(54) УСТРОЙСТВО ДЛЯ РЕЗКИ МАТЕРИАЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩИХСЯ ТРУБ | 1992 |
|
RU2056981C1 |
| Устройство для фрезерования пазов для установки фурнитуры | 1989 |
|
SU1729744A1 |
| Устройство для резки труб в линии стана холодной прокатки | 1990 |
|
SU1731472A1 |
| Летучие ножницы | 1978 |
|
SU944821A1 |
| Устройство для мерной резки непрерывно движущегося профильного проката | 1980 |
|
SU889309A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ВИКЕЛЕЙ | 1992 |
|
RU2021126C1 |
| Кривошипные ножницы для резки сортового проката | 1980 |
|
SU882710A1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| Устройство для резки труб | 1986 |
|
SU1346404A1 |
1
Изобретение относится к обработке металлов давлением, в частности, к режущему оборудованию и может быть использовано при автоматизации листовой штамповки.
Известно устройство для резки материалов, содержащее режущие инструменты, один из которых связан через механизм про-, пуска реза с приводом возвратно-поступательного перемещения 1. Механизм пропуска реза имеет сложную конструкцию.
Известно устройство для резки материала, содержащее станину, режущие инструменты, один из которых щарнирно связан с подпружиненным рычагом, соединенным через механизм пропуска реза с ползуном, перемещаемым возвратно-поступательно от привода 2. Механизм пропуска реза содержит большое количество звеньев, что усложняет его конструкцию и увеличивает габариты.
С целью упрощения конструкции, механизм пропуска реза выполнен в виде цилиндра, щарнирно связанного с подпружиненным рычагом и выполненного с винтовыми копирными пазами, расположенными на боковой поверхности цилиндра с шагом, определяемым длиной реза и в два параллельных.
смещенных один относительно другого ряда, стакана, концентрично размещенного на цилиндре, шарнирно связанного с ползуном и несущего на внутренней поверхности пальцы, взаимодействующие с копирными пазами, и упоров, одни из которых жестко связаны со стаканом, а другие укреплены на цилиндре.
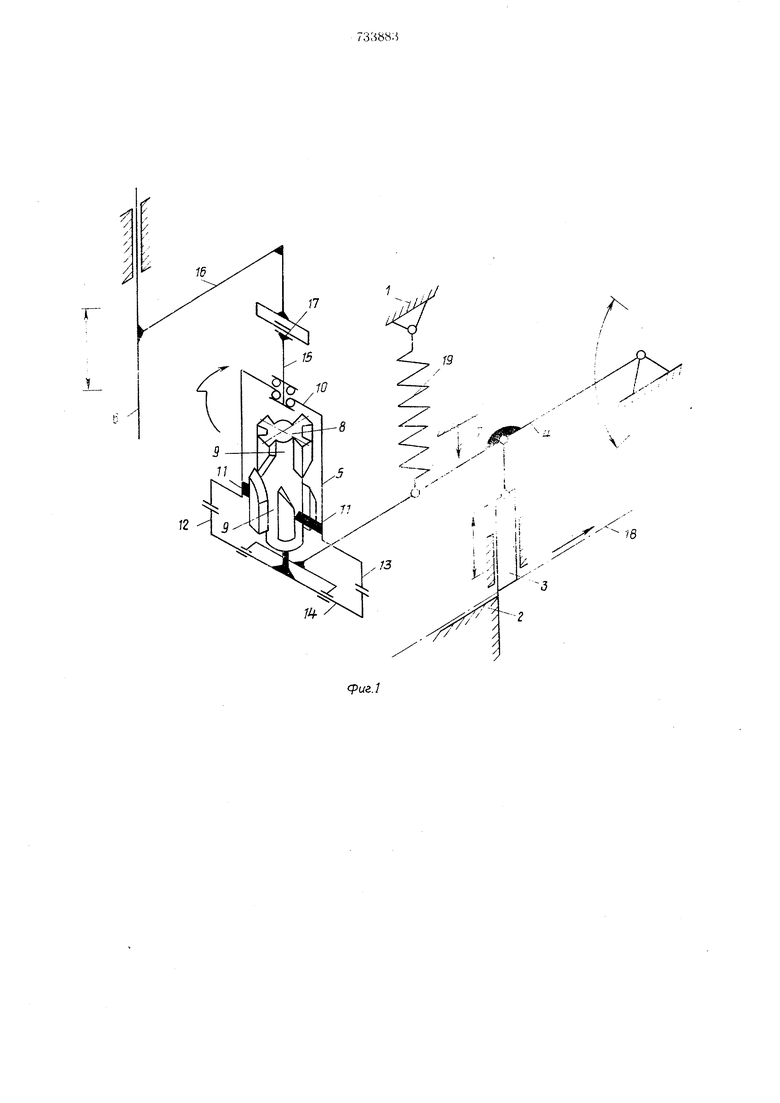
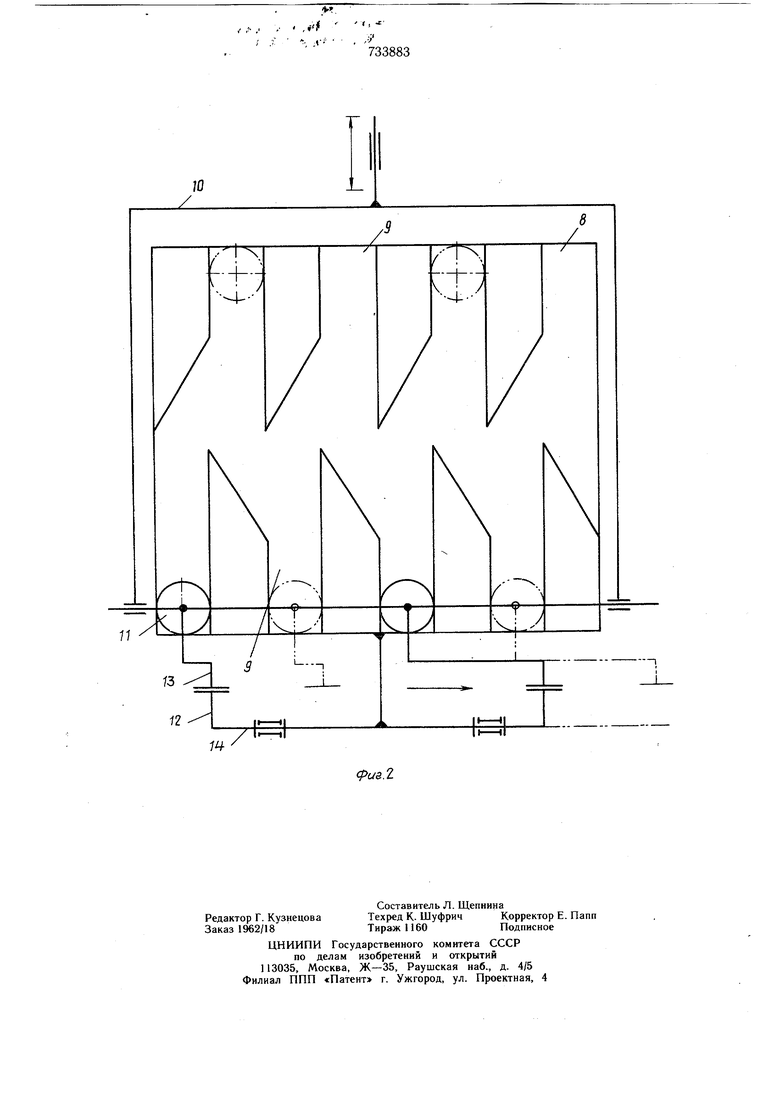
На фиг. 1 изобрежно предлагаемое устройство, кинематическая схема; на фиг. 2 - механизм пропуска реза, развернутая схема.
Устройство содержит станину 1, режущие инструменты 2 и 3, из которых инструмент 2 закреплен на станине, а инструмент 3 щарнирно соединен с подпружиненным рычагом 4, связанным через механизм 5 пропуска реза с ползуном 6, перемещае.мым возратно-поступательно от привода (на чертеже не показан). Ход вверх подпружиненного рычага 4 ограничен фиксатором 7. Механизм пропуска реза выполнен в виде цилиндра 8, выполненного с винтовыми копирными пазами 9, расположенными на его боковой поверхности, стакана 10, кокцентрично размещенного на цилиндре 8 и несущего на внутренней поверхности пальцы 11, взаимодействующие с копирными пазами 9, и взаимодействующих между собой упоров. 12 и 13. Цилиндр 8 жестко закреплен на поперечине 14, шарнирно связанной с подпружиненным рычагом 4 и скрепленной с упорами 12. Стакан 10 имеет хвостовик 15, посредством которого шарнирно связан с кронштейном 16, скрепленным с ползуном 6. Стакан 10 жестко связан с упорами 13. Стакан 10 может поворачиваться относительно шарнира 17 и вращаться вокруг хвостовика 15. Копирные пазы 9 расположены с шагом, определяемым длиной реза, и в два параллельных ряда, верхний и нижний со смещением друг относительно друга. Количество взаимодействующих пар упоров выбирается в зависимости от заданной кратности реза материала с учетом величины шага между копирными пазами. Так, например, при заданной кратности равной двум и угловому шагу копирных пазов равному 90° выбрано две пары упоров. Устройство работает следующим образом, В крайнем нижнем положении ползун 6 через механизм 5 пропуска реза воздействует на подпружиненный рычаг 4, в результате чего ножи 2 и 3 обрезают заготовку 18. Во время хода ползуна 6 вверх рычаг 4 пружиной 19 поднимается до фиксатора 7 и останавливается. Вместе с ним останавливается и цилиндр 8, а стакан 10 продолжает перемещаться вверх. При этом пальцы 11 взаимодействуют с верхними копирными пазами 9 и поворачивают стакан 10 с упорами 13 на часть шага (фиг. 2). При последующем ходе ползуна 6 вниз пальцы взаимодействуют с нижними копирными пазами и доворачивают стакан 10 с упорами 13 на остаток углового шага. В результате этого упоры 13 пройдут мимо упоров 12, подвижной нож 3 останется в верхнем положении и резки не произойдет. Таким образом, часть материала, длина которого равна шагу подачи заготовки подающим механизмом (на черт, не показан), останется неотрезанной. В течение последующего двойного хода ползуна стакан 10 повернется еще на один уг.;(с)вой шаг (в данном случае на 90°). В pe3y, sero упоры 12 и 3 окажутся друг против друга, что даст возможность в конце хсла привести в движение нож 3 и произ1. резку заготовки. Длина отрезанной заготовки в данном случае будет равна двум шагам подачи. Изменение кратности резки можно осуществить заменой цилиндра 8 или изменением числа пар упоров. Устройство компактно и надежно в работе. Формула изобретения Устройство для резки материала, содержащее станину, режущие инструменты, один из которых шарнирно связан с подпружиненным рычагом, соединенным через механизм пропуска реза с по.чзуном, перемещаемым возвратно-поступательно от привода. отличающееся тем, что, с целью упрощения конструкции, механизм пропуска реза выполнен в виде цилиндра, шарнирно связанного с подпружиненным рычагом и выполненного с винтовыми копирными пазами, расположенными на боковой поверхности цилиндра с щагом, определяемым длиной реза и в два параллельных, смещенных один относительно другого ряда, стакана, кониентрично размещенного на цилиндре, щарнирно связанного с ползуном и несущего на внутренней поверхности пальцы, взаимодействующие с копирными пазами, и упоров, одни из которых жестко связаны со стаканом, а другие укреплены на цилиндре. 1-1СТОЧНИКИ информации, принятые во внимание при экспертизе 1. Руководящие технические .материалы. Средства механизации и автоматизации холодной щтамповки. РТМ-А 23.7.24-74, М., 1971, с. 65. 2. Руководящие технические материалы. Средства механизации и автоматизации холодной штамповки. РТМ-А23.7.24-74, М., 1971, с. 66-68 (прототип).
,, . : . ,|f
; .-: . vi- . ,:y
Л
-4-/-.,
Л
L.
X
П
7
f3
733883
U./
4J
