(54) ЛИНИЯ ДЛЯ СПИРАЛЬНОГО ОРЕБРЕНИЯ ТРУБ ЛЕНТОЙ
1
Изобретение относится к обработке металлов давлением, в частности к производству ребристых труб.
Известна линия для спирального оребрения труб лентой, содержащая установлен-х иые по ходу технологическогопроцесса и связанные кинематически и транспсфтными средствами устройство для накатывания канавок с тремя установленными на каретке накатными роликами, устройство . .для формирования ленты в спираль и ytft ройство для закатывания ленты в кана& ку l.
Однако известная линия не обеспечивает изготовления труб высокого качества, ,, так как в процессе деформации трубы по лучают удлинение, в результате чего искажаются размеры готовых труб по длине.
Кроме того, труба, изготовляемая на известной линии, имеет между гладким 20 концом и оребренной частью участок с канавкой, который равен по длине расстоя- нию от накатных роликов до наружного торца привопного прокатного валка механизма формирования спирали. Этот участок остается неоребренным, что также снижает качество получаемых труб.
Цель изобретения - повышение качеств ва изготовляемых труб.
Это достигается тем, что линия npei лагаемой конструкции снабжена ;приемным устройством, установленным за устройст ъсм для закатывания ленты в канавку, устройством для подрезки труб, устано ленным лараллейЬёо приемному устройству устройстве для передачи труб, установленным между приемным устройстве и устройством для подрезки труб, а также устройством для фиксации труб, устано ленным перед устройством для накатывания канавок, при этом устройство для накатывания канавок электрически связано с устройством для подрезки труб и с ycTkройством для фиксации труб.
Устройство для фиясашш труб выполнено в виде приводных зажимных губок.
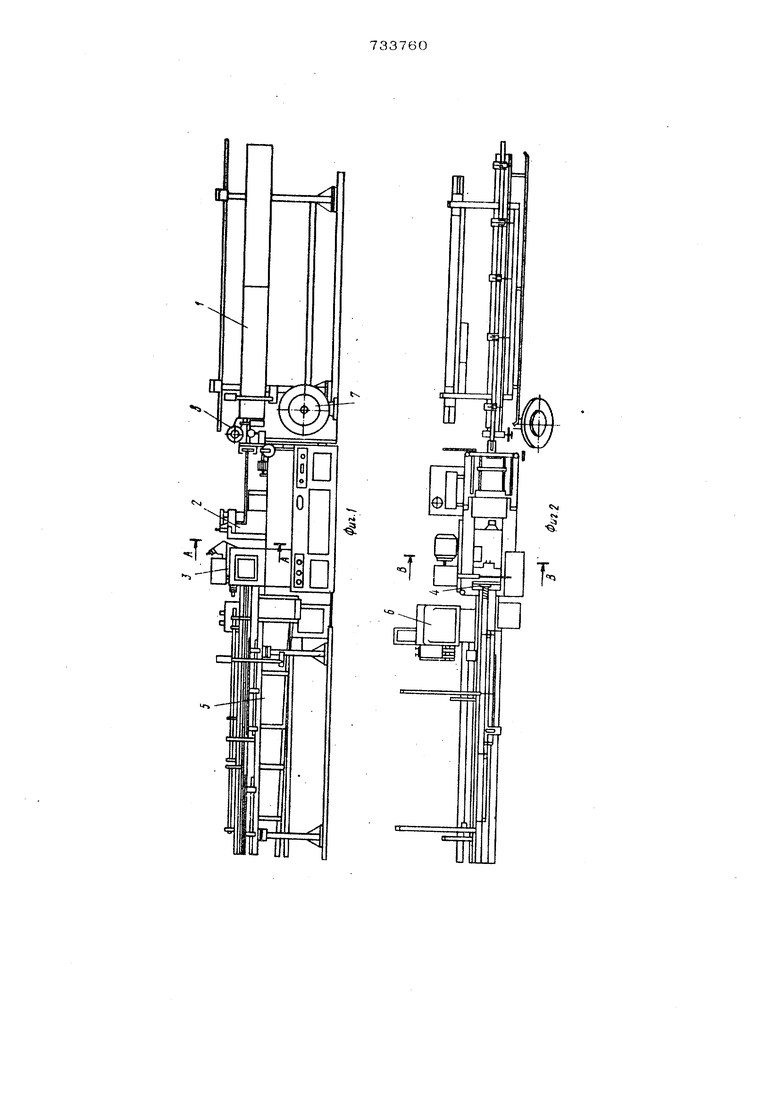
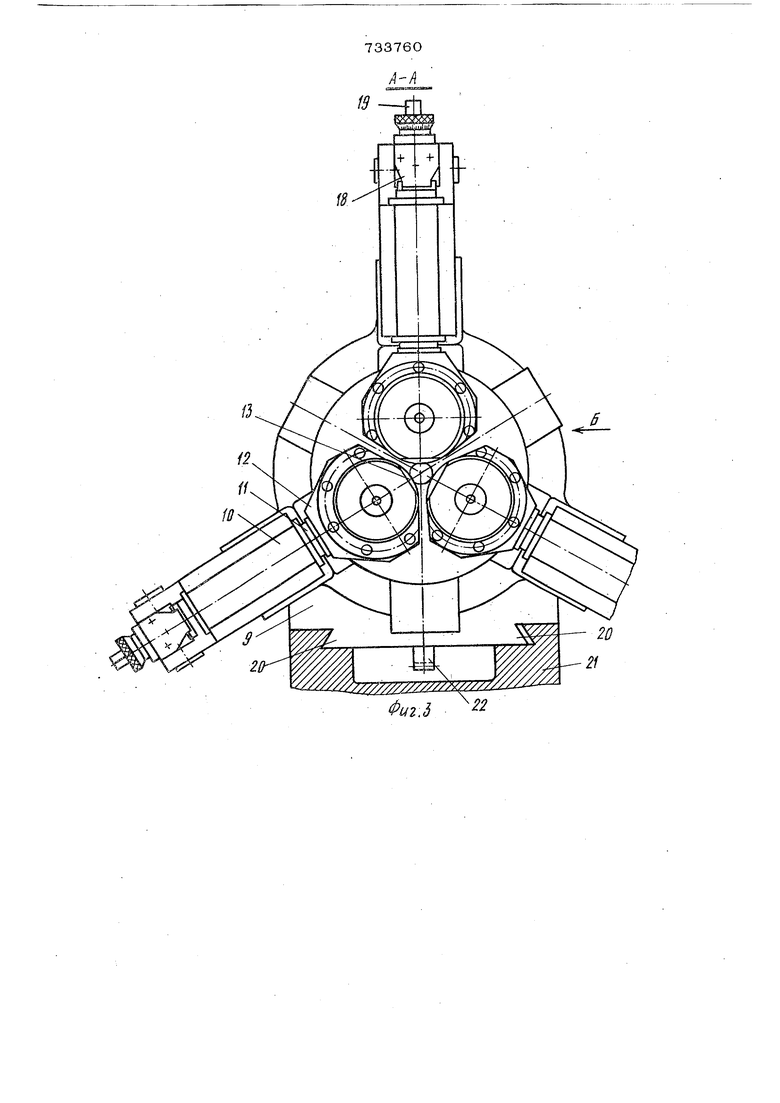
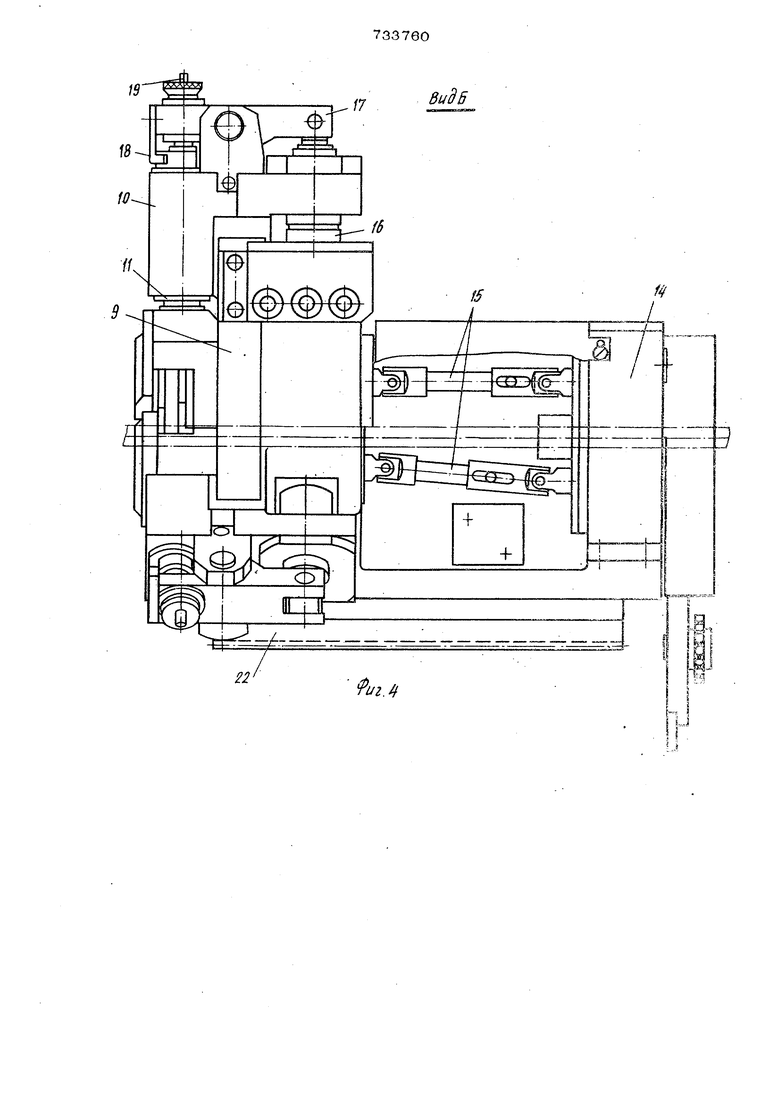
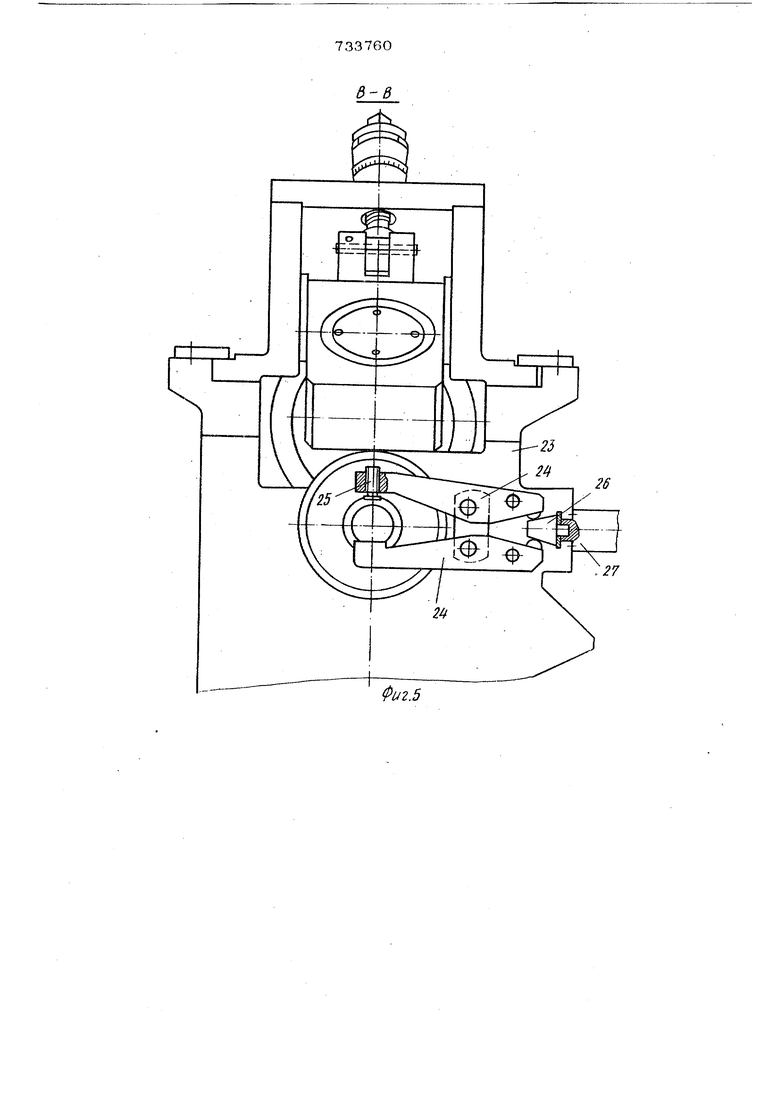
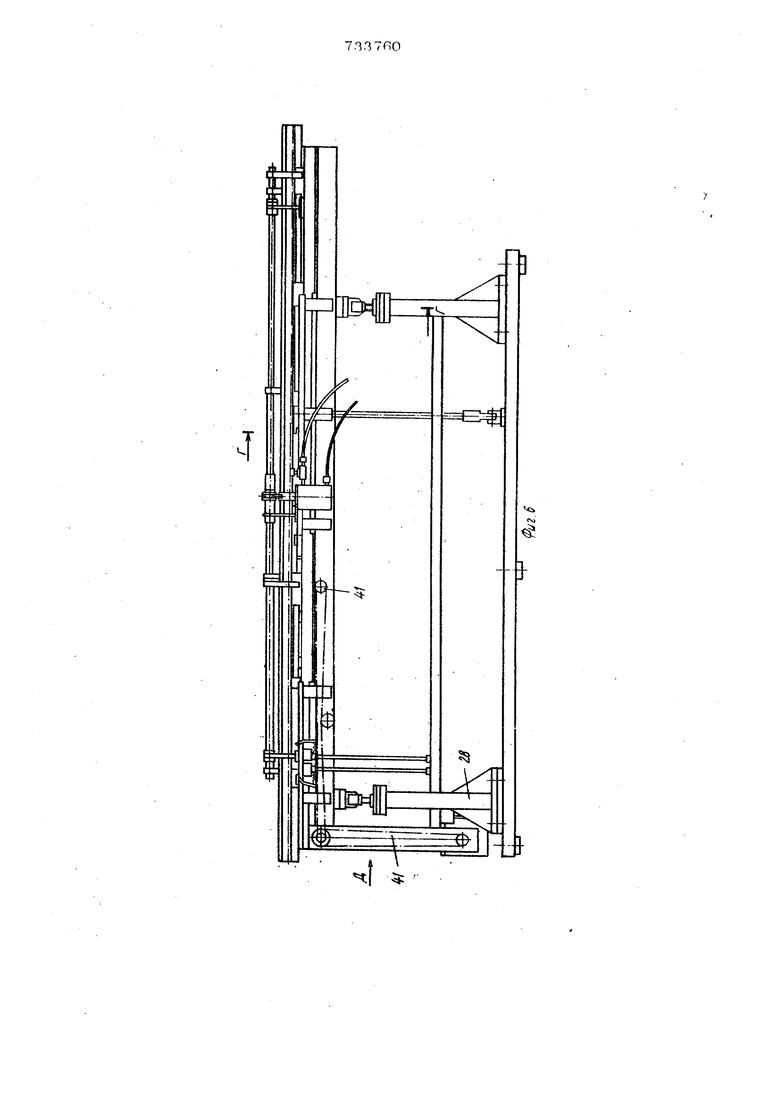
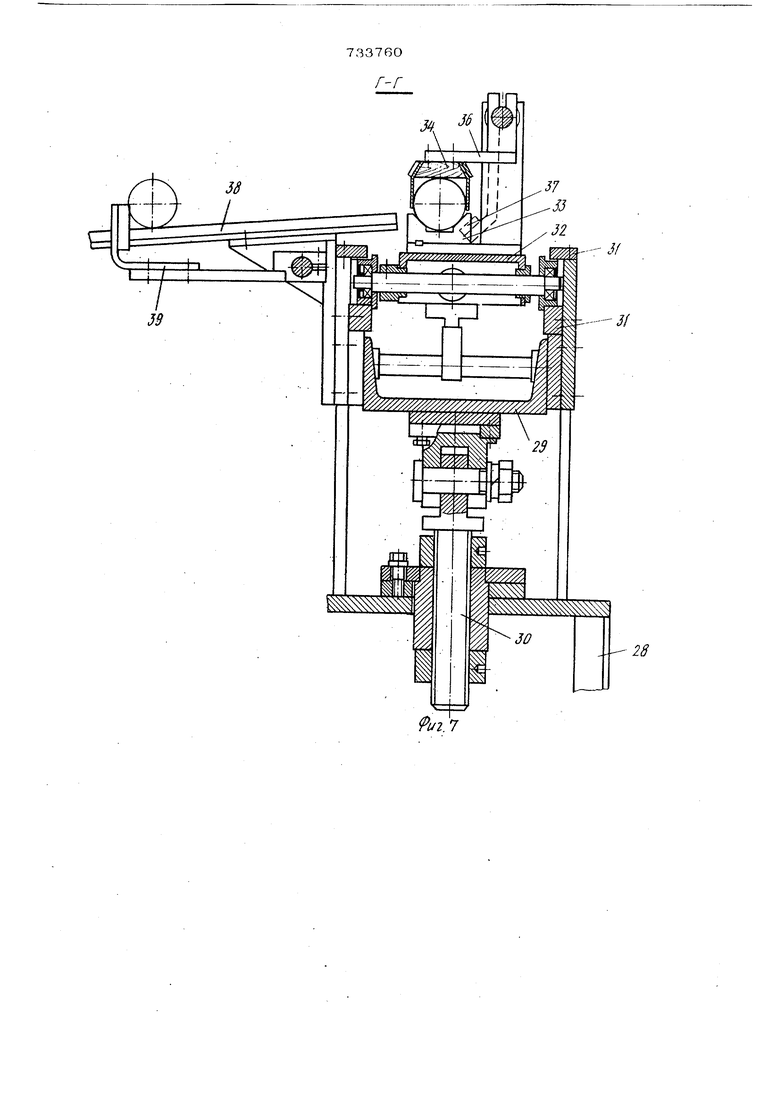
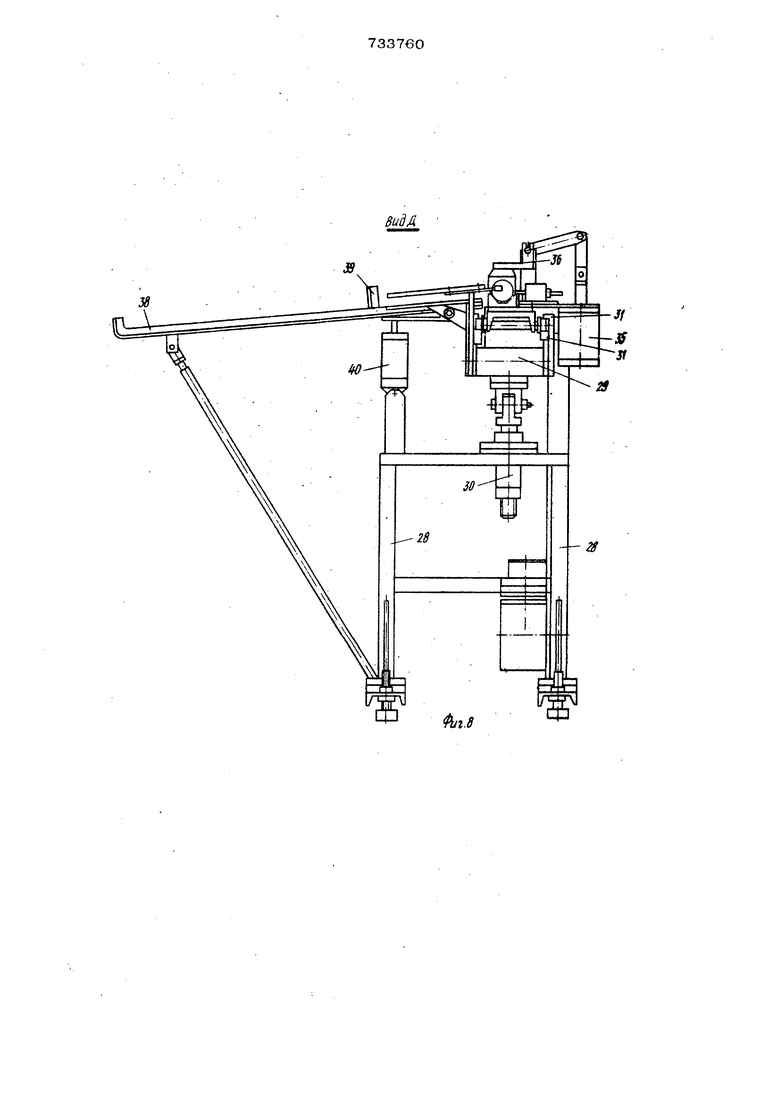
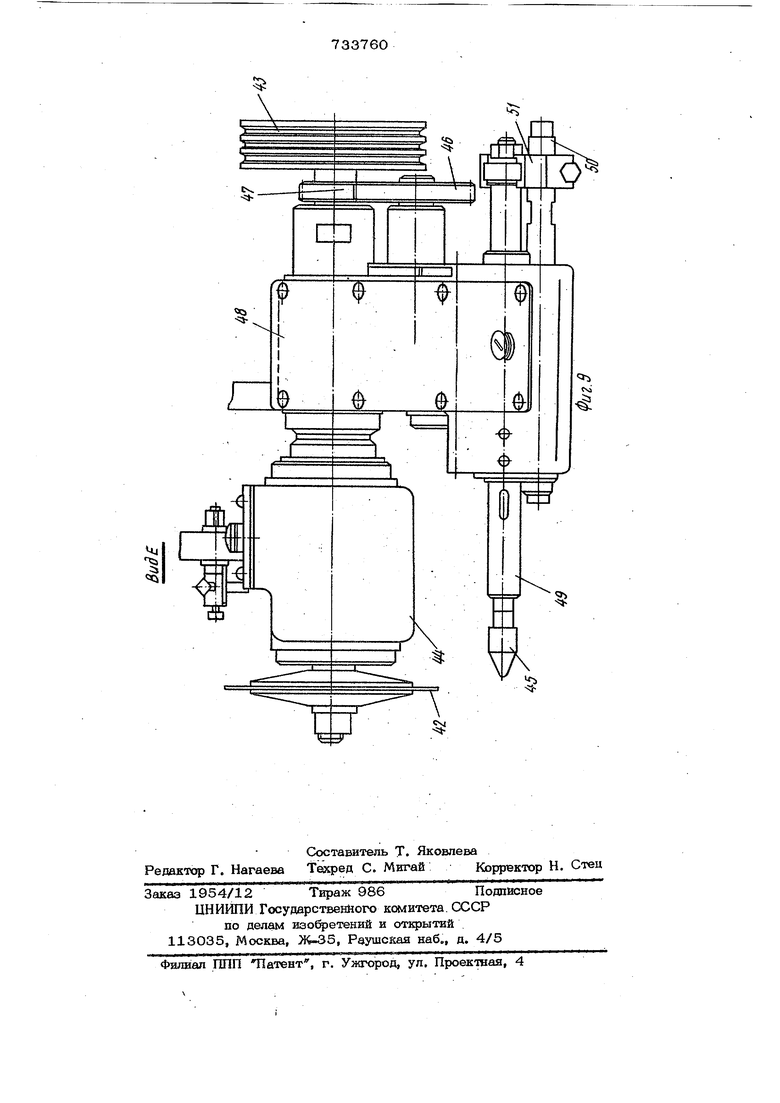
Приемное устройство выполнено в виде направляющих и установленной на направляюших карет1си с приводными рычаж ными захватами. Устройство для подрезки труб выполнено в виде приводной режущей головки .и кинематически с ней связанной головки для снятия заусенцев, установленных с возможностью качания вокруг оси, параллельной направляющим приемного уст ройства.. Устройство ОЛЯ передачи труб выполне- но в виде приводных рычагов, установлен ных перпендикулярно к направляющим приемного устройства, и толкателей, жестко закрепленных на захватах приемного устрройства. На фиг. 1 показана предлагаемая линия; на фиг. 2 - то же, план; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - вид по стрелке Б на фиг. 3; на фиг. 5 - разрез В-В на фиг, 2; на фиг, 6 - приемное уст ройство; на фиг, 7 разрез Г-Г на фиг.6; вид по стрелке Д на фиг. 6; на фиг. 8 на фиг. 9 вид сверху на устройство для подрезки Предлагаемая линия содержит расположенные по ходу технологического процес- са загрузочное устройство 1, устройство 2 для накатывания канавок, устройство 3 формирования ленты в спираль, устройство 4 закатывания ленты в канавку, приемное устройство 5, устройство 6 для пощэуки труб, кассеты 7 для бухты Лен« ты, наматываемой на трубу. Загрузочное устройство имеет подающие ролики 8.. Устройство для накатывания канавок выполнено в виде подвижной каретки 9, на которой смонтированы кронштейны 10 g осями 11 корпусов 12. В корпусах 12 расположены накатные ролики 13. Вращение роликов 13 осущеср вляется от редуктора 14 через карданные валы 15. Подвод и отвод роликов в радиальном направлении производится с помощью гидроцилиндров 16 через двуплечий рычаг 17 и поводки 18. Настройка роликов на глубину накатываемой канавки вы полняетх:я винтами 19. Конец каретки 9 имеет форму ласточкина хвоста 20, которым она устанавливается на направляющие 21 станины уст ройства. Перемещение накатного механизма осуществляется через рейку 22, зубчатое колесо от гидроцилиндра со щтоком конец которого выполнен в виде зубчатой рейки. На корпусе устройства 3 формирования ленты в спираль смонтировано устройств во 23, для фиксации труб, выпо/шеиное в виде зажимных губок 24 с регулируемыми прижимами 25. Замыкание губок от клина 26, связанного со штоком гидроцилинд- ра 27. Приемное устройство содержит стойки 28, на которых смонтировано основание 29 с регулировочными винтами по высоте 30. Основание имеет направляющие планки 31, на которые установлена каре-рна 32 с захватами 33, представляющие ,собой лотки с крышками 34. Замыкание захватов производится гидроцилиндром 35 через рычаги 36. При раскрытии лотков рьгчаги 37 перегружают сребренную трубу .на передающие рычаги 38, Фиксация трубы относительно оси отрезного устройства производится отсекателем 39, работающим от гидроцилиндра 40. Привод каре-рки 32 осуществляется от электродвигате- ля, через цепные передачи 41. Устройство для подрезки труб в размер после деформации выполнено в виде режущей головки 42, связанной с приводом через щкив 43, редуктор 44. На корпусе приводного вала расположена головка для снятия заусенцев с инструментом 45,Бращение инструмента 45 производится через шестерни 46, 47, редуктор 48 и пиноль 49, Пиноль подвижна в осевсм направлении, движение осуществляется с помощью скалки 50 с поводком 51. Все рабочие движения отрезного уст ройства и механизма для снятия заусенцев производятся от кулачкового вала, а возврат в исходное положение за счет возвратных пружин. Оаисываемая. линия работает следующим образом. Работа начинается после приведения ее в исходное положение, при котором лента из кассеты 7 заправлена в устройство для формирования ленты в спираль, трубы заготов1ш загружены в магазин з.агруэочНОГо устройства 1, устройство для накатывания канавок в крайнем заднем положении, зажимные губки устройства для фиксации изделия замкнуты, Работает линия в полуавтома.тическом режиме, однако управлять операциями можно, подавая команды с пульта управления. После включения линии труба-заготовка из магазина загрузочного устройства 1 подается с помощью гидроцилиндров в исходное положение, и замыкает микровыключатель, который выдает, команду подающим роликам 8. Ролики 8 перемещают rpyjoy & устройство ипя накатывания 57 канавок 2 no упора ое в заж11мные губки 24 устройства шш фиксирования трубы, снабженного концевым выключателем. При срабатывании концевого выключателя отключается привод загрузочного уст ройства, а накатные ролики 13 подводять. ся и внедряются в трубу, фиксируя ее положение. В конце подвода роликов к трубе губки 24 размыкаются, давая возможность для перемещен ш трубы в устройсгво 3 для формирсван1Ш ленты в спираль. Заднее положение устройства для накатывания канавок рюгулируется так чтобы- расстояние от губок 24 до накатных роликов 13 было равно гладкому концу на трубе (без ребер и канавки). При размыкании губок 24 включается концевой выключатель, накатные ролики вместе с трубой перемещаются по направляющим 21 станины в переднее.положение. Нака-тые ролики 13 осуществляют накатывание канавки на поверхности трубы, ее вращение и осевую подачу с шагом, соответствующим шагу оребрения. При вы ходе конца трубы с первыми канавками из механизма формирования ленты в спираль включается привод прокатных валков механизма и подводится к трубе зака-гаой ролик. Спиральная лента-своим основанием сразу в зоне деформации укладывается в канавку, а закатной ролик завальцовывает основание ленты, создавая необходимое механическое закрепление. Сребренная труба поступает в захваты 33 приемного устройства, которые предохраняют ее от механических повреждений. Производится оребрение основного участка трубы, дл1ша которого регулирует ся концевьпу выключателем, установленным на приемном устройстве. Накатные ролики являются ведущими для изделия, поэтому.при выходе его из накатного механизма или отвода роликов от трубы ос.тается участок трубы без ребер, равный по длине расстоянию от механизма формирования лентьг в спираль до накатных роликов. Дооребрение этого участка осу ществляется за счет технологического припуска по длине трубы - заготовки следующим образом. .В момент размыкания концевого выключателя на приемном устройстве отклю чается главный привод, оребрение прекращается, отводятся накатные ролики от тру бы, устройство для накатки канавок от ходит в заднее положение, накатные ролики 13 подводятся к трубе, губки 24 освобождают ее, включается привод накат 606ных роликов и механизма форм1фОБания лентьг в спираль. Таким образом, производится полное оребрение трубы. Губки 24 и накатггые ролики 13 работают cmixpOHHo от регулятора давления: при отводе накатньсх: роликов губки замы кают трубу, и наоборот. Технологический припуск составляет небольш то велич1шу, так как в процессе оребрения труба получает удлинение за счет экструдированйя при накатывании канавки и завальцовки спирали. Полная дл1ша сребренной трубы контролируется вторым концевым выключателем, установленнык на приемном устройстве. При его замыкании отключается сначала привод устройства формирования ленты в спрграль, так как Tpjfia еще вращается, происходит обрыв ленты в зоне деформации, затем отключается привод накатных рол1К- ков, и ежи отводятся от трубы, отводится от трубы и устройство для закатыван гя ленты. Включается привод 41 каретки 32, которая перемещается вперед до упора с оребренной трубэй таким образом, чтобы конец ее вьшел из устройства формирования ленты в спираль. Сребренная труба перегрул ается с призм захватов 33 на рычаги 38 с помо шью рычагов 37 с одновременным рас1фытием крьгшек 34, привод которьгх осушест вляется от гидро.иилиндра 35. Труба перемещается до отсекателей 39. Сбрабатываемый конец трубы оказывается на Л1шии обработки устройства д.пя подрезки. Каретка 32 Ёозвращается в исходное положение. Для оребрения очередной трубы необходимо снова нажать кнопку Пуск на пульте управления. В позиции захвата трубы - заготовки накатными роликами включается от концевого выключателя, устано& ленного на одном из цилиндров убтройства для накатки канавок, отрезной механизм 6. Сбрабатываемый конец трубы фиксируется в призме устройства для подрез ки. Таким образом, оребренная труба оказывается зафиксированной от поперечного смещения oтceкaтeля fи 39, приемного yc-iv ройства, а от продольного смещения - призматичесш ми губками устройства для подрезки. Вращение от электродвигателя устройства для отрезки передается на кулачковый вал, режущую головку 42 и головку для СНЯТ1Ш заусенцев 45. Обработка конца трубы осуществляется в следующей последовательности. Обрабатываемый конец зажимается призматйческзши губками, привод которых от кулачков кулачкового вала. Через кулачковый вал осуществляется движение подачи режущей головки 42, производится отрезка конца трубы, после чего режущая головка возвращается в ис ходиое положение. От кулачкового вала головка для сняшя заусенцев с шютрументом 45 поворачивается относительно оси качания так, чтобы пш1оль 49 встала на ось обрабать ваемой трубы, после чего пиноли сообщаетоя осевая подача и производится снятие заусенцев, затем под действием возврат , ных пиноль и головка возвращаются в исходное положение. При дальнейшем вращении кулачкового вала призматические губки разжимаются, освобождая трубу, срабатывает концевой выключатель i и отключается привод усрройства для подрезки. Фиксатор 39 опускается вниз, пропустив обработанную трубу в накопитель и возвращается в исходное положение. Таким образом, обработка конца произ водится одновременно с процессом оребрения последующей трубы, что не влияет на основное технологическое время ее изготовления.Описываемое изобретение обеспечивае изготовление труб высокого качества с точными размерами по длине трубы и по различным ее участкам. Формула изобретения 1. Линия для спирального оребрения труб лентой, содержащая установленные по ходу технологического процесса и свя занные кинематически и транспортаыми средствами устройство для накатывания канавок с тремя установленными на каре ке накатными роликами, устройство для формирован1Ш ленты в спираль и стройство для закатывания ленты в канавку, отл и чающаяся тем, что, с целью повышения качества изготовляемьсх труб, она снабжена приемным устройством, установленным за устройством для закатывания ленты в канавку, устройством для подрезки труб, установленными параллельно приемнсму устройству, устройством для передачи труб, установленным между приемным устройством и устроСютвом для подрезки труб, а также устройством для фиксации труб, установленньш перед уст ройством для накатывания канавок, при этом устройство для накатывания канавок электрически связано с устройством для подрезки труб и с устройством для фиксации труб. 2.Линия по п. 1, отличающаяся тем, что устройство для фиксации труб выполнено в виде приводных зажимных губок. 3.Линия по п. 1, 2, о т л и ч- а ад щ а я с я тем, что приемное устройство выполнено в виде направляющих и установленной на направляющих каретки с приводаыми рычажными захватами. . 4. Линия по п. 1, 2, 3, о т л и ч а ю щ а я с я тем, что устройство для подрезки труб вьшолнено в виде приводной режущей головки и кинематически с ней связанной головки для снятия заусенцев, установленных с возможностью качания вокруг оси, параллельной направляющим приемного устройства. 5. Линия по п. 1, 2, 3, 4, о т л и чающаяся тем, что устройство для передачи труб вьшолнено в виде приводных рычагов, установленных перпендикулярно к направляющим приемного устройства, и толкателей, жестко закрепленных на захватах приемного устройства, Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 472711, кл. В 21 С 37/26, 1972,
-
Гм

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для спирального оребрения труб лентой | 1990 |
|
SU1752468A1 |
| Линия для оребрения труб методом спиральной навивки ленты | 1989 |
|
SU1690885A1 |
| Станок для оребрения труб лентой | 1987 |
|
SU1549627A1 |
| Линия для спирального оребрения труб лентой | 1985 |
|
SU1224036A1 |
| Станок для спирального оребрения труб лентой | 1977 |
|
SU733822A1 |
| Станок для спирального оребрения труб лентой | 1972 |
|
SU472717A1 |
| Устройство для отрезки и снятия заусенцев на трубах | 1990 |
|
SU1830313A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| УСТРОЙСТВО для СПИРАЛЬНОГО ОРЕБРЕНИЯ ТРУБ ЛЕНТОЙ | 1972 |
|
SU356011A1 |
| Линия для спирального оребрения труб лентой | 1989 |
|
SU1660784A1 |