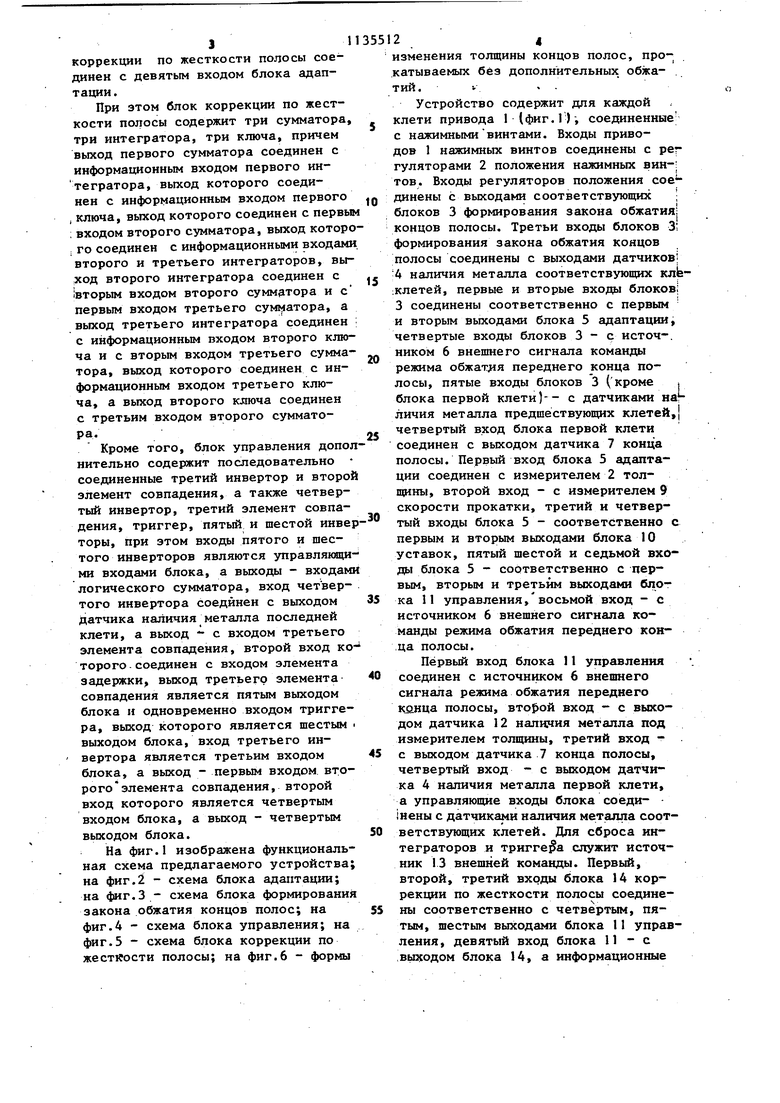
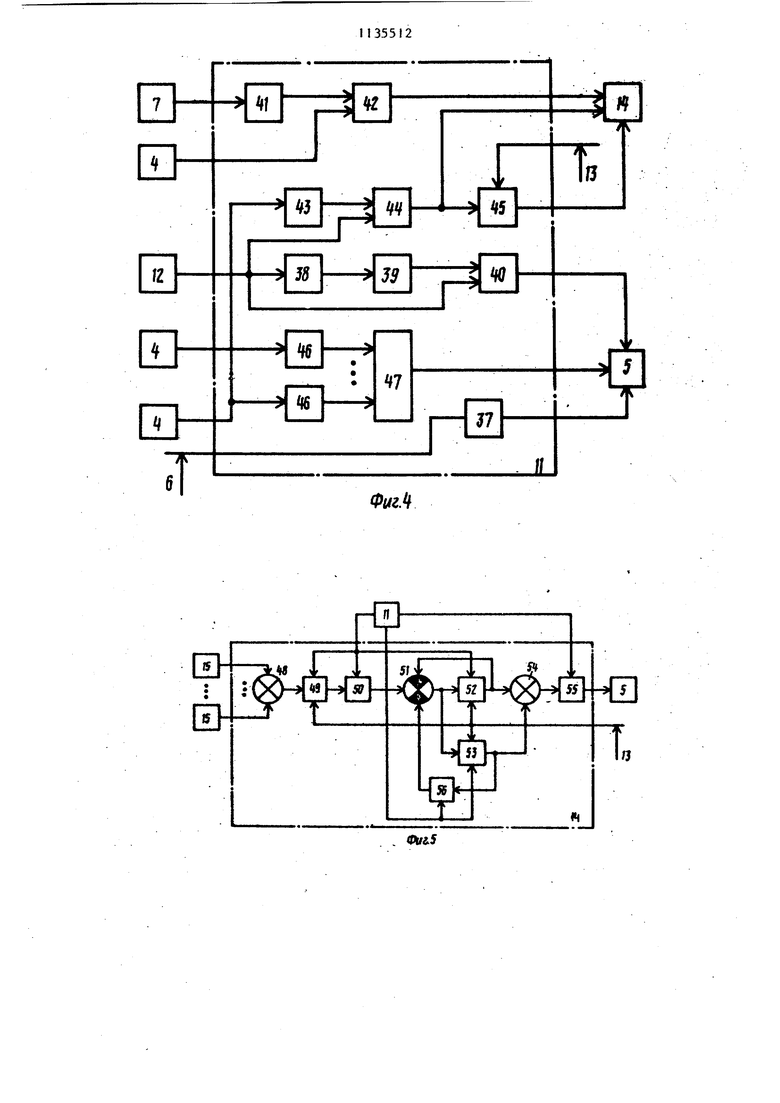
Изобретение относится к прокатному производству в металлургии и может быть использовано в автома.тических системах управления работой прокатных станов. По основному авт.св. № 914124, известно устройство, содержащее бло уставок, датчик конца полосы, установленный перед непрерывной группой клетей, датчики наличия металла в клетях, установленные для каждой клети, измеритель толщины полосы, установленный за непрерывной группо клетей, измеритель скорости прокатки, установленный на выходе последней клети, датчик наличия металла под измерителем толщины, источник внешней команды режима обжатия переднего конца полосы, блок адаптации, первый вход которого соедине с измерителем толщины полосы, второ вход - с измерителем скорости прокатки, третий и четвертый входы соответственно с первым и вторым выходами блока уставок, пятый, шестой и седьмой входы блока адапта1даи соединены соответственно с первым, вторым и третьим выходами блок управления, восьмой вход блока адап тации соединен с внешним источником режима обжатия переднего конца полосы, а первый и второй выходы блок адаптации соединены соответственно с первым и вторым входами блоков формирования соответственно с первы и вторым входами блоков формирова ния закона обжатия концов полосы, ;третьи входы котррых соединены с Сдатчиком наличия металла соответ|ствующей клети, четвертые входы сое динены с датчиком нiaличия металла предшествующей клети, четвертый ВХОД блока формирования закона обжа : тия КОНЦОВ полосы первой клети соединен с датчиком конца полосы, пятые входы всех блоков соединены с внещним источником команды режима о жатия переднего конца полосы, блок управления, содержа ций элемент задержки, два инвертора, элемент совпадения, логический сумматор, первы вход блока управления соединен с внешним источником режима обжатия переднего конца полосы, второй вход соединен с датчиком наличия металла под измерителем толщины, а управляю щие входы блока управления соединен с датчиками наличия металла соответ ствукицих клетей. ,121В данном устройстве при регулировании толщины концов полос предусмотрена коррекция раствора валков при отк юнении действительного размера iтолщины концов полосы от заданного, а также выработка сигнала, позволяющего вести обжатие квнцов по определенному закону LI. « Однако данное устройство характеризуется недостаточной точностью регулирования толщины заднего конца полосы, обусловленной тем, что хотя обжатие конца последующей полосы производится по результатам прокатки текущей полосы, но при этом поправка, вносимая в раствор валков, не содержит в себе информации о физикомеханических свойствах (температуре, ширине, химсоставе и др.) последующей полосы,поэтому прокатка ее заднего конца происходит с отклонением от заданного размера. Блок адаптации вырабатывает поправку, начиная с клети N - К (где К 3 - 4). Эта поправка вносится на первые К клетей последующей пЬлось без учета ее физикомеханических свойств. Такое внесение поправки {если последующая полоса окажется более жесткой ) приводит к недостаточно му обжатию заднего конца полосы в первых К клетях и перегрузке последующих клетей. Если же полоса мягче, то поправка вызывает пережатие в первых К клетях и возможна даже аварийная ситуация. Это можно устранить внесением дополнительной поправки, учитьюакмцей физико-механические свойства последующей полосы. Параметром, характеризующим эти свойства полосы, является ее жесткость, которая при заданном обжатии косвенно может быть учтена в величине усилия прокатки. Цель изобретения - повьщ1ение точности регулирования толщины задних кйнцов полос. Указанная цель достигается тем, что в устройство для регулирования толщины при прокатке концов полос дополнительно введены измерители усилий прокатки, установленные для каждой клети, блок коррекции по жесткости полосы, первый, второй и третий входы которого соединены соответственно с четвертым, пятым и шестым выходами блока управления, информационные входы которого соединены с измерителями усилий прокатки соответствующих клетей, а выход блока 3 коррекции по жесткости полосы соединен с девятым входом блока адаптации. При этом блок коррекции по жесткости полосы содержит три сумматора три интегратора, три ключа, причем выход первого сумматора соединен с информационным входом первого интегратора, выход которого соединен с информационным входом первого , ключа, выход которого соединен с первы ; входом второго сумматора, выход котор : го соединен с информационными входам второго и третьего интеграторов, вы ход второго интегратора соединен с iBTOpbiM входом второго сумматора и с первым входом третьего сумматора, а выход третьего интегратора соединен с информационным входом второго клю ча и с вторым входом третьего сумма тора, выход которого соединен с информационным входом третьего ключа, а выход второго ключа соединен с третьим входом второго сумматоР Кроме того, блок управления допо нительно содержит последовательно соединенные третий инвертор и второ элемент совпадения, а также четвертый инвертор, третий элемент совпадения, триггер, пятый и шестой инве торы, при этом входы пятого и шестого инверторов являются управлякяци ми входами блока, а выходы - входам логического сумматора, вход четвертого инвертора соединен с выходом Датчика наличия металла последней клети, а выход - с входом третьего элемента совпадения, второй вход ко тороГО-соединен с входом элемента задержки, выход третьего элемента совпадения является пятым выходом блока и одновременно входом триггера, выход которого является шестым выходом блока, вход третьего инвертора является третьим входом блока, а выход - первым входом второго элемента совпадения, второй вход которого является четвертым входом блока, а выход - четвертым выходом блока. На фиг.1 иэображена функциональная схема предлагаемого устройства; на фиг.2 - схема блока адаптации; на фиг.З - схема блока формирования закона обжатия концов полос; на фиг.4 - схема блока управления; на фиг.5 - схема блока коррекции по жесткости полосы; на фиг.б - формы 24 изменения толщины концов полос, прокатываемых без дополнительных обжатий. V Устройство содержит для каждой клети привода Г (фиг. Г)-, соединенные с нажимнымивинтами. Входы приводов 1 нажимных винтов соединены с per гуляторами 2 положения нажимных винтов. Входы регуляторов положения соединены с выходами соответствующих блоков 3 формирования закона обжатия концов полосы. Третьи входы блоков 3; формирования закона обжатия концов полосы соединены с выходами датчиков -4 наличия металла соответствующих клЬ:клетей, первые и вторые входы блоков: 3 соединены соответственно с первым и вторым выходами блока 5 адаптации, четвертые входы блоков 3-е источ-. НИКОМ 6 внешнего сигнала команды режима обжат 1Я переднего конца полосы, пятые входы блоков 3 (кроме . блока первой клети)-- с датчиками наг личия металла предшествующих клетей,{ четвертый вход блока первой клети соединен с выходом датчика 7 конца полосы. Первый вход блока 5 адаптации соединен с измерителем 2 толщины, второй вход - с измерителем 9 скорости прокатки, третий и четвертый входы блока 5 - соответстненно с первым и вторым выходами блока 10 уставок, пятый шестой и седьмой входы блока 5 - соответственно с первым, вторым и третьим выходами блока 11 управления,восьмой вход - с источником 6 внешнего сигнала команды режима обжатия переднего конца полосы. Первый вход блока 11 управления соединен с источником 6 внешнего сигнала режима обжатия переднего ка.ни,а полосы, второй вход - с выходом датчика 12 налияия металла под измерителем толщины, третий вход с выходом датчика 7 конца полосы, четвертый вход - с выходом датчика 4 наличия металла первой клети, а управляющие входы блока соеди- нены с датчиками наличия металла соответствующих клетей. Для сброса интеграторов и триггера служит источник 13 внешней команды. Первый, второй, третий входы блока 14 коррекции по жесткости полосы соединены соответственно с четвертым, пятым, шестым выходами блока 11 управления, девятый вход блока 11 - с выходом блока 14, а информационные входы - с измерителями 15 усилий прокатки соответствующих клетей. Блок адаптации (фиг.2) содержит субблок 16 умиожения, первый и второй входы котарого являются соответственно первым и вторым входами блока адаптации, выход блока умножения соединен с информационкьв и входами интеграторов 17 и 18, управляющий вход интегратора 17 является пятым входом блока 5 адаптации, выход интегратора 17 соединен с первым входом сумматора 19, второй вход сумматора является третьим входом блока 5 адаптации, третий вход сумматора .является девятым входом блока 5 адап тации, а выход сумматора - первым ;выходом блока адаптации, управляющий вход интегратора 18 является шестым :входом блока 5 адаптации, выход интегратора 18 соединен с информационными входами ключей 20 и 21, управля ющий вход ключа 20 является- восьмым входом, а управляющий вход ключа 21 седьмым входом блока 5 адаптации, выход ключа 20 соединен с первым вхо ,дом, а выход ключа 21 - с вторым вхо дом сумматора 22, третий вход сумматора 22 .является четвертым входом, а выход сумматора 22 -вторым выходом блока 5 адаптации. Блок 3 формирования закона обжатия концов полосы Сфиг.З) содержит элемент 23 совпадения, первый вход которого является третьим входом бло ка, второй вход элемента 23 соединен с выходом инвертора 24, вход которого является четвертым входом блока, выход элемента 23 соединен с управляющим входом ключа 25, информационный вход которого является вторым . входом блока, а выход соединен с выходом блока,элемент 26 задержки, вхо которого соединен с первым входом элемента 23 совпадения, а выход - с .входом инвертора 27, дешифратор 28, ,первый вход которого соединен с вхо дом элемента 26 задержки на включение, а второй вход является пятым входом блока, первый и второй выходы дешифратора являются соответственно первым и вторым входами логического сумматора 29, а третий и четвертый вькоды - соответственно первым и вторым входами логического сумматора 30, выход логического сумматора 29 соединен с первым входом элемента 31 совпадения, а выход логического сумматора 30 - с первым входом элемента 32 совпадения, вторые входы элементов 31 и 32 соединены с BbixojioM инвертора 27, выход элемента 31 совпадения соединен с управляющим входом ключа 33, а выход элемента 32 совпадения - с управляющим входом ключа 34, информационный вход ключа 33 является первым входом блока, а информационный вход ключа 34 соединен с информационным входом ключа 33, выход которого соединен с первым входом сумматора 35, а выход ключа 34 - с вторым входом сумматора 35, выход сумматора 35 соединен с информационным входом интегратора 36, выход которого соединен с третьим входом сумматора 35 и одновременно является выходом блока. Блок 11 управления (фиг.4) содержит инвертор 37, вход которого является первым входом блока, а выход третьим входом блока, элемент 38 задержки на включение, вход которого является вторым входом блока, а выход соединен с входом инвертора 39, выход которого соединен с первым вхог дом элемента 40 совпадения, второй вход которого соединен с входом элемента 38 задержки, а выход является вторым выходом блока, инвертор 41, вход которого является третьим входом блока, а выход - первым входом элемента 42 совпадения, второй вход которого является четвертым входом блока, а выход - четвертым выходом блока, инвертор 43, вход которого соединен с вькодом датчика 4 наличия металла последней клети, а выход - с первым входом элемента 44 совпадения, второй вход которого соединен с входом элемента 38 задержки, а выход является пятым выходом блока и одновременно входом триггера 45, выход которого является шестым выходом блока, инверторы 46, входы которых являются управляницими входами блока, а вькоды - входами логического сумматора 47, выход которого является первым выходом блока. Блок 14 коррекции по жесткости полосы (фиг.5) содержит сумматор 48, входы которого являются информационными входами блока, а выход - информационным входом интегратора 49, выход которого является информационным входом ключа 50, выход которого является первым входом сумматора 51, выход которого является информационным входом интеграторов 52 и 53, пр этом выход интегратора 52 является вторым входом сумматора 51 и одновременно первым входом сумматора 54 выход интегратора 53 является вторьм входом сумматора 54, выход сумматора 54 является информационным вхо;дом ключа 55, выход которого являет выходом блока, а управляющий вход я ляется первым входом блока, второй вход блока одновременно является управляющим входом интегратора 49, ключа 50 и интегратора 52, а третий вход блока - управляющим входом интегратора 53 и ключа 56, информацио ным входом которого является выход интегратора 53. Устройство работает следующим об разом. Уставки на обжатие переднего и заднего концов полосы формируются в блоке 10 уставок. Перед прокаткой следующей партии полос источником 6 внешнего сигнала устанавливается режим обжатия переднего конца полосы. Характер изменения толщи ны переднего тсонца прокатанной полосы может быть различным (фиг.6, кривые 1 и П). Наиболее сложным является случай, изображенный кривыми 1. При рассмотрении принципа работы устройства по обжатию переднего конца полосы рассматривается с случай, изображенный кривой 1 (.фиг.ба) . В исходном состоянии перед прокаткой производится сброс ин теграторов внещним сигналом 13. Пос сброса интеграторы 17 и 18 находятс в режиме запоминания, а интеграторы 36 - в режиме интегрирования. Ключи 25 разомкнуты, внешний сигнал 6 равен 1, поэтому ключи 20 и 34 замкнуты, а ключи 21 и 33 разомкнуты. Уставка для обжатия переднего конца полосы выдается на вход сумматора 22, с его выхода - на входы кЛочей 33 и 34, ключи 33 разомкнуты, уставка проходит лишь через замкнутые ключи 34 на вход сумматора 35 , с выхода которого -. на вход интегратора 36, находящегося в режи ме интегрирования..Интегратор 36 и сумматор 35 охвачены отрицательной обратной связью. С выхода интегратора проинтегрированная уставка по обжатию передне го конца поступает на вход регулято ра 2 положения, с выхода которого сигнал выдается на привод 1 нажимныхвинтов. Последние перемещаются на величину, пропорциональную уставке, выданной на обжатие переднего конца полосы.. В исходном состоянии, когда BHem-t НИИ-сигнал 6 равен 1, на второй вход дещифратора 28 поступает сигнал 1. До момента поступления первой полосы в клети с выходов датчиков 4 наличия металла в клетях поступает сигнал О, который поступает на первый вход дешифратора 28 и на вход элемента 26 задержки на включение. При наличии на первом входе дещифратора сигнала О, а на втором входе 1 на третьем выходе дешифратора появляется сигнал 1, на остальных выходах - сигналы О. При этом на выходе элемента 30 появляется сигнал 1, а на выходе инвертора 27 - : сигнал 1, тогда на первом и втором: входах элемента 32 совпадения присутствуют сигналы 1, поэтому и на выходе этого элемента присутствует сигнал 1. При сигналах 1 на управляющих входах ключи 34 замкнуты. При входе полосы в первую клеть , на выходе датчика 4 наличия металла первой клети появляется сигнал 1. I При наличии на входах дещифратора ;сигналов 1 на первом выходе дешифратора имеется сигнал 1, а на других выходах - сигналы О. На выходе: логического сумматора 30 образуется сигнал О, на выходе элемента 32 совпадения также О и ключ 34 pasMwf кается. Одновременно при сигнале 1 на первом входе логического сумматора 29 на его выходе имеется сигнал 1, при этом на выходе элемента 31 совпадения появляется сигнал 1, и ключ 33 замкнут. При этом сигнал с выхода сумматора 22 прихо- дит через замкнутый ключ 33 на прямой вход сумматора 35, с выхода которого на вход интегратора 36 поступает сигнал обратной полярности по отношению к полярности напряжения на выходе интегратора 36. В момент переключения ключей 33 и 34 сигнал на входе интегратора равен удвоенной ; величине уставки. Напряжение на выходе интегратора уменьшаемся (по абсолютной величине ) до нуля, а затем увеличивается. Увеличение напряжения на выходе интегратора пронсходит до момента появления сигьала на выходе инвертора 27. Временная задержка между моментом появления сигнала 1 на выходе датчика 4 наличия металла первой клети и появлением сигнала О на выходе элемента 27 определяется элементом. 26 за. держки. Время задержки f (фиг.б о) в зависимости от сортамента прокатыэаемых полос составляет 1-3 с. При появлении сигнала О на выходе элемента 27 на выходе элементов 31 и 32 появляются сигналы О, ключи 33 и 34 размыкаются, на выходе сумматора 35 и входе интегратора 36 появляется сигнал О, при этом напряжение на выходе интегратора уменьшается до нуля и нажимные винты возвращаются в исходное положение. Таким образом, форгшруя закон изменения , выходного напряжения интегратора, ко торое через регулятор 2 положения вьщается на привод нажимных винтов, формируется закон перемещения нажимных винтов при обжиме переднего конца полосы в соответствии с законом .изменения выходного напряжения интегратора 36. Аналогично формируются сигналы при попадании переднеiro конца полосы в последующие клети I При вхождении переднего конца :полосы под измеритель 8 толщины на выходе датчика 12 наличия металла по измерителем толщины (фиг.4) появля;ется сигнал 1, который поступает на первый вход элемента 40, на втором входе которого в тот момент также присутствует сигнал 1, поэто му на выходе элемента 40 имеется сигнал 1, который переводит интегратор 18 из режима запоминания в режим интегрирования. На вход интегратора 18 поступает сигнал с выхода, субблока 16 умножения, на первый вход которого с датчика 9 скорости поступает сигнал, пропорциональный скорости прокатки, а на второй вход - сигнал с выхода измерителя толщины, величина которого пропорциональна отклонению действительного размера толщины полосы от заданного Сигнал с выхода интегратора 18 при обжатии переднего конца полосы, имеющего характер изменения толщины вида J (фиг.бсх), подается через замкнутый ключ 20 на вход сумматора 22, где суммируется алгебраически с заданной уставкой и подается в блок 3 формирования закона для обжима переднего конца следующей полосы. Время интегрирования интегратором 18 (длина переднего конца прокат,анной полосы ) задается элементом 38 задержки на рключение, которое в зависимости от сортамента прокатываемых полос задается в интервале 1-10 с. Через промежуток времени заданный элементом 38 задержки сигнал I с выхода датчика 12 наличия металла под измерителем толщины полосы появляется на выходе элемента 38 задержки, при этом на выходе инвертора 39 - сигнал О, на выходе элемента 38 - сигнал О, интегратор 18 переключается в режим запо1«1нания. Если изменение толщины переднего конца полосы происходит как показано кривой Г (фиг.65 |, то при обжатии переднего конца полосы участвуют ключи 21 и 33, при этом внешний сигнал 6 равен О. После обжатия переднего конца полосы нажимные винты возвращаются в исходное положение и происходит про катка средней части полосы. Уставка на обжатие заднего конца полосы вьщается блоком IО уставок на вход сумматора 19, с выхода которого поступает на входы ключей 25 соответствующих клетей. Через ключи 25 уставка на регуляторы положения не попадает, так как ключи в исходном состоянии разомкнуты. При фиксации заднего конца полосы датчиком 7 конца полосы (фиг.З) на его выходе имеется сигнал О, на вькоде инвертора 24 - сигнал Vl. На первом и втором входах элемента 23 совпадения появляются сигналы 1, поэтому иа выходе элемента 23 появляется сигнал 1, который переводит ключ 25 в замкнутое состояние. Уставка с выхода сумматора 17 проxofWT через замкнутый ключ 25 и поступает на вход регулятора 2 положеиия, с выхода которого сигнал вьщается на привод I нажимных винтов первой клети, нажимные винты перемещаются на величину, пропорциональную заданной уставке, при этом происхоит дополнительное обжатие заднего онца полосы. В момент выхода заднего конца поосы из первой клети на выходе датика 4 наличия металла первой клети оявляется сигнал О, который постуает на вход элемента 23. При этом а выходе элемента 23 образуется j n1 сигнал О и ключ 25 размыкается, вьщача уставки на привод нажимных винтов первой клети прекращается и винты возвращаются в исходное положение. Одновременно сигнал О с выхода датчика 4 наличия металла первой клети поступает на вход элемента 24 блока 3 формирования закона обжатия концов полосы второй клети, на входах элемента 23 появляется сигнал I, заг-шкается следующий ключ 25 и иа привод нажимных вин тов второй клети уставка, винты перемещаются и происходит дополнительное обжатие заднего конца полосы во второй клети. После выхода конца полосы из второй клети нажимные винты этой клети возвращают ся в исходное состояние и одновременно происходит перемещение нажимных виитов следующей клети. Аналоги ная картина наблюдается для перемещения нажимных винтов всех последую щих клетей. В момент выхода заднего конца полосы из N - К-й клети на выходе перв,ого инвертора 42 появляется сигнал 1, поступающий на первый вход логического сумматора 41, при этом на его выходе образуется сигнал 1 который переводит интегратор I7 из режима запоминания в режим интегрирования. В режиме интегрирования интегратор 17 находится до момента выхода заднего конца полосы из последней клети, при этом сигнал с выхода датчика 4 н.апичия металла после ией клети через инвертор 42 в виде 1 поступает на запирающий вход логического сумматора 41, на выходе которого образуется сигнал О, и интегратор 17 переводится в режим з поминания, при этом величина выходного напряжения интегратора пропорциональна средней величине отклонення толщины заднего конца полосы от момента включения интегратора 17 в режим интегрирования сигналом 1 с выхода элемента 41. Блок 14 коррекции по жесткости п лосы {фиг.5 ) вносит поправку, начиная с второй полосы прокатываемой п тии полос. Перед прокаткой партии полос интеграторы блока и триггер 47 сброшены, при этом на выходе тригпв ра появляется сигнал О, ключи раз мыкаются. При фиксации заднего конца первой полосы датчиком 7 конца полосы (фиг.4) на его выходе появляется сигнал О, а на выходе инвертора 43 - сигнал 1. На входах элемента 44 совпадения появляются снгнаЧ, поэтому на его выходе появляется сигнал I, который одновременно переводит интеграторы 49 и 52 в режим интегрирования, а ключ 50 в замкнутое состояние. При этом суммарньй сигнал измерителей 15 усилия прокатки непрерывной группы клетей с выхода сумматора 48 поступает на вход интегратора 49, с выхода которого через замкнутый ключ 50 - на прямой вход сумматора 51, с выхода которого - на вход интегратора 52, вход которого соединен с прямым входом су мматора 54 и одновременно с инверсным входом сумматора 51. В момент выхода заднего- конца полосы из ; .первой клети на выходе датчика 4 наличия металла появляется сигнал О, pta выходе элемента 44 совпадения ,1также сигнал О. I Ключ 50 размыкается, а интеграторы 49 и 52 переходят в режим запоминания. Во время выхода заднего конца первой полосы партии из последней клети на обоих входах элемента 46 появляются сигналы I, на выходе также сигнал 1, который переводит интегратор 53 в режим интегрирования и замыкает ключ 56. За время интегрирования на выходе интеграто:ра 53 получается напряжение, равное по абсолютной величине выходному напряжению интегратора 52, но обратной, полярности. Сигнал 1 на выходе элеН мента 46 совпадения взводит триггер 47, при этом на его выходе появляется сигнал 1, который переводит ключ 55 в замкнуто состояние, которое сохраняется на время прокатки партии полос. При выходе заднего конца первой полосы партии из , контролируемого датчиком 12 на:личия металла под измерителем толщины, на выходе элемента 46 появляется сигнал О, при этом интегратор 53 переходит в режим запоминания, а ключ 56 размыкается. При фиксации заднего конца второй полосы датчиком 7 конца полосы на BUfходе элемента 44 совпадения появляется сигнал 1, который переводит интеграторы 49 и 52 в режим интегрирования и замыкает ключ 50. На вход интегратора 4 поступает сигнал, пропорциональный сумме сигналов измери телей 15 усилия прокатки непрерывио группы клетей. Сигнал, усредненный .интегратором 49, отслеживается интегратором 52 и с его выхода поступает на вход сумматора 54, на друго вход которого поступает сигнал с интегратора 53. При выходе заднего ,конца полосы из первой клети ключ 5 размыкается а интегратор 52 переводится в режим запоминания. В сумматоре 54 происходит алгебраическое ..суммирование двух напряжений, одно из которых пропорционально средней ведшчине суммарного сигнала усилий прокатки в клетях при прокатке текущей полосы (жесткости текущей полосы ), а другое - средней величине суммарного сигнала усилий прокатки в клетях при прокатке предыдущей полосы (жесткости предыдущей полосы ). Разность между этими напряжениями через замкнутый ключ 55 выдается в сумматор 19 блока 5 адаптации, в котором алгебраически суммируется с уставкой на обжатие заднего конца полосы и сигналом с выхода интегратора 17, пропорционального средней величине отклонения толщины заднего конца полосы от заданной. Если прокатываемая полоса мягче предыдущей, то поправка, поступающая из блока 14 коррекции по жесткости полосы в сумматор 10 блока 5 адаптации, имеет знак минус, что приводит к умеиыпениюсигнала, пост пахицего в регуляторы 2 положения на 1214 жимных винтов. Если прокатываемая пог лоса более жесткая, чем предыдущая, то поправка имеет знак плюс, что приводит к увеличению сигнала, поступающего в регуляторы. При выходе заднего конца второй полосыиз последней клети (т.е. Когда заканчивается обжатие задие;ГО конца полосы,) на выходе элемента 46 совпадения присутствует сиг:нал 1, интегратор 53 переходит в режим интегрирования, ключ 56 замыка.ется. Напряжение с выхода интегратора 52, пропорциональное жесткости прокатьтаемой полосы. Через сумматор 51 переписывается в интегратор 53. В момент выхода заднего конца полосы из сечения, контролируемого датчиком 12 наличия металла под измерителем толщины, на выходе элемента 46 совпадения появляется сигнал (О, и интегратор 53 переводится в режим запоминания, при этом на его выходе напряжение равно по величине выходному напряжению интегратора 52, но отрицательного знака. Таким образом блок 14 коррекции по жесткости полосы подготовлен для выделения, разности между жесткостями прокатанной и последующей полос. Далее процессы, связанные с обжатием задних концов последующих полосл повторяются. Применение предлагаемого устройства позволит дополнительно уменьшить разнотолщинность на 5-10%. Дополнительная экономия от внедрения изобретения составит 120 тыс.р.
ю J г tH
Фиг



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования толщины полосиз РАзРЕзАННОгО HA чАСТи пОдКАТА пРиНЕпРЕРыВНОй гОРячЕй пРОКАТКЕ иуСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU797813A1 |
| Устройство для регулирования толщины проката | 1980 |
|
SU865459A1 |
| Устройство для регулирования межклетевых натяжений | 1984 |
|
SU1174112A1 |
| Устройство для настройки скоростей валков непрерывного стана горячей прокатки | 1981 |
|
SU995940A1 |
| Устройство для определения жесткостипОлОСы B пРОцЕССЕ НЕпРЕРыВНОй гОРячЕйпРОКАТКи | 1979 |
|
SU848110A1 |
| Способ автоматического регулирования относительного обжатия полосы в прокатном стане и система для его осуществления | 1987 |
|
SU1503917A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1985 |
|
SU1284632A1 |
| Устройство управления скоростными режимами | 1976 |
|
SU655445A1 |
| Система регулирования толщины полосы на стане горячей прокатки | 1980 |
|
SU910250A1 |
| Устройство регулирования ширины горячекатаных полос | 1980 |
|
SU908445A1 |



1. УСТРОЙСТВО ДЛЯ РЕГУЛИРОBAHIW ТОЛЩИНЫ ПРИ ПРОКАТКЕ КОНЦОВ ПОЛОС по авт.св. № 914124, о т л ичающееся тем, что, с целью повышения точности регулирования, в устройство дополнительно введены измерители усилий прокатки, установленные для каладрй клети, блок коррекции по жесткости полосы, первый, второй и третий входы которого соединены соответственно с четвертым, пятым и шестым выходамиблока управления, информационные входы которого соединены с измерителями усилий прокатки соответствующих клетей, а выход блока коррекции по жесткости полосы соединен с девятым входом блока адаптации. 2. Устройство по П-. 1, отличающееся тем, что блок коррекции по жесткости полосы содержит три сумматора, три интегратора, три ключа, причем выход первого сумматора соединен с информационным входом первого интегратора, выход которого соединен с информационным входом первого ключа, выход которого соединен с первым входом второго сумматора, выход которого соединен с информациоиными входами второго и третьего ий- теграторов, выход второго интегратора соединен с вторым входом второго сумматора и с первым входом третьег9 сумматора, а выход третьего интегратора соединен с информационным .входом второго ключа и с вторым входом третьего сумматора, выход которого соединен с информационным входом третьего ключа, а выход второго ключа соединен с третьим входом второго сумматора. 3. Устройство по п. 1, о т л и - : чающееся тем, что блок управления дополнительно содержит последовательно соединенные третий инвер;тор и второй элемент совпадения, а ;также четвертый инвертор третий совпадения, триггер, пятый и шестой инверторы, при этом входы пятого и шестого инверторов являютсй управляющими входами блока, а выходы - входами логического сумматора, вход четвертого инвертора соединен с вькодом датчика наличия металла noc-i ледней клети, а выход - с входом : третьего элемента совпадения, второй ВХОД которого соединен с входом элемента задержки, выход третьего элемента совпадения является пятым выходом блока и одновременно входом триггера, выход которого является шестым выходом блока вход третьего ;инвертора является третьим входом блока, а выход - первым входом второго элемента совпадения, второй вход которого является четвертым входом блрка, а выход - четвертым выходом блока.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР Н 914124, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
