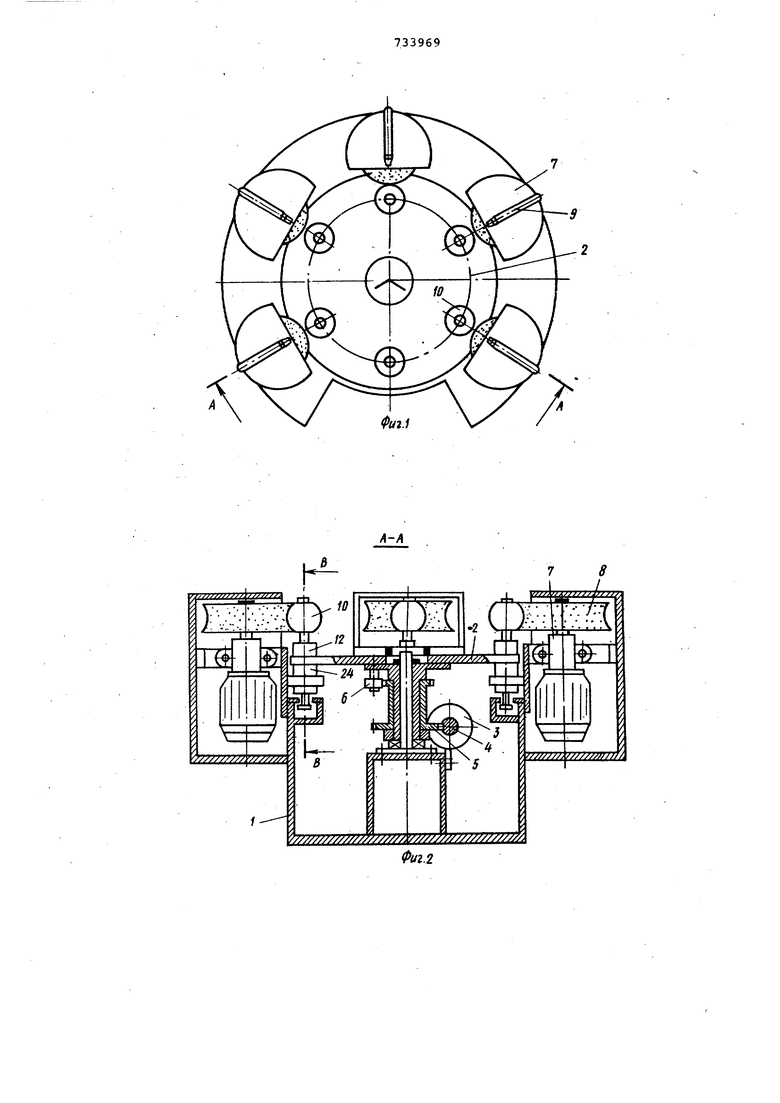
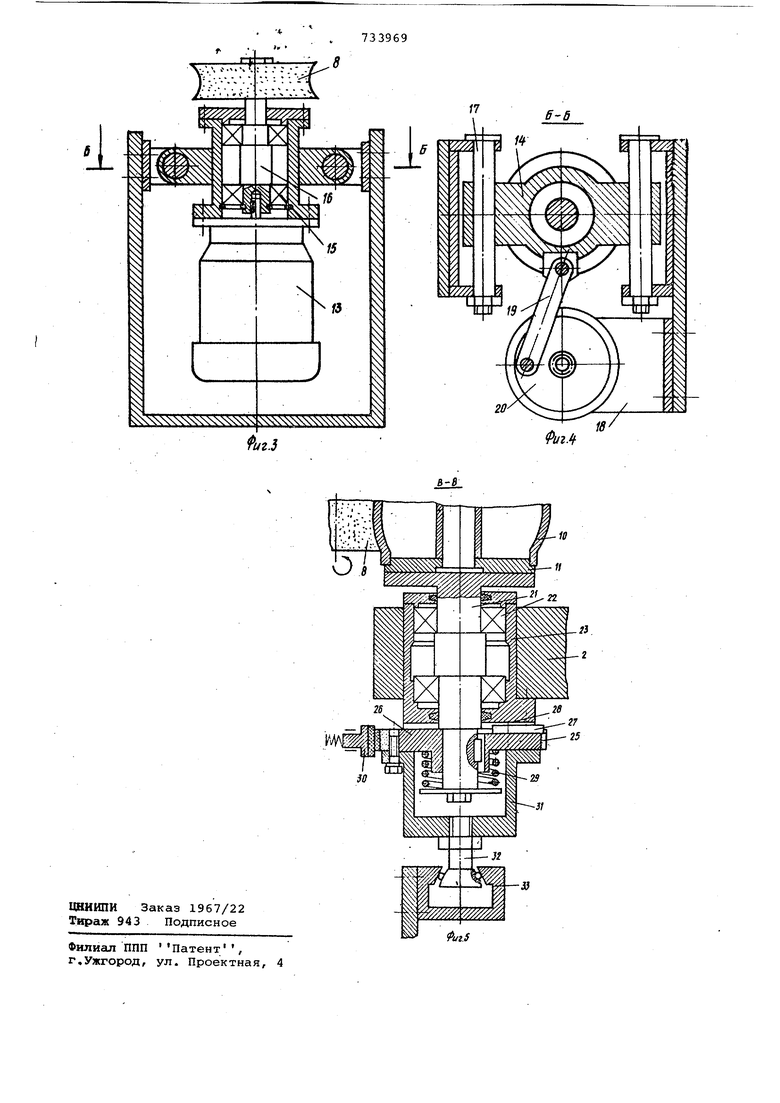
Изобретение относится к области маишностроения и может быть использовано для окончательной обработки изделий сложной формы, например чайников, кофейников. Известен станок для шлифования изделий сложной формы,содержащий установленные в корпусе шлифовальные головки, периодически поворотный стол, соосный столу кулачок путевого управления и установленные на столе держатели изделий, каждый из которых выполнен в виде шпинделя с устройствами периодического поворота-в виде механизмов мальтийского креста 1. Недостатком этого станка является сложность его конструкции, связанная с применением механизмов мальтийского креста. Целью изобретения является упроще ние конструкции станка. Цель достигается тем, что в предлагаемом станке каждый механизм периодического поворота шпинделя выполней в виде соосного шпинделю фри ционного диска и торцовой муфты,одна полумуфта которой установлена на шпин деле с возможностью осевого перемеще ния, жестко соединена с (йэикционНым диском и находится в контакте с кулачком путевого управления, а вторая жёстко закреплена соосно шпинделю на столе,причем станок снабжен упруго закрепленными в корпусе фрикционными планками, находяида мися в контакте с фрикционными дисками механизмов поворота шпинделей. На фиг. 1 изображен предлагаекый станок; на фиг. 2 - разрез А-А на «гЛ; на фиг. 3 - шлифовальная головка; на фиг. 4 - разрез Б-Б на фиг.З; на фиг. 5 - поворотный держатель, разрез В-В на фяг.2. В корпусе 1 установлен Периодически поворотный стол 2, получающий .периодическое вращательное движение от пневмоцилиндра 3, шток 4 которого составляет кинематическую пару с храповым колесом 5, входящим в зсщепление с установленной на столе собачкой б. Вокруг стола смонтированы шрифовальные и полировальные головки 7, снабженные эластичными кругами 8. Шлифовальная и полировальная пасты подаются в зону обработки через форсунки 9. Обрабатываемые изделия 10. закрепляются в сменных natpoHax 11, установленных на держателях 12. Каждая из шлифовальных и полировальных головок выполнена в виде электродвигателя ГЗ, установленного на ползуне 14, в котором посредством подшипников 15 смонтирован шпиндель 16с кругом 8. Каждая головка установлена на цилиндрических направляющих 17 и соединена с мотор-редуктором 18, шатуном 19 и кривошипом 20. Держатель 12 представляет собой шпиндель 21, смонтированный посредством подг шипников 22 и стакана 23 в столе 2. и соединенный с ним механизм 24 периодического поворота, включающий фрикционный диск 25 и торцовую муфту 26. Муфта 26 состоит из подвижной вдоль оси шпинделя 21 полумуфты 27 и выполненной на торце стакана 23 полумуфты .28. Полумуфта 27 имеет жесткую связь с фрикционным диском 25 и подпружинена в осевом направлении с помощью пружины 29. Фрикционный диск 25 каждого держателя 12 находится в контакте с установленными в корпусе 1 между рабочими позициями фрикционными планками 30. Полумуфта 27 посредством чашки 31 и тяги 32 взаимодействует с кулачком 33 путевого управления.
Процесс обработки изделий на станке осуществляется следующим образом.
Изделие Ю устанавливают в сменном патроне 11. Шток 4 пневмоцилиндр 3 совершает рабочий ход, .стол 2 посредством храпового колеса 5 и собачк 6 совершает поворот на определенный угол, и изделие оказывается на второй позиции, где оно обрабатывается кругом 8. После того, как определенная поверхность изделия 10 обработа,на, стол 2 переводит изделие на очередную позицию, при этом тяга 32 вместе с фрикционным диском 25 под действием путевого кулачка 33 оттягивается вниз, полумуфты 27 и 28 разъединяются. Затем фрикционный диск 25 вступает в контакт с подпружиненной планЛой 30 и начинает вращаться вместе со шпинделем 21 и установленным на нем сменным патроно 11, при этом тяга 32 выходит из кулачка 33 путевого управления. Муфты 27 и 28 смыкаются пружиной 29. Благодаря этому изделие 10 подходит к очередной позиции обработки повернутым к кругу 8 стороной, подлежащей обработке. Так последовательно изделие обрабатывается на всех позициях и возвращается на позицию загрузки-выгрузки окончательно обработанным.
Упрощение конструкции станка позволяет повысить надежность и значительно снизить его вес.
Формула . изобретения
Станок для шлифования изделий сложной формы, содержащий установленные в корпусе шлифовальные головк периодически поворотный стол,, соосНЫЙ столу кулачок путевого управления и установленные на столе держатели изделий, каждый из которых выполнен в виде шпинделя с механизмом периодического поворота, отличающийся тем, что, с целью упрощения конструкции станка, механизм периодического поворота шпинделя выполнен в виде соойного шпинделю фрикционного диска и торцовой муфты, одна полумуфта которой установлена на шпинделе с возможностью осевого перемещения, жестко соединен с фрикционным диском и находится в контакте с кулачкок путевого управления, а вторая жестко закреплена соосно шпинделю на столе, причем станок снабжен упруго закрепленными в корпусе фрикционными планками, находящимися в контакте с фрикционными дисками механизмов поворота шпинделе
Источники .информации, принятые во внимание при экспертизе
1; Авторское свидетельство СССР 161257, кл. В 24 В 9/12, 1962.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ФАСОК НА ДИСКЕ | 1966 |
|
SU177780A1 |
| Станок для шлифования торцевых поверхностей деталей | 1981 |
|
SU1116976A3 |
| Многопозиционный станок для шлифования и полирования посуды | 1978 |
|
SU709335A1 |
| Заточной станок | 1989 |
|
SU1776540A1 |
| Многопозиционный станок для полирования изделий | 1977 |
|
SU649550A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Многопозиционный шлифовальный станок | 1979 |
|
SU872207A1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| ВНУТРИРЕЗЬБОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2014974C1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ХИРУРГИЧЕСКОГО ИНСТРУМЕНТА | 1991 |
|
RU2023573C1 |