Изобретение относится к обработке металлов давлением, касается конструкции зубонакатных станов методом горячей пластической деформации.
Целью изобретения является повышение точности накатки.
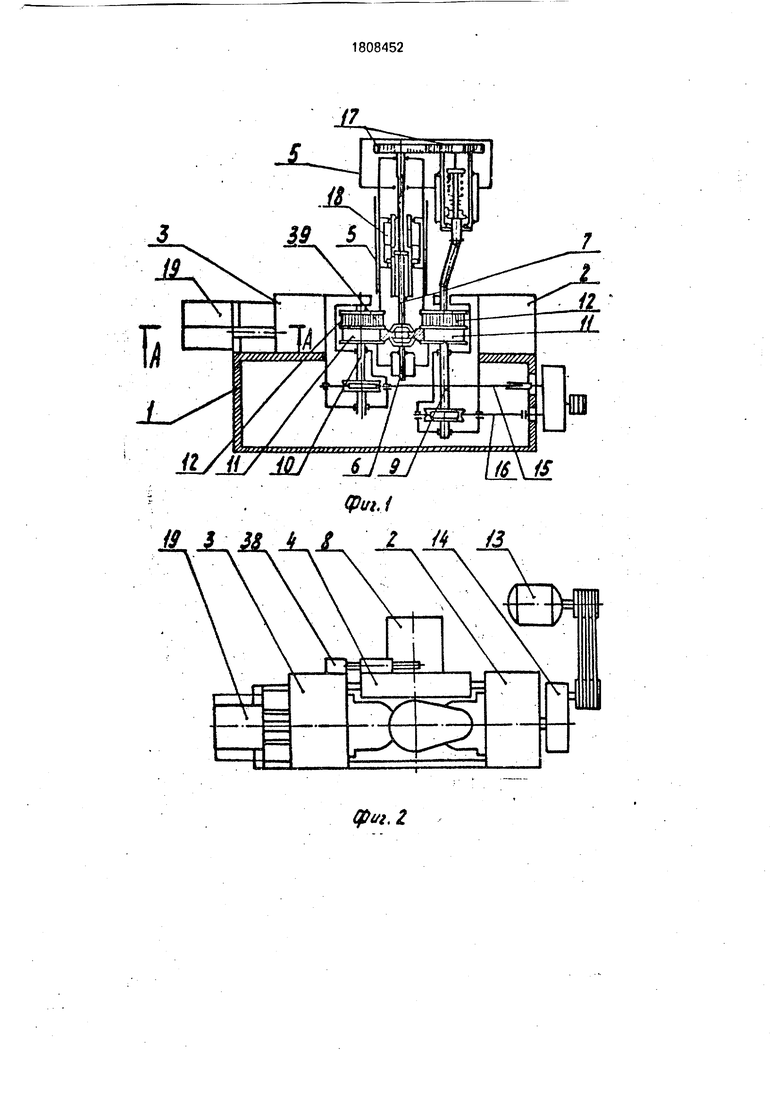
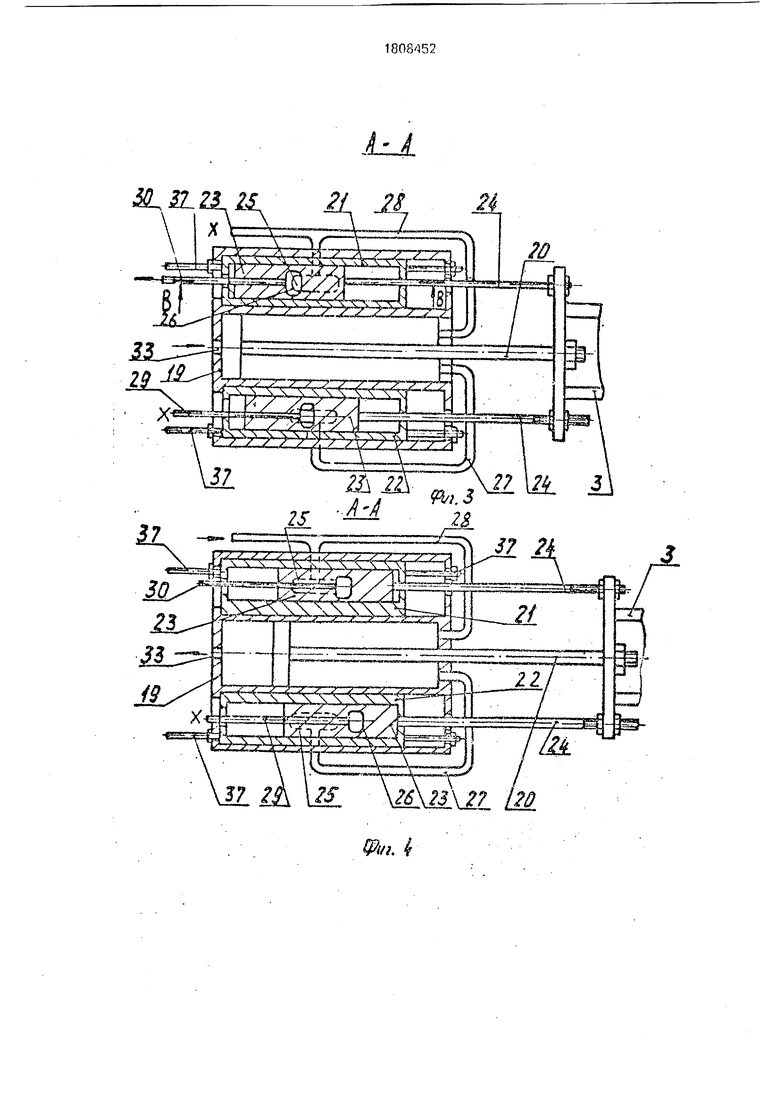
На фиг.1 показан стан, общий вид кинематической схемы; на фиг.2 - вид стана сверху; нафиг.З - вид А-А на фиг.1 (привод подвижного суппорта), на фиг.4 - вид А-А на фиг.1 положение в рабочем состоянии; на фиг.5 вид В-В фиг.З, т.е. расположение пазов корпуса и отверстий поршня основных цилиндров; на фиг.б - вид фиг.5: на фиг.7 - гидросхемы привода подвижного суппорта.
Стан для накатки зубчатых профилей содержит смонтированные на направляющих станины 1 неподвижный 2 и подвижный 3 суппорта, центральную рамку 4 с подвижной в вертикальном направлении кареткой 5, несущей неподвижный 6 и подвижный 7 шпинделя для установки и зажима заготовки, а также индуктор ТВ.Ч. Суппорты 2 и 3 несут шпиндели 9 и 10 с гладкими 11 и зубчатыми 12 валками с приводом их вращения от электродвигателя 13 через раздаточный редуктор 14 и валы 15 и 16. Для передачи вращения от шпинделя 9 к шпинделю 7 предусмотрены сменные шестерни 17..
Для перемещения каретки 5 предусмотрен гидроцилиндр 18. Для плавного регулируемого перемещения суппорта 3 предусмотрен привод, включающий силовой цилиндр 19 со штоком 20, по обе стороны которого установлены управляющие силовые цилиндры 21 и 22 со штоками 23. параллельными штоку 20 и связанными с суппортом 3 с возможностью регулировки
00
о
00
N
ел to
посредством резьбовых шпилек 24. При этом корпуса цилиндров 21 и 22 установлены с возможностью регулируемого перемещения, в них выполнены пазы 25, а в поршнях этих цилиндров соответствующие отверстия 26, пазы.25 магистралями 27 и 28 соединены с надпоршневой полостью цилиндра 19, а отверстия 26 - магистралями 29 и 30 со сливными емкостями (показаны условно) через запорные клапаны 31 и 32. Подпоршневая полость цилиндра 19 магистралью 33 и надпоршневая - магистралью 34 связаны, со сливными емкостями через запорные клапаны 35 и 36 соответственно соединенные с насосной станцией стана.
Для регулировки положения цилиндров 21 и 22 относительно корпуса цилиндра 19 предусмотрены резьбовинтовые пары 37, Для связи центральной рамки 4 с суппортом 3 предусмотрена зубчато-реечная передача 38, которая сообщает от суппорта 3 возвратно-поступательное перемещение со скоростью в два раза меньшей, чем у суппорта. Заготовка 39, насос 40 гидросистемы.
Наладка стана.
Перед пуском стана в работу проводят настройку исходных и конечных положений суппорта 3 как для обкатки, так и для накатки, исходя из диаметра и модуля прокатываемого зубчатого колеса и соотношения диаметров обкатных и зубонакатных валков. Сначала настраивают привод подвижного суппорта для его работы в режиме обкзтки, а затем, после достижения необходимых размеров обкатанной заготовки, для работы в режиме накатки зубьев.
Для чего один из цилиндров 21, 22 используют для настройки положений суппорта 3 при обкатке, а другой -для зубонакатки, а именно, цилиндр 21 с помощью пар 37 перемещают вправо или влево по ходу движения штока 20, в зависимости от диаметра заготовки до положения, при котором суппорт 3 при разведенных обкатных валках займет исходное положение, соответствую- щее расчетному и отмеченному на отсчет- ной линейке (не показана), т.е. положение, которое позволит беспрепятственно надеть на шпиндель 6 заготовку 39. Это положение фиксируют бесконтактным выключателем (не показан). Затем, с учетом диаметра обкатных валков при помощи шпилек 24 перемещают шток 23 относительно корпуса цилиндра 21 в расчетное положение, которое регистрируют на отсчетной линейке и которое соответствует конечному положению суппорта 3 при завершении обкатки, т.е. по Достижении которого во арзмл рабочего хода суппорта будут получены необходимые размеры и конфигурация обкатанной
поверхности заготовки. При таком положении суппорта 3 задний торец отверстия 26 перекроет при рабочем ходе передний торец паза 25 (фиг.4), в результате прекратится слив рабочей жидкости через цилиндр 21 с надпоршневой полости цилиндра 19 и суппорт 3 остановится в конечном рабочем положении. Аналогично осуществляют настройку привода для работы в режиме накатки. В этом случае слив рабочей жидкости из цилиндра 19 проводят через цилиндр 22, который выставляют в положение, при котором суппорт останавливается в исходном положении, как и при обкатке, а его шток 23 выставляют в положение, обеспечивающее остановку суппорта 3 в момент получения на накатываемой поверхности полного профиля зуба.
Итак, цилиндр 21 отрегулирован на ход цилиндра 19 для обкатки, а цилиндр 22 - на накатку. После пробной накатки, в случае получения неудовлетворительных размеров заготовки, проводят независимую подгонку положения корпусов и штоков у цилиндров 21 и 22.
Нагретую вне стана заготовку 39 подают в стан, надевают на шпиндель 6 и зажимают шпинделем 7, после чего включается в работу цилиндр 19, рабочая жидкость насосом 40 подается через клапан 35 по магистрали 33 в подпоршневую полость цилиндра 19, Шток 20 перемещает суппорт, вместе с ним работает шток 23 цилиндра 21. Движение передается рамке 4 от суппорта через механизм 38. В процессе движения суппорта 3 с накатными валками и рамки 4 с заготовкой к неподвижному суппорту 2 осуществляется обкатка заготовки парой гладких валков 11, а слив жидкости из надпоршневой полости цилиндра 19 идет через магистрали 34, 37, паз 25, отверстие 26 цилиндра 21 в магистраль 30 и далее через клапан 32 в сливную емкость, откуда опять попадает в гидросистему стана. Движение суппорта 3 и рамки 4 приостановится, как только задний торец отверстия 26 перекроет передний торец паза 25 цилиндра 21 (происходит запирание сливного трубопровода 30). После выдержки времени, в течение которого осуществляется калибровка, заготовка, суппорт 3 отводятся в исходное положение, для чего включается клапан 36 и жидкость по магистрали 34 уходит в над- штокооую полость цилиндра 19. шток 20 которого, отходя, возвращает суппорт в исходное положение, жидкость из подпор- шневой полости через магистраль 33 и клапан 35 направляется в сливную емкость. При подходе штока 20 к исходному положению, при котором осуществляется включение бесконтактного выключателя, по сигналу которого суппорт 3 останавливается, включается я работу цилиндр (не показан), который перемещает каретку 5 с заготовкой 39 и индуктором 8 вверх и выставляет заготовку напротив зубчатых валков 12. Подается жидкость в подпоршневую полость цилиндра 19, передвигая шток 20 и перетекая из надпоршневой полости цилиндра 19 через цилиндр 22 до тех пор, пока задний торец отверстия 2G не перекроет передний торец паза 25, что соответствует отрегулированному ходу суппорта в позиции зубо- накатки. Суппорт останавливается, осуществляется калибровка накатанных зубьев, после чего суппорт 3 отводится в исходное положение, в этом случае жидкость через клапан 36 подается в надпорш- невую полость цилиндра 19, отводя суппорт до положения, при котором включается бесконтактный выключатель, по сигналу которого суппорт останавливается в исходном положении. Когда суппорт займет исходное положение, включается цилиндр, который опускает каретку 5 в нижнее исходное положение. Включением цилиндра 18 освобождают накатанное колесо от зажимов шпинделя 7 и снимают его со шпинделя 6. Затем подают в стан следующую заготовку и цикл повторяется.
При переходе стана на накатку другого типоразмера заготовки, проводят замену накатных валков и переналадку ходов цилиндра 19 в описанной выше последова- тельности.
Использование предлагаемого стана позволит получать более точные изделия,
благодаря независимой настройке привода суппорта для обкатки и накатки, а также улучшить условия эксплуатации стана.
Формула изобретения Стан для накатки зубчатых профилей, содержащий станину, смонтированные в станине центральную рамку со шпинделями для заготовки, подвижный и неподвижный суппорты с установленными в них зубчатыми и гладкими валками, привод подвижного суппорта, имеющий два силовых цилиндра, один из которых обеспечивает подачу суппорта ггри работе зубчатых валков, а другой - при работе гладких, отличающийся тем, что, с целью повышения точности накатки, оно снабжено корпусом, дополнительным силовым цилиндром и гидросистемой, имеющей насосную станцию, магистрали, сливные емкости и запирающие клапаны, два основных силовых цилиндра и дополнительный силовой цилиндр смонтированы в корпусе, при этом основные силовые цилиндры установлены с двух сторон дополнительного, штоки всех цилиндров параллельны между собой и связаны с суппортом с возможностью регулировки, корпуса основных силовых цилиндров установлены с возможностью регулировочного перемещения, в корпусах основных цилиндров выполнены пазы, а о поршнях этих цилиндров - соответствующие отверстия, связанные магистралями со сливными емкостями и запирающими клапанами, а поршневая полость дополнитель- ного цилиндра связана с пазами корпусов основных цилиндров, а надпоршневая - с насосом,. .
.7 Составитель В.Брендес
Редактор В.Трубченко Техред М.МоргенталКорректор С.Юско
Заказ 1237Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35. Раушская наб., 4/5
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для накатки зубчатых профилей | 1991 |
|
SU1810196A1 |
| Стан для накатки зубчатых профилей | 1990 |
|
SU1814953A1 |
| Стенд для прокатки кольцевых деталей с внутренним профилем | 1989 |
|
SU1697958A1 |
| Стан для прокатки зубчатых колес | 1989 |
|
SU1750824A1 |
| СТАН ДЛЯ ПРОКАТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1964 |
|
SU165418A1 |
| Стан для прокатки зубчатых профилей | 1986 |
|
SU1400743A1 |
| Зубонакатный стан | 1990 |
|
SU1808451A1 |
| Стан для накатки зубчатых профилей | 1985 |
|
SU1402398A1 |
| Стан поперечно-винтовой прокатки профильных изделий | 1987 |
|
SU1586836A2 |
| Агрегат для накатки зубчатых заготовок | 1987 |
|
SU1530315A1 |

Изобретение относится к обработке металлов давлением и может быть использовано в конструкциях зубонакатных станов для накатки профилей. В стане изменен привод перемещения подвижного суппорта. Он выполнен в виде трех силовых цилиндров с параллельными штоками, соединенными с возможностью регулирования положения с суппортом посредством резьбовых шпилек. В приводе основной силовой цилиндр и по обе стороны его - управляющие ходом основного. В привод включены магистрали, запорные клапаны, пазы и отверстия в управляющих цилиндрах, которыми полости основного цилиндра соединены с управляющими и магистралями гидросхемы стана, в результате достигается независимая регулировка хода основного цилиндра для работы при обкатке и накатке заготовки, что повышает точность готового изделия. 7 ил.
| М.В.Барбарич, Накатывание цилиндрических зубчатых колес | |||
| М.: Машиностроение, 1970, с.72-74 | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
