1
Изобретение относится к сварке и может /быть использовано в электротехнической про мышленности, в частности, при изготовлении электродвигателей.
В современной электротехнической промышленности для скрепления сердечников статоров перед запрессовкой в станину применяют аргоно-дуговую сварку 1.
Этот способ дуговой сварки не позволяет получить удовлетворительного качества сварных соединений, собранных из листов с межлистовой изоляцией более 8 мкм.
Наиболее близким по технической сущности и достигаемому эффекту к описываемому изобретению является способ дуговой сварки неплавящимся электродом в защитных газах, при котором защитный газ подают двумя концентричными потоками, причем внутренним потоком подают инертный газ, а наружным углекислый газ 2.
Однако при дуговой сварке сердечников статоров электродвигателей, собранных из листов, покрытых межлистовой изоляцией, недостаточно интенсивно протекает процесс
восстановления железа из окиснои пленки, что приводит к насыщению металла сварных швов закисью железа (FeO), а следовательно к снижению их качества и снижению производительности труда за счет увеличения количества повторных операций сварки. По.этой причине ограничивается возможность увеличения скорости сварки, так как сокращается время пребывания металла щва в жидком состоянии. Энергетическая характеристика дуги, горящей в аргоне, хуже, чем при других способах сварки (наиболее низкая напряженность поля). В результате при одном и том же токе в дуге выделяется наименьщее коли чество тепла, которое вследствие низкой теплопроводности аргона используется недостаточно полно.
Целью изобретения является повышение качества сварных соединений, преимущественно сердечников магнитопроводов, собранных из листов с межлистовой изоляцией, например из закиси железа, и повышение производительности труда путем сокращения количества повторных операций сварки. 37 3to достигаемся тем, что в способе дуговой сварки неплавящимся электродом в затдитных газах, при котором защитный газ подают несколькими концентричными потоками, причем внутренним потоком подают инертный газ, а н ружным - углекислый газ, между потоками инертного и углекислого газов подают поток кислорода, а углекислый газ подают по спирал ной траектории. Это дает возможность увели- чить время пребывания сварочной ванны в жидком состоянии и, следовательно, обеспечить улучщение условий для восстановления окисной пленки и получить более качественные швы. Защита сварочной ванны от внешней среды осуществляется углекислым газом, расход которого значительно превышает расход аргона и кислорода. Чтобы на выходе из горелки не происходило смешивание углекислого газа с более нагретым кислородом, а также с целью полного исключения лопадания углекис лого газа на вольфрамовый элект;род, его подают в виде спиральных витков, обтекаюидах струю .кислорода. В способе дуговой сварки неплавящимся электродом защитные газы подают одноврег менно несколькими концентричными потокаNffl, причем внутренним потоком ламинарной струей подают инертный газ, например аргон с расходом от 0,7 до 1,0 л/мин. Увеличение расхода аргона нецелесообразно в связи с высокой его стоимостью, а уменьшение может «ювлечь за собой окисление вольфрамового электрода. Наружным потоком подают углекислый газ по спиральной траектории с расходомот 1,5 до 2,0 л/мин . Этот интервал расхода углекислого газа является наиболее надежным с точки зрения защиты сварочной ванны и экономичным. Следует отметить, что поток углекислого газа состоит из двух имеющих вид двухзаходной резьбы потоков, которые подаются тангенциально. Между потоками аргнона и углекислого газа подают ламинарной, струей кислород с расходом от 0,4 до 0,6 л/мин. Этот интервал расхода кислорода является достаточным для восстановления окисной пленки, находящейся на поверхности свариваемых материалов. Описываемым способом осуществлялась дуговая сварка статоров электродвигателей серии 4А с высотой оси вращения 80-90 мм, изготовленных из стали ЭОЗОО толщиной 0,5 мм, и статоров магнитопроводов ЭМУ-5 из стали Э11 толщиной 1,0 мм. Сердечники статоров опрессовывались усилием:а)для серии 4А - 4 тс; б)для ЭМУ-5 - 6,5-7 тс. Процесс сварки проводили на опрессованном пакете листов с вертикальным наложением швов. Процесс сварки начинался и заканчивался на медных подкладках. В качестве сварочных материалов использовались: аргон чистый по ГОСТ 1051-73 марки А, кислород по ГОСТ 6331-68, углекислый газ по ГОСТ 8050-64,, вольфрамовые лантанированные электроды по СТУ-45ЦМ-1150-68 диаметром 3 мм. Вылет электрода составлял 0,8-1 мм. Длина сварочной дуги равнялась 0,8-1,0 мм. Расход газов измерялся и регулировался ротаметрическим индикатором расхода типа РС-ЗА. Расход аргона 0,8 л/мин; кислорода 0,5 л/мин; углекислого газа 1,5 л/мин, Данные примера конкретного выполнения сведены в таблицу.

| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для аргоно-дуговой сварки неплавящимся электродом | 1976 |
|
SU919823A2 |
| Способ дуговой сварки в углекислом газе | 1960 |
|
SU139752A1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитного газа | 1976 |
|
SU698735A1 |
| СПОСОБ СБОРКИ СВАРНЫХ КРУПНОГАБАРИТНЫХ ТОЛСТОЛИСТОВЫХ ОРТОТРОПНЫХ ПЛИТ ИЗ УГЛЕРОДИСТЫХ, НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ ПОД АВТОМАТИЧЕСКУЮ СВАРКУ | 2003 |
|
RU2254974C2 |
| Способ сварки неплавящимся электродом в среде защитных газов | 2019 |
|
RU2705827C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ И СВАРКИ С КОМБИНИРОВАННОЙ ГАЗОВОЙ ЗАЩИТОЙ | 2006 |
|
RU2319584C1 |
| Способ дуговой сварки металлов неплавящимся электродом | 1960 |
|
SU139383A1 |
| Способ дуговой сварки неплавящимся электродом | 1985 |
|
SU1281355A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОЭЛЕКТРОДНОЙ СВАРКИ | 2000 |
|
RU2172661C1 |
| Способ легирования наплавленного металла при дуговой сварке и наплавке | 2018 |
|
RU2697132C1 |
Аргон
4А 80Аргон, кислород,
углекислый газ
Аргон
4-14
140
450
10
4-14
140
10
650
3-13
160
10
420
4А 90Аргон, кислород,
углекислый газ
Аргон
ЭМУ-5Аргон, кислород,
углекислый газ
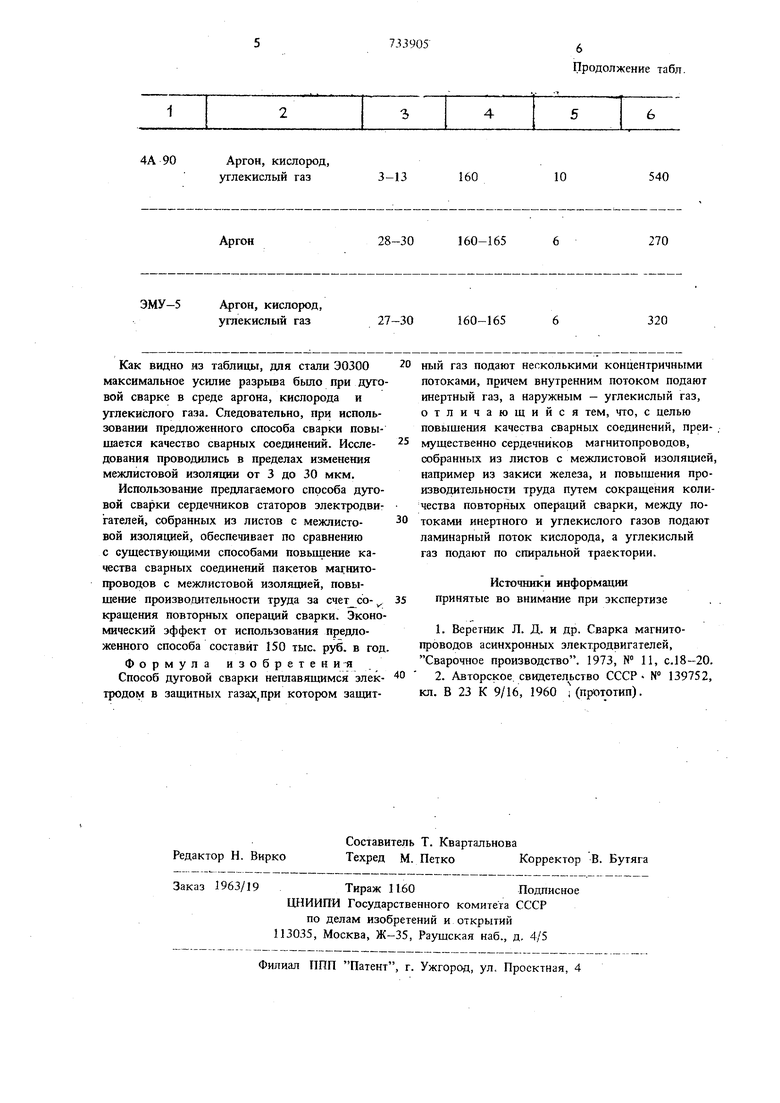
Как видно из таблицы, для стали ЭОЗОО максимальное усилие разрьша было при дуговой сварке в среде аргона, кислорода и углекислого газа. Следовательно, при использовании предложенного способа сварки повышается качество сварных соединений. Исследования проводились в пределах изменения межлистовой изоляции от 3 до 30 мкм.
Использование предлагаемого способа дуговой сварки сердечников статоров электродвигателей, собранных из листов с менслистовой изоляцией, обеспечивает по сравнению с существующими способами повышение качества сварных соединений пакетов магнитопроводов с межлистовой изоляцией, повышение производательности труда за счет сокращения повторных операций сварки. Экономический эффект от использования предложенного способа составит 150 тыс. руб. в год Формула изобретени-я
Способ дуговой сварки неплавящимся электродом в защитных газах,при котором защит540
160
10
3-13
270
28-30160-165
320
160-165
27-30
ный газ подают несколькими концентричными потоками, причем внутренним потоком подают инертный газ, а наружным - углекислый газ, отличающийся тем, что, с целью повышения качества сварных соединений, прей- ,
мущественно сердечников магнитопроводов,
собранных из листов с межлистовой изоляцией, например из закиси железа, и повышения производительности труда путем сокращения количества повторных операций сварки, между потокагли инертного и углекислого газов подают ламинарный поток кислорода, а углекислый газ подают по спиральной траектории.
Источники информации принятые во внимание при экспертизе. .
