(54) МНОГОПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| ВНУТРИРЕЗЬБОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2014974C1 |
| Станок для обработки наружных цилиндрических поверхностей деталей | 1990 |
|
SU1764967A1 |
| Многопозиционный станок | 1983 |
|
SU1298048A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Станок для механической обработки | 1978 |
|
SU841784A1 |
| Станок для контурного кругового строгания зубчатых деталей | 1981 |
|
SU1024188A1 |
| Зубошлифовальный станок | 1987 |
|
SU1581488A1 |
| Станок для механической обработки | 1987 |
|
SU1512707A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
1
изобретение относится к станкостроению и может быть использовано в массовом производстве деталей типа вал.
Известен многопозиционный шлифовальный станок, содержащий поворотный стол со шпинделями изделия, соосно которым смонтированы кулачки, установленные с возможностью взаимодействия с дистанционным рычагом, закрепленным на оси поворота рычажного держателя инструмента 1.
Недостаток известного станка заключается в отсутствии у инструмента продольной подачи, что не позволяет обрабатывать детали, размер обрабатываемой поверхности которых больше ширины шлифовального круга; все это снижает технологические возможности станка.
Цель изобретения - расширение технологических возможностей станка.
Цель достигается тем, что рычажный держатель установлен подвижно вдоль оси поворота с возможностью взаимодействия с водилом введенного в устройство механизма подачи, выполненного в виде передачи винт-гайка с гитарой зубчатых колес
с осью поворота и установлен параллельно ей, а гайка закреплена на водиле, причем дистанционный рычаг снабжен пальцем, несушим свободно посаженную втулку с пружиной, закрет ленной на рычажном держателе.
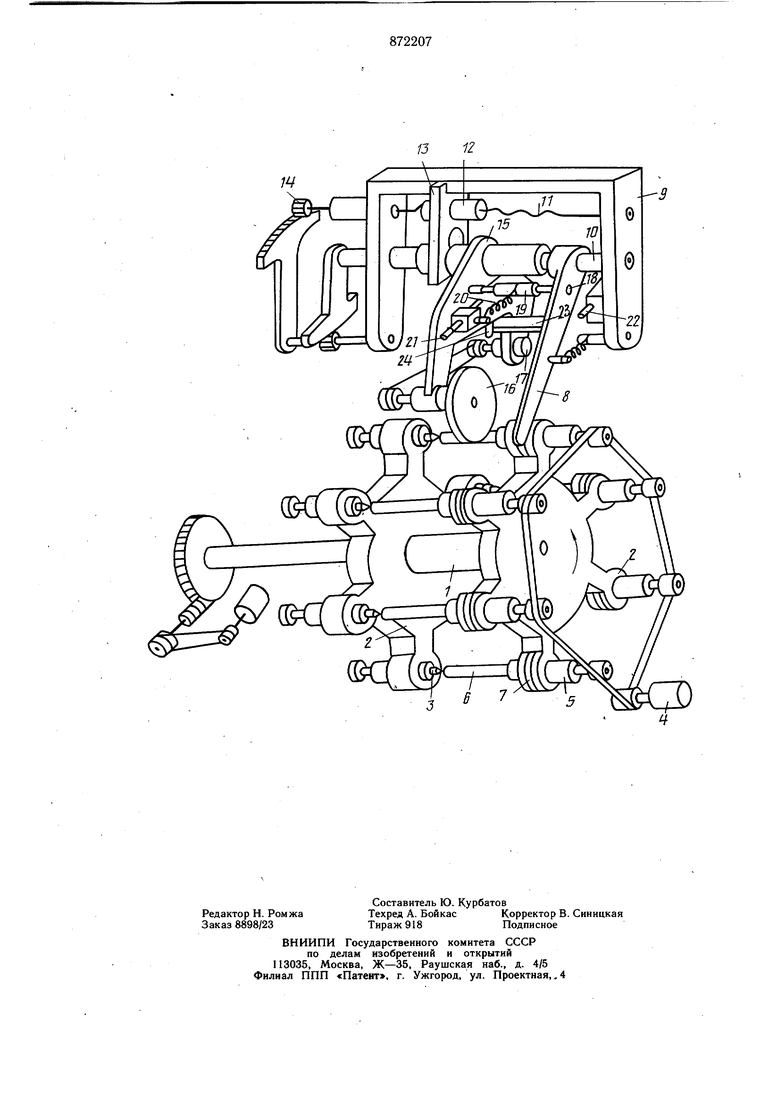
На чертеже изображена принципиальная кинематическая схема многопозиционного шлифовального станка.
Станок состоит из вращающегося барабана 1 с дисками 2. На одном- диске установлены центры 3, а на другом располо10жены вращаемые одним приводом 4 щпиндели 5 несущие обрабатываемые детали 6, и кулачки 7, взаимодействующие с дистанционными рычагами 8 шлифовальных головок, устанавливаемых вокруг барабана по 5 количеству и технологической последовательности выполняемых операций (на чертеже показана одна).
Шлифовальная головка содержит неподвижную раму 9, в которой установлены ось поворота 10 и механизм подачи, состоящий из винта 11 с гайкой 12, несущей водило 1-3 и гитары зубчатых колес 14. На оси поворота помещены регулируемый и
жестко устанавливаемый при наладке дистанционный рычаг 8 и рычажный держатель 15 шпинделя шлифовального круга 16 с приводом 17. Рычажный держатель имеет ступицу с выточкой под водило 13 и имеет паз под палец 18, установленный на дистанционном рычаге 8 и несущий подвижную втулку 19 с пружиной 20, закрепленной на рычажном держателе 15. Для ограничения обратного хода рычажного держателя установлен регулируемый упор 21, а .для ограничения обратного хода дистанционного рычага - упор 22. Дистанционный рычаг 8 через ось поворота 10 и гитару зубчатых колес 14 кинематически связан с винтом 11. Для обработки фасонных поверхностей установлен сменный копир 23, взаимодействующий с рычажным держателем 15 через ролик 24.
Станок работает следующим образом.
В центрах 3 устанавливается обрабатываемая деталь. Включаются приводы 4 и 17 вращения детали и шлифовального круга 16 и поворота барабана 1. Детали 6 подаются в зоны обработки. На определенных секторах поворота барабана 1 кулачок 7 взаимодействует с дистанционным рычагом 8 и поворачивает на определенный угол ось поворота 10, а также рычажный держатель 15 и вместе с ним шлифовальный круг 16. Кроме того, ось поворота 10 через гитару зубчатых колес 14 сообщает вращение винту 11, который через гайку 12 и водило 13 осуществляет движение подачи рычажному держателю 15 и шлифовальному кругу 16 и таким образом происходит процесс обработки детали 6.
При дальнейшем вращении барабана 1 кулачок 7 выходит из контакта с дистанционным рычагом 8, который, возвращаясь
в исходное положение до упора 22 под действием пружины, возвращает в исходные положения шлифовальный круг 16 при помощи пальца 18 и водило 13 при помощи оси поворота 10 и гитары зубчатых колес 14. Затем к дистанционному рычагу 8 приближается очередной кулачок 7 и процесс повторяется.
На станке можно обрабатывать детали типа вал, длина которых превышает ширину
шлифовального круга, это расширяет технологические возможности станка.
Формула изобретения
Многопозиционный шлифовальный
станок, содержащий поворотный стол со шпинделями изделия, соосно которым смонтированы кулачки, установленные с возможностью взаимодействия с дистанционным
рычагом, закрепленным на оси поворота рычажного держателя инструмента, отличающийся тем, что, с целью расширения технологических возможностей, станок снабжен механизмом подачи, выполненным в щиде гитары зубчатых колес и передачи винт-гайки, несущей водило, размещенное с возможностью взаимодействия с рычажным держателем, установленным с возможностью перемещения вдоль реи поворота, при этом винт соединен гитарой зубчатых колес с осью поворота и установлен параллельно
ей, а гайка закреплена на водиле, а дистанционный рычаг снабжен пальцем, несущим свободно посаженную втулку с пружиной, закрепленной на рычажном держателе. Источники информации,
принятые во внимание при экспертизе
