25 26 22 21 20 212579 27 29 fus. 2
Изобретение относится к обработке металлов давлением, в частности к устройствам для оребрения труб, используемых в качестве теплообменных элементов различных холодильных, нагревательных и прочих устройств.
Цель изобретения - повышение производительности и качества и снижение трудоемкости изготовления.
На фиг. 1 представлено устройство, об- щий вид; на фиг. 2 - кинематическая схема устройства; на фиг.3 - механизм захвата, общий вид; на фиг. 4 - кинематическая схема механизма захвата.
Станок для оребрения труб лентой со- стоит из станины 1, на которой размещен электродвигатель главного привода 2. Вращение от него через электромагнитную муфту 3 передается редуктору 4. От редуктора крутящий момент передается накатным роликам 5 с помощью электромагнитной муфты 6 навивочному механизму 7, устройству 8 захвата и перемещения.
Устройство захвата и перемещения установлено в направляющих 9 для осевого перемещения. Приводной вал 10 устройства кинематически связан с электромагнитными муфтами рабочего 11 и обратного хода 12. Муфты приводят во вращение соответственно валы 13 и 14, которые в свою очередь связаны зубчатой передачей 15. Вал 13 с помощью цепной передачи связан с гайкой 16, размещенной на корпусе устройства (не показан) . Гайка взаимодействует с винтом 17, размещенным неподвижно на станине 1. Приводной вал 10 устройства кинематически связан с центральным полым валом 18, на торце которого размещен вращающийся фланец 19. При этом скорость вращения вала 18 равна скорости вращения задаваемой оребряемой трубе роликами 5. На фланце 19 подвижно с помощью осей 20 за- креплены полукольца 21. При этом полукольца подпружинены относительно фланца пружинами 22. На полукольцах закреплены зажимные губки 23. Привод радиального перемещения губок осуществляется с помощью симметрично расположенных отно- сительно продольной оси двух пневмоци- линдров 24, которые неподвижно закреплены на корпусе устройства.
Штоки 25 пневмоцилиндров связаны с вилками 26, в которых установлены нажимные ролики 27. От проворота вилки фиксируются колонками 28. Пружины 29 растяжения обеспечивают отвод роликов 27 от полуколец 21 в исходное положение. На станине станка расположены конечные выключатели 30 и 31, взаимодействующие с кор- пусом устройства.
В исходном положении устройство захвата и перемещения находится в крайнем ле
0
5 0 0 5
g
0
вом положении (приближено к навивочному механизму). Конечный выключатель 31 замкнут, муфты 11 и 12 отключены. Под действием пружин 22 полукольца 21 с зажимными губками 23 разведены.
Станок для оребрения труб лентой работает следующим образом.
После включения электродвигателя 2 замыкают электромагнитную муфту 3. Исходную трубу помещают в пространстве между вращающимися накатными роликами 5. После смыкания этих роликов, развернутых в осевом направлении на угол, соответствующий шагу оребрения, начинается накатка рифлений на трубе, осуществляется ее вращение и осевая подача. Труба перемещается к навивочному механиз- му 7. При входе ее в механизм замыкается электромагнитная муфта 6. Во вращение приводится инструмент навивочного механизма. Начинается процесс навивки спирали из ленты на трубу (оребрение). По мере продвижения труба входит в полый вал 18 устройства захвата и перемещение 8 и свободно проходит между разжатых зажимных губок 23. На заключительной стадии оребрения, когда конец трубы подходит к накатным роликам 5, замыкается электромагнитная муфта 11 и во вращение приводится гайка 16. Устройство 8 начинает перемещение вправо. При этом в поршневые полости цилиндров 24 подается сжатый воздух. Вилки 26 с нажимными роликами 27 поступательно перемещаются и взаимодействуют с полукольцами 21, вращающимися вместе с фланцем 19, размещенным на полом валу 18. При этом полукольца смыкаются и зажимные губки 23 внедряются в спиральные витки оребряемой трубы. Одновременно с этим происходит размыкание накатных роликов 5. Трубе сообщается вращение и осевое перемещение устройством захвата и перемещения. При подаче команды на отключение электромагнитной муфты 6 осуществляется обрыв ленты, зажатой в навивочном инструменте за счет вращения трубы.
Включением рабочего хода устройства 8, размыканием накатных роликов 5, отключением электромагнитной муфты 6 навивочного механизма 7 управляют конечные выключатели, расположенные на приемном стеллаже (не показан) устройства 8, выводит сребренную трубу из навивочного механизма, доходит до крайнего положения и замыкает конечный выключатель 30. Происходит отключение электромагнитной муфты 11, прекращается подача сжатого воздуха в цилиндры 24, губки 23 размыкаются под действием пружин 22 и 29, освобождая сребренную трубу. Включается электромагнитная муфта 12, и устройство 8 начинает движение в обратную сторону. Оребренная груба извлекается из станка. При замыкании конечного выключателя 31 муфта 12 отключается, механизм захвата и перемещения
занимает исходное положение. При этом цикл работы станка заканчивается.
Преимущества предлагаемого станка для оребрения труб лентой по сравнению с известным состоят в том, что наличие в станке устройства захвата и перемещения оребряе- мой трубы позволяет повысить производительность и снизить трудоемкость процесса оребрения путем исключения непроизводительных технологических остановок для стыковки и расстыковки труб, осуществляемых вручную. Предлагаемое устройство позволяет механизировать процесс дооребрения.
Формула изобретения
1. Станок для оребрения труб лентой, содержащей установленные на станине механизм накатки, механизм навивки, средства привода и устройство захвата и перемещения оребряемой трубы, кинематически связанное с приводом станка, отличающийся тем, что, с целью повышения производительности и качества и снижения трудоемкости, устройство захвата и перемещения оребряемой трубы установлено за механизмом навивки в направляющих, выполненных в станине, и выполнено в виде корпуса, кинематически связанного с приводом, фланца, смонтированных на нем посредством осей полуколец, подпружиненных относительно фланца, и зажимных, радиально подвижных губок, размещенных на полукольцах и связанных с приводом их перемещения, выполненным в виде двух пневмо- цилиндров, расположенных на корпусе симметрично относительно оси устройства, вилок, закрепленных на штоках упомянутых
пневмоцилиндров, и смонтированных на них с возможностью взаимодействия с полукольцами нажимных роликов.
2. Станок по п. 1, отличающийся тем, что привод устройства захвата и перемещения оребряемой трубы связан с приводом станка посредством винтовой пары.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для спирального оребрения труб лентой | 1977 |
|
SU733822A1 |
| Линия для спирального оребрения труб лентой | 1990 |
|
SU1752468A1 |
| Станок для спирального оребрения труб лентой L -образного профиля | 1987 |
|
SU1433570A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Линия для оребрения труб методом спиральной навивки ленты | 1989 |
|
SU1690885A1 |
| Линия для спирального оребрения труб лентой | 1978 |
|
SU733760A1 |
| УСТРОЙСТВО ДЛЯ ОРЕБРЕНИЯ ТРУБ НАВИВКОЙ | 1968 |
|
SU220936A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Устройство для изготовления пружин | 1986 |
|
SU1359047A1 |
| СПОСОБ ОСЕВОГО ВРАЩЕНИЯ И ПРОДОЛЬНОГО ПЕРЕМЕЩЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2279940C1 |
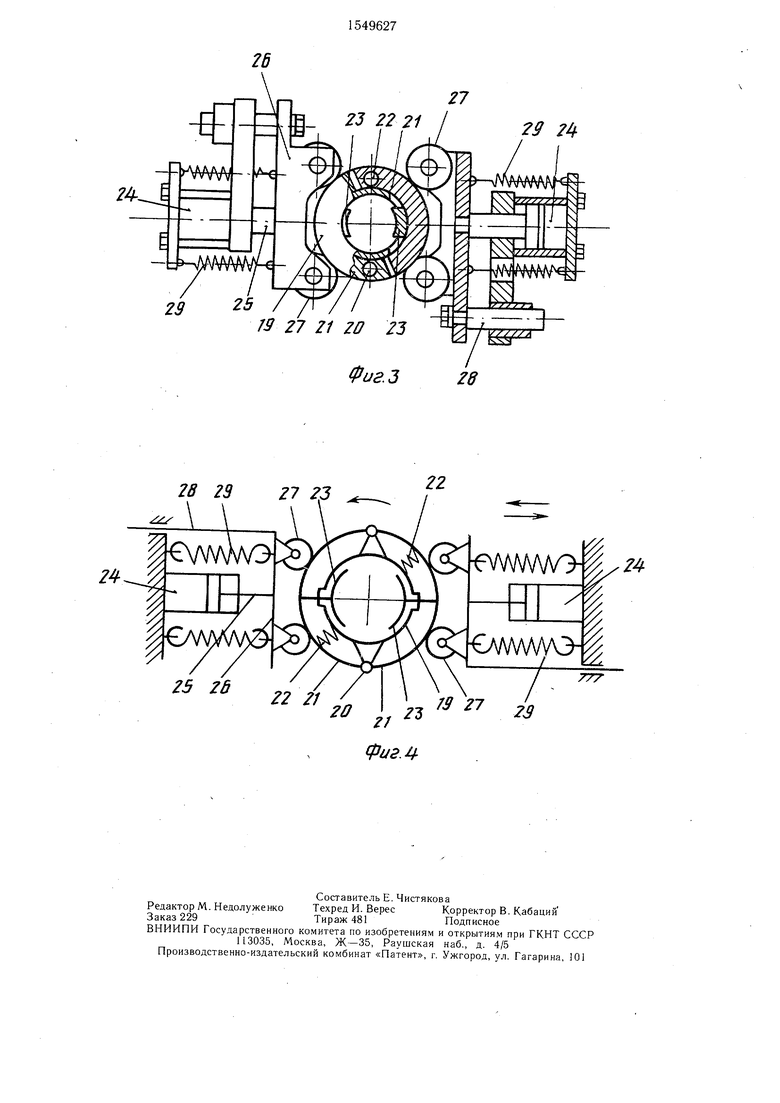
Изобретение относится к обработке металлов давлением, в частности к устройствам для оребрения труб, используемых в качестве теплообменных элементов различных холодильных, нагревательных и прочих устройств. Цель изобретения - повышение производительности и качества и снижение трудоемкости. Станок содержит механизмы навивки, накатки, средства привода и устройство захвата и перемещения оребряемой трубы. Устройство выполнено в виде вращающегося фланца 19 с закрепленными на нем посредством осей 20 полукольцами 21, несущими зажимные губки 23. Привод радиального перемещения губок осуществляется пневмоцилиндрами 24, на штоках 25 которых установлены вилки 26. В последних размещены нажимные ролики 27. В процессе работы устройство захвата и перемещения трубы начинает рабочий ход, срабатывают пневмоцилиндры 24, нажимные ролики 27 сводят полукольца 21. Зажимные губки 23 захватывают оребряемую трубу. Трубе сообщаются вращение и осевое перемещение. При этом осуществляется процесс дооребрения конца трубы. 1 з.п. ф-лы, 4 ил.
W 11123
1 17 16 ,
LA
Г/Р
S 7 78 31 30 9 8 24 фиг. 1
19 27 21 2О 23
28 29
27 23
,
i€VVVWV3
I П/
Й
|€ЛЛЛМ0 /Я /У
/5 /
/
27
29 /4
-M/wwv t3/ J
™э-ggЈ4
Фиг.З
28
fVWWW Jx T
€ААААЛуО
i
777
# /7
7
| Станок для изготовления радиаторных ребристых трубок | 1956 |
|
SU111398A1 |
