Изобретение относится к устройствам для орео1рен;;я труб, лентой и может быть а.спользовано 3 химическом и нефтяном апиаратостроении нрн производстве аппаратов воздушного охлаждения.
Известно устройство для спирального оребрения труб лентой, содержащее смоитирозанные на станине шпиндель, перемещаемые вдоль шпинделя поддерживающий и накатной рол;1ки, поджимающие трубу к опорному элементу в виде кольца с рабочей кромкой, закатывающий спираль в выполненную на трубе канавку.
Недостатком известного устройства является то, что на нем нельзя оребрять трубы диаметров без из.меиения всего шпиндел1ного узла. Кроме того, с изменением диалгетра ореЗряемых труб (Возникает необходимость применения других типов оребрения (например L-образиого), так как тонкостенные трубы не позволяют применять накатку каиавок.
Целью изобретения является расширение технологических возможностей станка и повышение стойкости накатного инструмента. Это достигается те.м, что полый шпиндель смонтирован с возможностью вращения вокруг оси, иараллельиой оси подачи оребряемого изделия, а роликовый механизм накатки установлен последовательно за узлом формирования ленты в спираль с возлюжностью осевого регулировочного неременденин н связан с закатными ролика.ми посредством телескопического вала, проходящего через нолый шпиндель.
Кроме того, етанок меет лентонанравляющее устройство с профилирующими ролика.ми, которые позволяют формировать ленту применительно к различным типам оребрения.
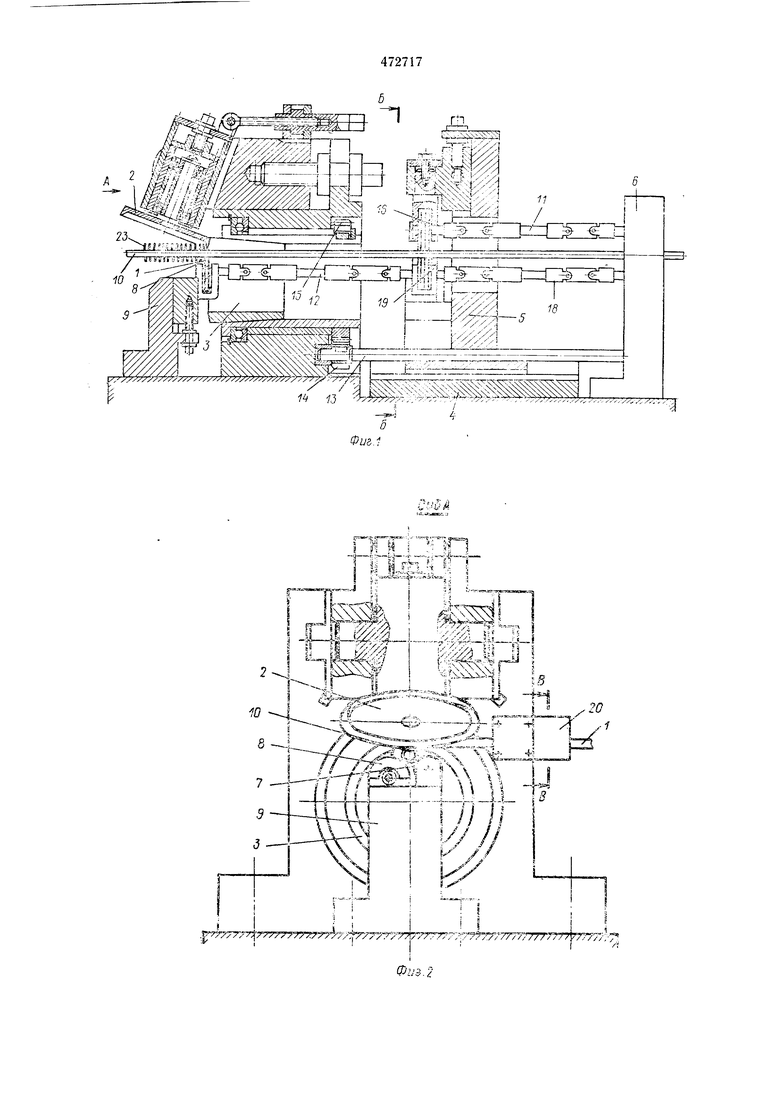
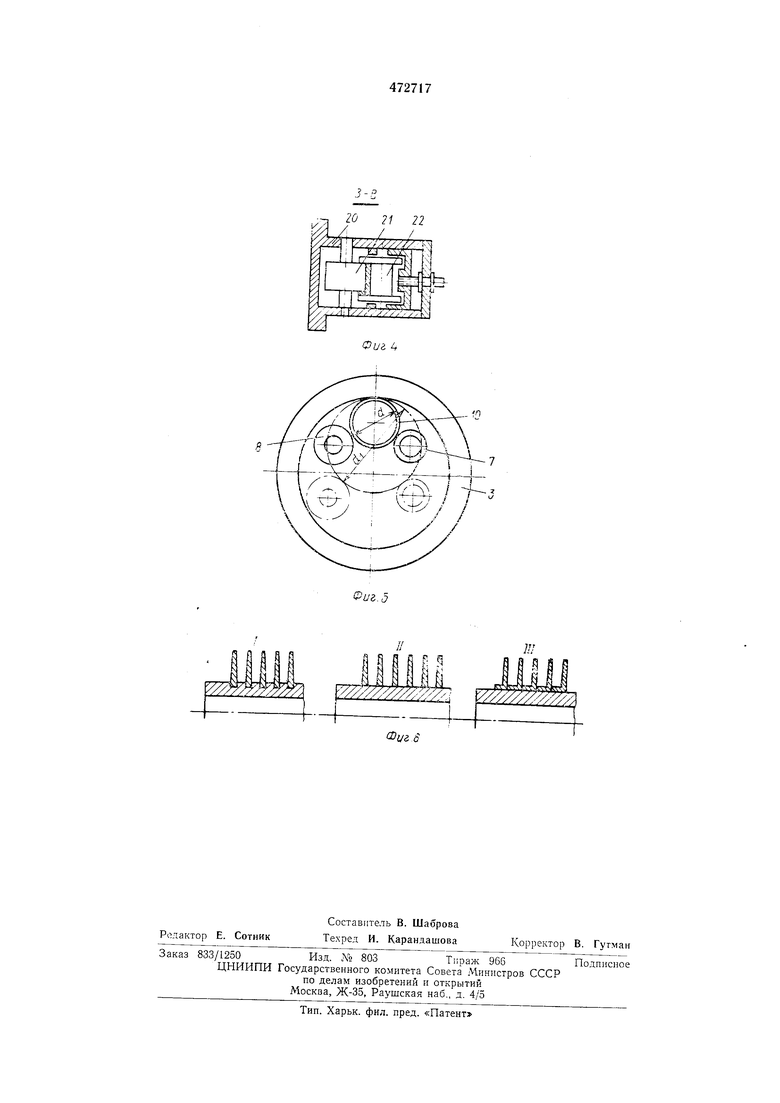
На фиг. 1 ; зображе1 предлагаемый станок, разрез; -на фиг. 2 - в;гд по стрелке А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. I; на фиг. 4 - разрез но В-В на . 2; на фиг. 5 - положение закатных и на5правляющих роликов при оребрении труб разного диаметра; на фиг. 6 - типы оребреиных труб.
Станок состоит из установленных на общей станине узла / формирования ленты в
0 спираль, содержащего дисковый опорный конус 2 и полый шпиндель 3 с коническим рабочим торцо.м, роликового механиз.ма накатки, состоящего из неподвижной направляюи,ей 4 и подвижной стойки 5 с установленными на
5 ней регулируемыми накатными роликами, кинематически связанными с прнводо.м 6, группы направляющих 7 и закатных 8 роликов, расположенных в зоне оребрения на общей стойке 9 с возможностью установки на любой диа.метр оребряемой трубы 0.
0
Вес узлы станка получают движение от общего привода 6, с которым соединены через телескоплческне ва;1Ы // н 12.
Шнн11де.1Ь 3 связан с прнводол 6 вало-м 13 через зубчатую пару 14. 15. Накатные роЛНчи 16, 17 связаны с нрнводод телесконнчеcк; ; l 15аламн 18, а накатно1 ролик 19 и заiwiTHijic ролнкн 3 установлены на обн1ем тслсCKOHii4ecKOM валу 12, соеднненном с приводо.м. Манравляющие ро.лнки 7 --ненрнводныс.
К узлу формирования ленты в спираль Hjj и креплено ленто направляющее устройство 2И с нрофнлнрующимн ролнками 21 н 22 для нанравлення лентв / в зону деформации.
Для настройки станка гладкую трубу 10 устанавливают з станок н зажимают накатными роликами 16, 17 19 с усилием, необходимым для образования канавкн. Ирп этом труба получает вращательно-постунательное движение от накатнвьх роликов.
Как только труба войдет в зону фор мирования леиты в спираль, ианравляюи1ие ролики 7 свои.ми выступами входят в нанесенную на трубе канавку и ориеитипуют ее иод кромкой ленты.
Прямая лента 7 через лентоианравляЕои,ее устройство 20 попадает в клиновой зазор между коническим рабочи.м торцом ншннделя 3 и днсковькм опорным конусом 2.
Благодаря силе трения лента зт;цишастся и нрокатывается. В результате ирокатки ленты «на клии (ио иоперечн.ому сечеиию) за счет иерсрасиределения металла нронс.ход1гт изгиб леиты вокруг трубы 10, образуется CHIIраль 23. При этом лента своей внутренней кромкой попадает в иакатаииую на трубе сориентированиую иаправляющими роликами 7 виитовую канавку, илотно охватывая трубу. Плотность охвата регулируется изменением клинового зазора .между рабочим торцом гпиинделя В и днсковыл опорным конусом 2.
Для более надежного соедииенг1Я спирали с трубой края канавки за счет вдавливания закатных роликов 8 в трубу сближаются, те.м самым надежно закрепляя спираль 23 в канавке.
В начале процесса враи1,ают и нодают трубу накатные ролики 16, 17, 19. После того.
как труба исреместится в зону деформации jieirri) в снира;1Ь, закатн1 1е ро,1;;ки S HO.MLIMO своего нрямого назначения сообн1ак)Г тпубе вран1ательно-иосту нательное движение. По окончании накатки 1 анавки иакат1 Ь е IIO:IHKH отводятся от трубы, а зра1цение и осевую иодачу трубы ос л 1сст1зляют закатные ролик11.
При измененнн наруж1юго днаметра озебряемых труб накапи е роликн 17, 19, а также грунна закатных 8 и нанравляюн нх 7 (роликов перемещаются в вертикальной и r-jpib зоитальной плоскостях (фиг. 5).
При оребреиии труб II тина (биг. 6), т. е. без заделки снирали в канавку, г-.та.ткая труба сразу подается в зону фор:.:нрован1:я ленты в спираль. При зтом иакат 1ые /6, /7 и 19 и закатный S ролики нодводятся к трубе с усилием, обеснечпваюнди.м BpaHieHiie и иодачу трубы с зал, щагом ореб)эеиия.
При оребрении труб III тина (фиг. 6) для создания большей ycToinniBOCTi: снира. на трубе нижняя кромка .теиты / с ио:-.:он1ью HDOфилпрующих роликов 21, 22 отгибается иод прямым углом. В остальном нроцесс аналогг.чен нроцессу ореб|)ения труб II тииа.
П 1) е ;|, м е т и з о б р е т е fi и я
Станок .тля С111 рального сребрения труб .тентой, содержап;ий установленные на ста ниие и кпне.матнчески связанные с нрнво.то.м узел формирования леиты в сиираль, выиолнениый в виде нолого иишнделя с внутренней цил1И1дрической иоверхиостыо н ко:;ическ м рабочим торцом и дискового оиориого конуса, ро.1иковый Л1ехан)1зм накаткн и закат1 ые роликн, отличающийся те:., что, с целью расширения технологических возможностей стг.нка и у1зелнчення стойкостн на1 атных юлн1()в, полый щпиидель смонтирован с воз :ожностью вращения вокруг оси, параллельно оси подачи оребряемого изделия, а роликовый механизм накатки установлен носледо;5ате:11);ю за узло.м формнроваиия .чеить; i-; спираль с возможностью осевого регу.чировочного иеремеи1,еиия и связаи с закатными роликами посредством телескопического вала, ироходяншго через полый шпиндель.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для спирального оребрения труб лентой | 1977 |
|
SU733822A1 |
| УСТРОЙСТВО для СПИРАЛЬНОГО ОРЕБРЕНИЯ ТРУБ ЛЕНТОЙ | 1972 |
|
SU356011A1 |
| Линия для спирального оребрения труб лентой | 1990 |
|
SU1752468A1 |
| Устройство для оребрения труб лентой | 1972 |
|
SU441994A1 |
| Способ оребрения труб | 1975 |
|
SU548167A1 |
| УСТРОЙСТВО для ОРЕБРЕНИЯ ТРУБ | 1972 |
|
SU349437A1 |
| Линия для оребрения труб методом спиральной навивки ленты | 1989 |
|
SU1690885A1 |
| Линия для спирального оребрения труб лентой | 1978 |
|
SU733760A1 |
| УСТРОЙСТВО ДЛЯ ОРЕБРЕНИЯ ТРУБ ЛЕНТОЙ | 1973 |
|
SU407605A1 |
| Станок для оребрения труб лентой | 1987 |
|
SU1549627A1 |

,.j
i Joc4:
l-Jll-i-.-й 14ирП|Я ,/ /i - v- - - I
I
5Л,|ййг™яя - Йй--- - ,„. ,
i : --, I 20
,ji ,p,«,.
jf- r- .vt , :fi
, - iv Л I
M i F
u г 1Г
777;Г|
р;лв--; t..-: , -. Г «ккг: ч
t IH l./Lfl
I l.J 1 3
к
.°Т%- « -
л
,- fl
Фиг 6
