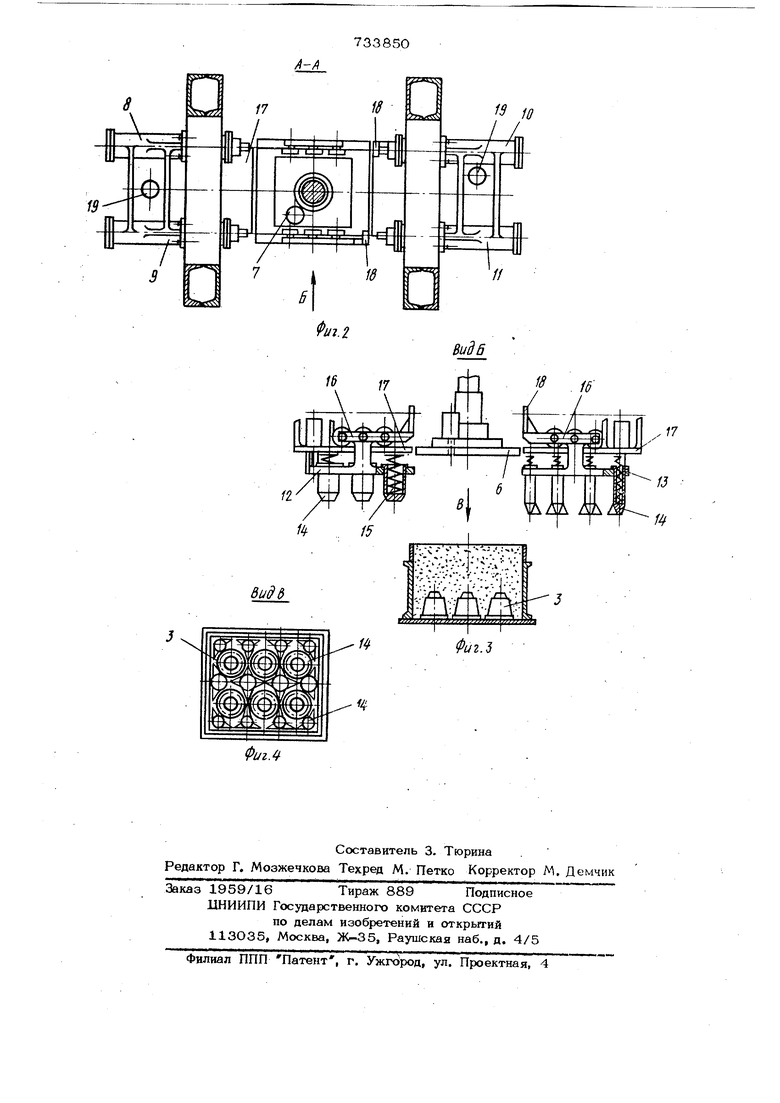
Изобретение относится к литейному производству и предназначено для уплот нения формовочной смеси при изготовлении литейных форм Известно устройство для уплотнения смеси, содержащее несущий элемент с плитой, в отверстиях которой рядами ра положены подпружиненные трамбовки, и привод для возвратно-поступательного перемещения несущего элемента в верти кальной плоскости Flj . Такая конструкция уплотняющего уст ройства не обеспечивает равномерной плотности формовочной смеси при уплот нии сложных литейных форм с глубоким карманами и узкими полостями так как трамбовки, установленные одна возле другой, действуют одновременно на всю уплотняемую площадь, что препятствует перетеканию формовочной смеси из объемов более уплотненных в объемы менее уплотненные. Известно устройство для уплотнения смеси, преимущественно формо чной. содержащее опорную раму, несущий элемент, имеющий две установленные друг на друге плиты, в отверстиях которых рядами расположены подпружиненные тромбовки, и привод для возвратно-поступательного перемещения несущего элемента в вертикальной плоскости. Обе плиты снабжены приводами для взаимного перемешения их в горизонтальной плоскости в противоположных направлениях, причем в плите ряды отверстий чередуются с пазами, через которые проходят трамбовки, установленнью в отверстиях другой плиты. Высоту трамбовок регулируют в соответствии с конфигурацией- модели, а каждая тр амбовка поочередно уп.тотняет две площадки, расположенные одна возле . Однако при уплотнении литейных форм с узкими полостями или выступами, равными по ширине трамбовке, возможно переуплотнение формовочной смеси над выступами или недоуплотнение ее в полостях, так как трамбовка, отрегупи рованная на уплотнение полости, попадает при перемещении плить) на вьютуп и наоборот. Поэтому для уплотнения моделей с узкими выступами и полостями необходимо уменьшать сечение трамбовок что возможно конструктивно до определенных пределов, а при изготовлении крупных опок ведет к уменьшению производительности формовки 2 . Целью изобретения является повышение равномерности распределения плотнос ти смеси при формовке крупных сложньос моделей. Указанная цель достигается тем, что устройство снабжено двумя горизонталь ными направляющими, смонтированными на опорной раме симметрично относительно вертикальной оси несущего элемента и на уровне его верхней поверхности при крайнем верхнем его положени и двумя установленными на упомянутых направляющих каретками, на каждой из которых размещена одна из плит, притчем нижняя поверхность несущего элемен та выполнена в виде прессовой плиты. На фиг. 1 изображено устройство в рабочем положении, общий вид| на фиг, 2 сечение А-А на фиг. Ij на фиг. 3 вид Б на фиг. 2; на фиг. 4 вид В на фиг, Устройство для уплотнения смеси содержит раму 1, на нижнем поясе которой расположен стол 2 для установки модели 3, и опоки 4| а на верхнем поясе закре« плен привод 5 для возвратно-поступатель ного перемещения в вертикальной плоскости несущего элемента 6, выполненног в виде гладкой колодки, на верхней стороне которой установлен фиксатор 7. На боковых стойках рамы 1 закреплены силовые цилиндры 8 11 привода горизон тального перемещения плит 12 и 13, в отверстиях которых уЬаспопожены трамбов- . ки 14. размеры трамбовок в плане и по йлине.согласованы с конфигурацией модели 3. Внутри трамбовок размещены пружины 15, которые возвышаются над торцом трамбовки 14. Каретки 16, установленные на горизонтальных направляЕОщих 17 и взаимодействующие со щтокам силовых цилиндров посредством упоров 18, соединены с плитами 12 и 13, кото рые могу быть вьшолнены сменными. При этом с кахадым упором взаимодейств ют два силовых цилиндра, лежащих друг против друга. Направляющие 17 закрепле ны на раме 1 на уровне верхнего крайне го положения несущего элемента 6 по бокам его и снабжены фиксаторами 19, штоки которых входят в отверстия, преусмотренные в плитах 12 и 13. Опоку 4, установленную вместе с моделью 3 на столе 2, заполняют формовочной смесью и перемещают в положение прессования. Включают привод 5 вертикального перемещения несущего элемента 6, силовые цилиндры 8-11 привода горизонтального перемещения плит 12 и i3s 8 также фиксаторы 19 и 7. Работа этих узлов синхронизирована и осуществляется от пневмораспределителя (на фигурах не показан) следующим образом. Из фиксатора 19 плиты 12 выпускается воздух, щток фиксатора поднимается и высвобождает плиту. Одновременно воздух подается в силовой цилиндр 9, щток цилиндра выдвигается и, воздействуя на упор 18 плиты 12, перемещает ее при помощи каретки 16 на несущий элемент 6, кото|эый в это время находится в крайнем верхнем положении. При соосной установке на несущем элементе плита 12 фиксируется, для чего в фиксатор 7 подается воздух, шток вьздвигается и заходит в соответствующее отверстие плиты. После этого привод 5 опускает несущий элемент с установленной на нем плитой и прюизводит уплотнение фор мовочной смеси, например, над выступами модели 3 (см, фиг. 3). Пружины 15 упираются в колодку несущего элемента 6, обеспечивая определенное усилие прессования на трамбовке 14. Затем несущий элемент поднимается, включается цилиндр 11 и отключается фиксатор 7. Шток фиксатора поднимается, высвобождая плиту 12, а шток цилиндра 11 взаимодействует с упором 18 плиты 12 и перекатывает ее на направляющую 17, после чего плита фиксируется фиксатором 19. Следующий цикл уплотнения производится с помощью плиты 13 в такой же последовательности, как и плитой 12. При этом работают силовые цилиндры 10 и 8, а трамбовки плиты 13 уплотняю - глубокие полости модели 3, соседние с участками, уплотняемыми в предьщущемцикле трамбовками плиты 12, что обеспечивает перетекание смеси в опоке и ее равномерное уплотнение. Окончательное уплотнение контрлада прюизводится гладкой колодкой несущего элемента 6, что позволяет изготавливать формы для стопочной формовки.
57.3Я
Формула изобретения
Устройство для уплотнения смеси, преимущественно формовочной, содержащее опорную раму, несущий элемент с приводом для воэвратно-поступательногх перемещения его в вертикальной плоскости и имеющие возможность перемещения в горизонтальной плоскости две плиты, в отверстиях которых установлены подпру жиненные трамбовки, отличающееся тем, что, с целью повышения равномерности распределения плотности смеси в форме, оно снабжено двумя горизонтальными направляющими, смонти
в ПО- 6
рованными на опорной раме симметрично относительно вертикальной оси несущего элемента и на уровне его верхней поверхности при крайнем верхнем его положении
5 и двумя установленными на упомянутых направляющих каретками, на каждой из которых размещена одна из плит, причем нижняя поверхность несущего элемента выполнена в виде прессовой плиты.
10Источники информации,
принятые во внимание при экспертизе . 1. Патент ФРГ № 1285675, кл. В 22 С 15/02, 1968.
2. Авторское свидетельство СССР
5 № 488650, кл. В 22 С 15/02, 1974.
-А
Фи-1.г
16J7
/«
11
ВидВ
:--V--i -4;/- -Виде
Фиг.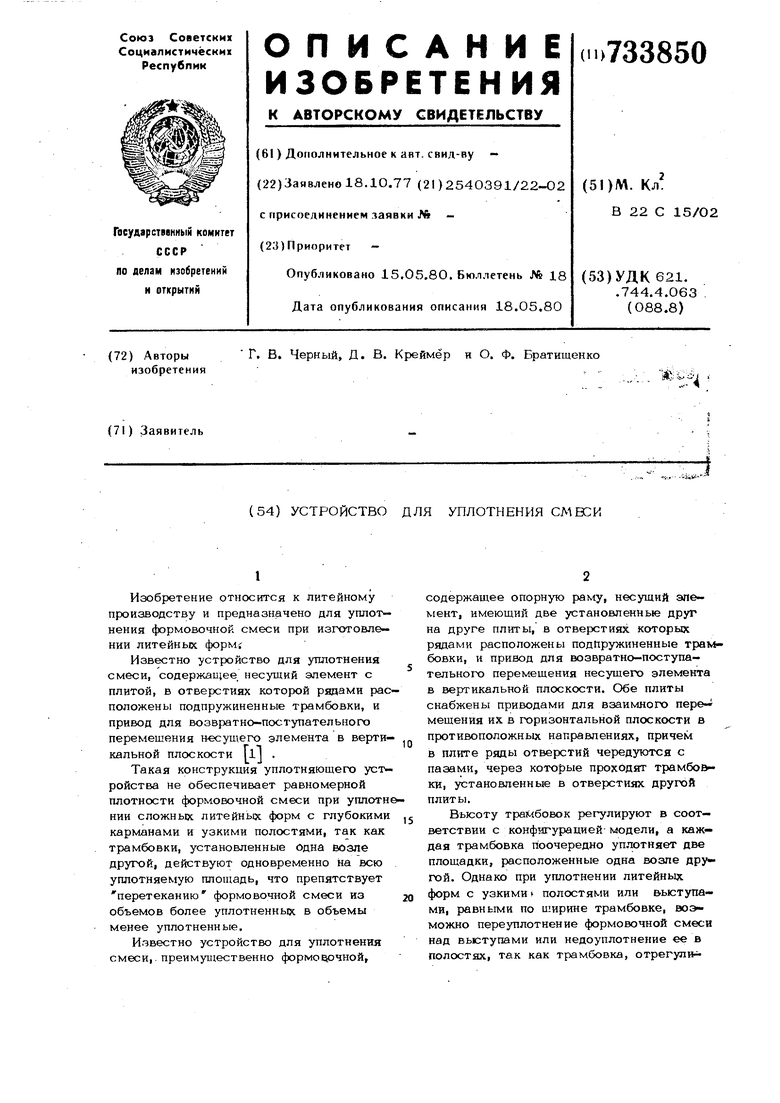
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для уплотнения смеси | 1974 |
|
SU488650A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛУСУХИХ ФОРМОВОЧНЫХ СМЕСЕЙ | 1993 |
|
RU2043827C1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2026132C1 |
| Формовочная машина для изготовления нижних полуформ | 1986 |
|
SU1338962A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1991 |
|
RU2026133C1 |
| Устройство для уплотнения литейных форм или футеровки ковшей | 1984 |
|
SU1281338A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Устройство для уплотнения крупных литейных форм | 1980 |
|
SU899233A1 |
| Конвейерное формовочное устройство | 1933 |
|
SU40522A1 |