бодно подвешена в направляющей 30, жестко связанной с штангой 22 с возможностью вертикального перемещения, Кассета 16 выполнена из двух щек 17 и 18, в которые смонтированы направляющие ролики 21 для штанг 22 и система блоков, связывающая посредг ством гибкой связи штангу 22 с приводом ее перемещения. Кассета 16 снабжена симметрично расположенными
1
Изобретение относится к металлур- гий, в частности к литейному производству, и касается устройств для изготовления литейных форм и разливочных ковшей.
Цель изобретения - упрощение конструкции и расширение диапазона ти- поразмеров форм и обрабатьшаемых изделий ,
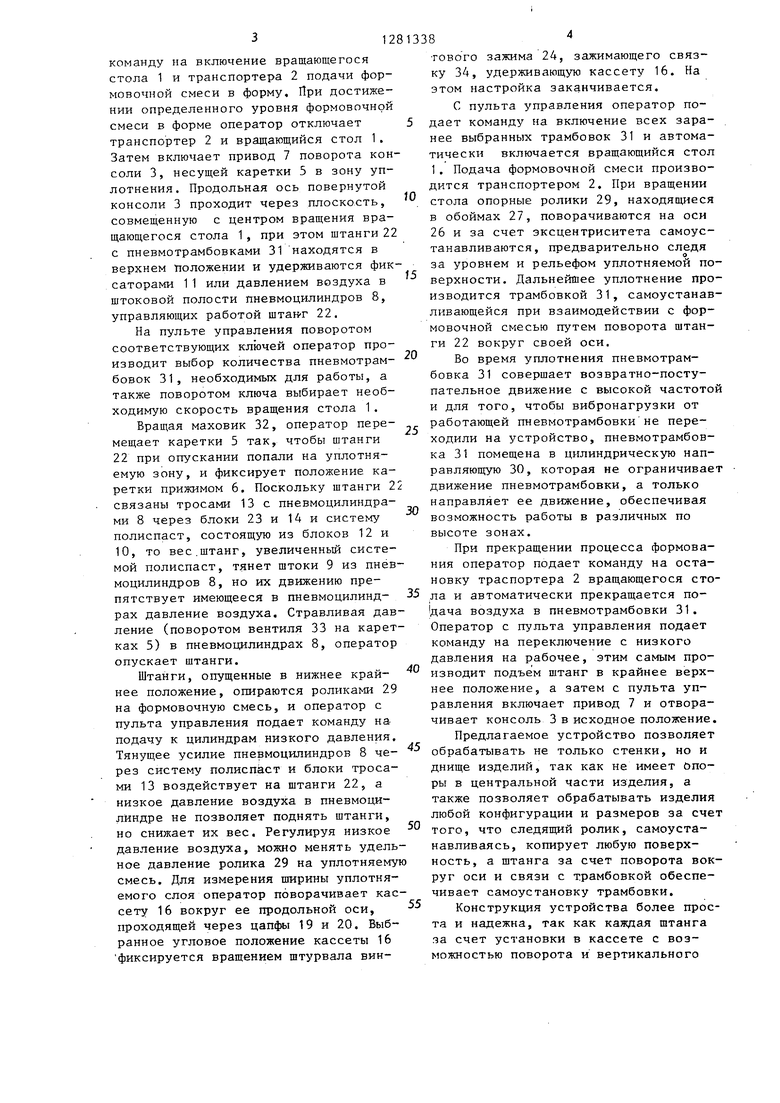
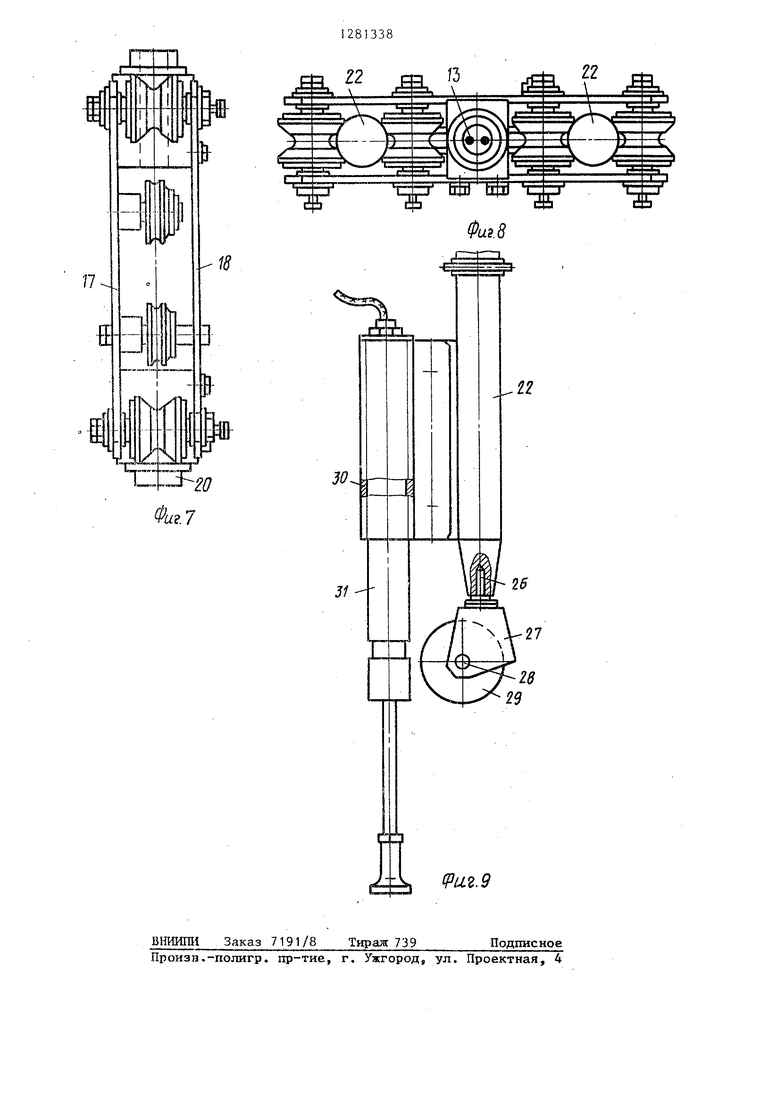
На фиг.1, изображено устройство, общий вид; на фиг.2 каретка, общий вид в плане; на фиг.З - то же, общий вид; на фиг,4 - вид А на фиг.З; на фиг,5 - вид Б на фиг.З; на фиг.6- кассета, общий ввд; на фиг.7 - то же, вид сбоку; на фиг,8 - то же, виД в плане; на фиг,9 - установка трамбовки и следящего ролика.
Уплотняющее устройство содержит вращающийся стол 1, транспортер 2 подачи формовочной смеси, несущую металлоконструкцию в виде поворотной консоли 3, по которой на катках 4 перемещаются каретки 5. Положение кареток фиксируется прижимом .6. Поворот. Консоли 3 осуществляется от привода 7.
Каретка 5 представляет собой металлоконструкцию, на которой установлены два пневмоцилиндра 8. На штоке 9 пневмоцилиндра установлены блоки 10, которые фиксируются в крайнем нижнем положении фиксаторами 11,
На металлоконструкции установлены неподвижные блоки 12, которые вместе с блоками 10 и тросом 13, натянутым между блоками, создают систему полиспаст, В ве.рхней части каретки 5 установлены отклоняющие блоки 14,,
81338
цапфами для установки в подшипниковых опорах на каретке 5, при этом одна из дапф выполнена полой для прохода гибких связей. Кассета 16 имеет фиксатор положения, выполненный в виде смонтированного в ограничителе зажима, взаимодейств тощего с дуговой связкой, закрепленной на кассете. 2 3.п.ф-лы, 9 ил.
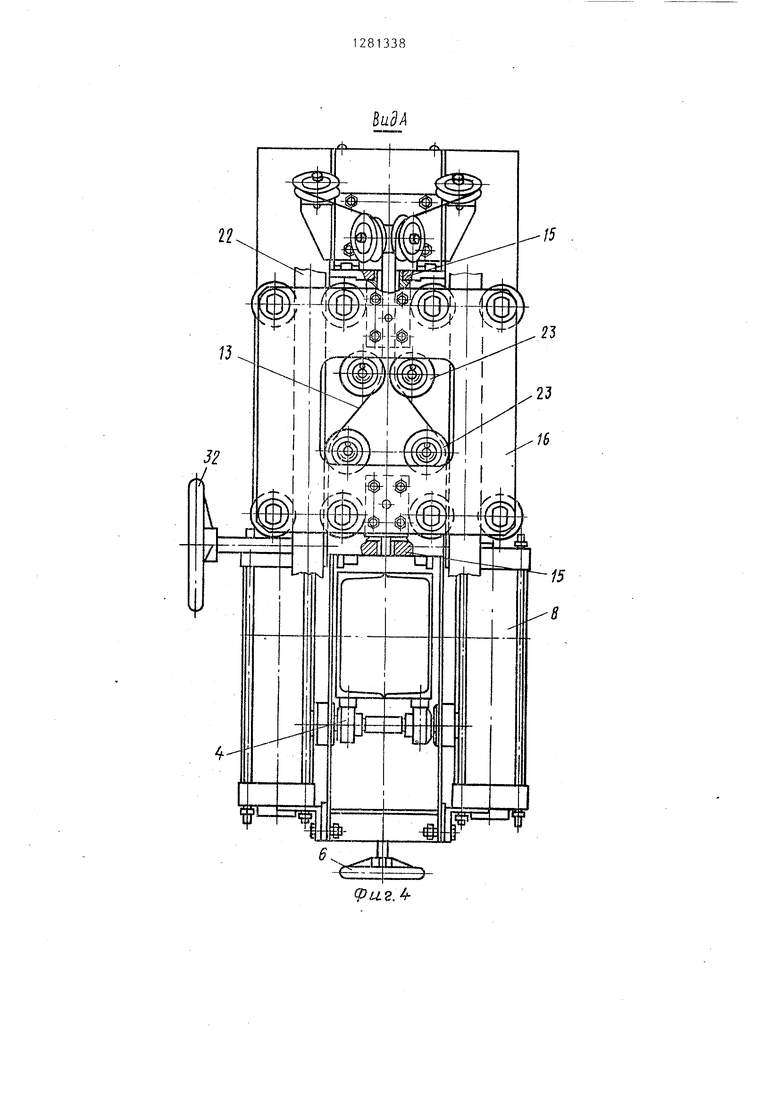
В передней части каретки 5 в под-, шипниках 15 установлена кассета 16, состоящая из двух параллельных щек ; 17 и 18, соединенных между собой цапфами 19 и 20, Цапфа 19 полая. Между щеками 17 и 18 закреплены ролики 21,
служащие направляю1цими для д вижения штанги 22, на которой закреплен свободный конец троса 13., а также ролики 23 для провода троса 13 через . кассету 16 и цапфу 19 к приводу 8, Фиксатор углового поворота кассеты 16 представляет собой винтовой зажим 24, смонтированный в ограничи5. теле 25, и дуговую связку, закрепленную на кассете 16.
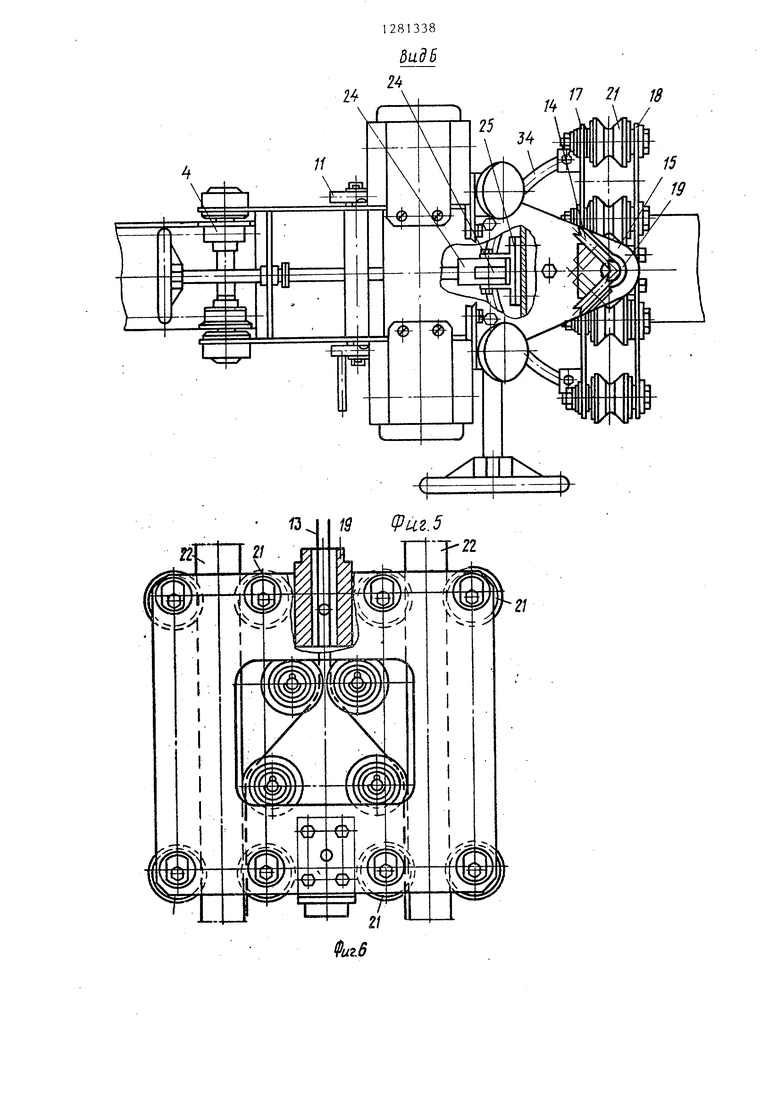
Штанга 22 представляет собой трубу, В нижней части трубы соосно ей вмонтирована вертикальная ось 26
0 обоймы 27. В обойме на горизонтальной оси 28, смещенной относительно вертикальной оси 26 обоймы, имеется - ролик 29, На этом же конце штанги 22 . на стенке трубы закреплена полая .
съемная цилиндрическая направляющая 30, в которой на загшечикак подвешена пневмотрамбовка 31, которая имеет возможность свободного вертикального перемещения в направляющей 30, Пневмотрамбовка 31 соединена с пневмо- системой гибким шлангом. Для управления передвижением каретки 5 слу7кит маховик 32, а для управления пневмо- . цилиндрами перемещения штанг - вен- 35,тиль 33.... Устройство работает следующим образам.
Перед началом процесса уплотнения 40 оператор с пульта управления подает
0
команду на включение вращающегося стола 1 и транспортера 2 подачи формовочной смеси в форму. При достижении определенного уровня формовочной смеси в форме оператор отключает транспортер 2 и вращающийся стол 1. Затем включает привод 7 поворота консоли 3, несущей каретки 5 в зону уплотнения. Продольная ось повернутой консоли 3 проходит через плоскость, совмещенную с центром вращения вращающегося стола 1, при этом штанги 22 с пневмотрамбовками 31 находятся в верхнем положении и удерживаются фиксаторами 11 или давлением воздуха в щтоковой полости пневмоцилиндров 8, управляющих работой штан-г 22,
На пульте управления поворотом соответствующих ключей оператор производит выбор количества пневмотрам- бовок 31, необходимых для работы, а также поворотом ключа выбирает необходимую скорость вращения стола 1,
Вращая маховик 32, оператор пере- мещает каретки 5 так, чтобы штанги 22 при опускании попали на уплотняемую зону, и фиксирует положение каретки прижимом 6. Поскольку щтанги 22 связаны тросами 13 с пневмоцилиндра- ми 8 через блоки 23 и 14 и систему полиспаст, состоящую из блоков 12 и 10, то вес.щтанг, увеличенный системой полиспаст, тянет штоки 9 из пневмоцилиндров 8, но их движению препятствует имеющееся в пневмоцилинд- pax давление воздуха. Стравливая давление (поворотом вентиля 33 на каретках 5) в пневмоцилиндрах В, оператор опускает штанги.
Штанги, опущенные в нижнее крайнее положение, опираются роликами 29 на формовочную смесь, и оператор с пульта управления подает команду на подачу к цилиндрам низкого давления. Тянущее усилие пневмоцилиндров 8 через систему полиспаст и блоки тросами 13 воздействует на штанги 22, а низкое давление воздуха в пневмоци- лйндре не позволяет поднять штанги, но снижает их вес. Регулируя низкое давление воздуха, можно менять удельное давление ролика 29 на уплотняемую смесь. Для измерения ширины уплотняемого слоя оператор поворачивает кассету 16 вокруг ее продольной оси, проходящей через цапфы 19 и 20. Выбранное угловое положение кассеты 16 фиксируется вращением штурвала вин
O
5
5
0
0
тового зажима 24, зажимающего связку 34, удерживающую кассету 16. На этом настройка заканчивается.
С пульта управления оператор подает команду на включение всех заранее выбранных трамбовок 31 и автоматически включается вращающийся стол 1. Подача формовочной смеси производится транспортером 2. При вращении стола опорные ролики 29, находящиеся в обоймах 27, поворачиваются на оси 26 и за счет эксцентриситета самоустанавливаются, предварительно следя за уровнем и рельефом уплотняемой поверхности. Дальнейшее уплотнение производится трамбовкой 31, самоустанавливающейся при взаимодействии с формовочной смесью путем поворота щтанги 22 вокруг своей оси,
Во время уплотнения пневмотрам- бовка 31 совершает возвратно-поступательное движение с высокой частотой и для того, чтобы вибронагрузки от работающей пневмотрамбовки не переходили на устройство, пневмотрамбов- ка 31 помещена в цилиндрическую направляющую 30, которая не ограничивает движение пневмотрамбовки, а только направляет ее движение, обеспечивая возможность работы в различных по высоте зонах.
При прекращении процесса формования оператор подает команду на остановку траспортера 2 вращающегося стола и автоматически прекращается по- дача воздуха в пневмотрамбовки 31. Оператор с пульта управления подает команду на переключение с низкого давления на рабочее, этим самым производит подъем штанг в крайнее верхнее положение, а затем с пульта управления включает привод 7 и отворачивает консоль 3 в исходное положение.
Предлагаемое устройство позволяет обрабатывать не только стенки, но и днище изделий, так как не имеет Опоры в центральной части изделия, а также позволяет обрабатывать изделия любой конфигурации и размеров за счет того, что следящий ролик, самоустанавливаясь, копирует любую поверхность, а штанга за счет поворота вокруг оси и связи с трамбовкой обеспечивает самоустановку трамбовки.
Конструкция устройства более проста и надежна, так как каждая штанга за счет установки в кассете с возможностью поворота и вертикального
перемещения сама является следящим устройством.
Кроме того, связь штанг с приво- дом-пневмоцилиндром через смонтированную в кассете систему гибкой связи обеспечивает возможность использования короткоходового цилиндра.
Формула изобретения
1, Устройство для уплотнения литейных форм или футеровки ковшей, содержащее металлоконструкцию, на которой смонтированы каретки, несущие штанги с т рамбовками и следящую систему, отличающееся тем, что, с целью упрощения конструкции и расширения диапазона типоразмеров форм и обрабатываемых изделий, оно снабжено кассетами, установленными на каретках с возможностью- поворота в горизонтальной плоскости и имеющими
5
0
5
0
фиксатор положения, следящим роликом, закрепленным на конце каждой штанги, размещенной в кассете с возможностью индивидуального вертикального перемещения и вращения вокруг своей продольной оси, направляющими, каждая из которых жестко связана с штангой, при этом трамбовки свободно подвешены в направляющих.
2.Устройство по п.1, отличающееся тем, что кассета представляет собой две щеки, в которые вмонтированы направляющие ролики для штанг и система блоков, связывающая посредством гибкой связи штангу с приводом ее перемещения, и симметрично расположенных цапф, одна из которых полая для прохода гибких связей.
3,Устройство по п.1, отличающееся тем, что фиксатор положения кассеты представляет собой ви тoвoй зажим.

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРУБКИ, КЛЕПКИ, ТРАМБОВКИ | 2009 |
|
RU2412783C1 |
| Устройство для стыковки полос обрезиненного полотна | 1979 |
|
SU895708A1 |
| Линия для химического фрезерования крупногабаритных изделий | 1987 |
|
SU1497278A1 |
| ГАММА-ДЕФЕКТОСКОП | 1967 |
|
SU206137A1 |
| Автоматизированная линия для многопереходной листовой штамповки | 1984 |
|
SU1238854A1 |
| Устройство для образования котлована под фундамент | 1980 |
|
SU1048052A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Устройство для запрессовки пробок и центрирования рулонов | 1976 |
|
SU659679A1 |
| Машина для изготовления форм центробежного литья | 1974 |
|
SU507398A1 |
| БУРОВАЯ УСТАНОВКА СТАЦИОНАРНАЯ САМОМОНТИРУЕМАЯ | 2013 |
|
RU2533411C1 |

Изобретение относится к области металлургии, в частности к литейног производству, и касается устройств для изготовления литейных форм и разливочных ковшей. Целью изобретения является упрощение конструкции и расширение диапазона типоразмеров форм и обрабатываемых изделий. Новым в устройстве является снабжение кареток 5 кассетами 16, установленными с возможностью поворота в горизонтальной плоскости с фиксацией положения, установка штанг 22 в кассетах 16 с возможностью индивидуального перемещения и вращения вокруг своей продольной оси. На конце каждой штанги 22 эксцентрично ее оси установлен следящий ролик 29, а трамбовка своS (Л J2 ISD 00 00 со 00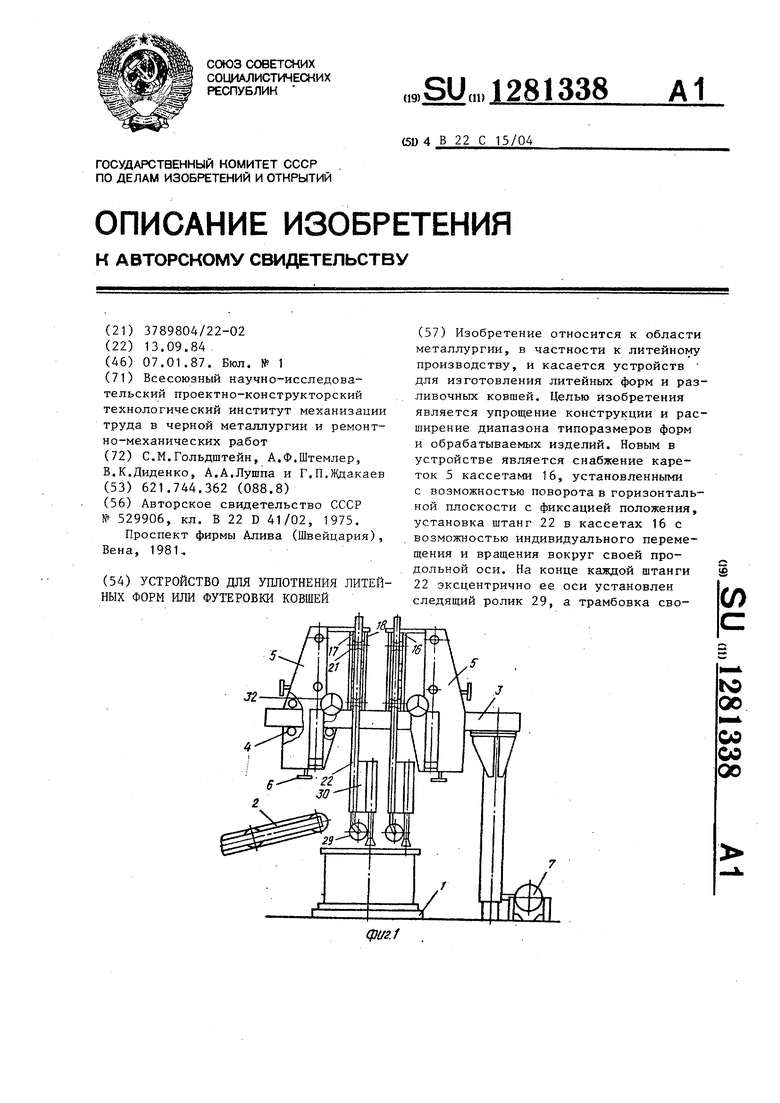
фи2.2
/
/5
2
W
п
::
.z.
/5
17 21 W
15
ХГПТ
Фиг.5
17
Фи.7
гг
28
29
ВНИИПИ Заказ 7191/8 Тираж 739Подписное
Произп.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
(Раг.9
| Установка для футеровки металлургических ковшей | 1975 |
|
SU529906A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Проспект фирмы Алива (Швейцария), Вена, 198К | |||
