(54) УСТРОЙСТВО ДЛЯ УПАКОВКИ ПРОДУКТОВ В ПОЛИМЕРНЫЕ ПАКЕТЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки вязких продуктов в полимерную пленку | 1979 |
|
SU770932A1 |
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1979 |
|
SU770931A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1996 |
|
RU2096280C1 |
| Устройство для изготовления наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1981 |
|
SU982975A1 |
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1986 |
|
SU1400956A1 |
| Устройство для изготовления, наполнения и запечатывания пакетов из ленточного термоклеющегося материала | 1976 |
|
SU616190A1 |
| Устройство для изготовления,напол-НЕНия и зАпЕчАТыВАНия пАКЕТОВ изпОлиМЕРНОй плЕНКи | 1979 |
|
SU848395A1 |
| Автомат для изготовления,наполнения продуктом и запечатывания пакетов из термопластичного материала | 1985 |
|
SU1324933A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯШТУЧНЫМИ ПРЕДМЕТАМИ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ЛЕНТОЧНОГО ТЕРМОСКЛЕИВАЮЩЕГОСЯМАТЕРИАЛА | 1972 |
|
SU424768A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ | 1973 |
|
SU393158A1 |
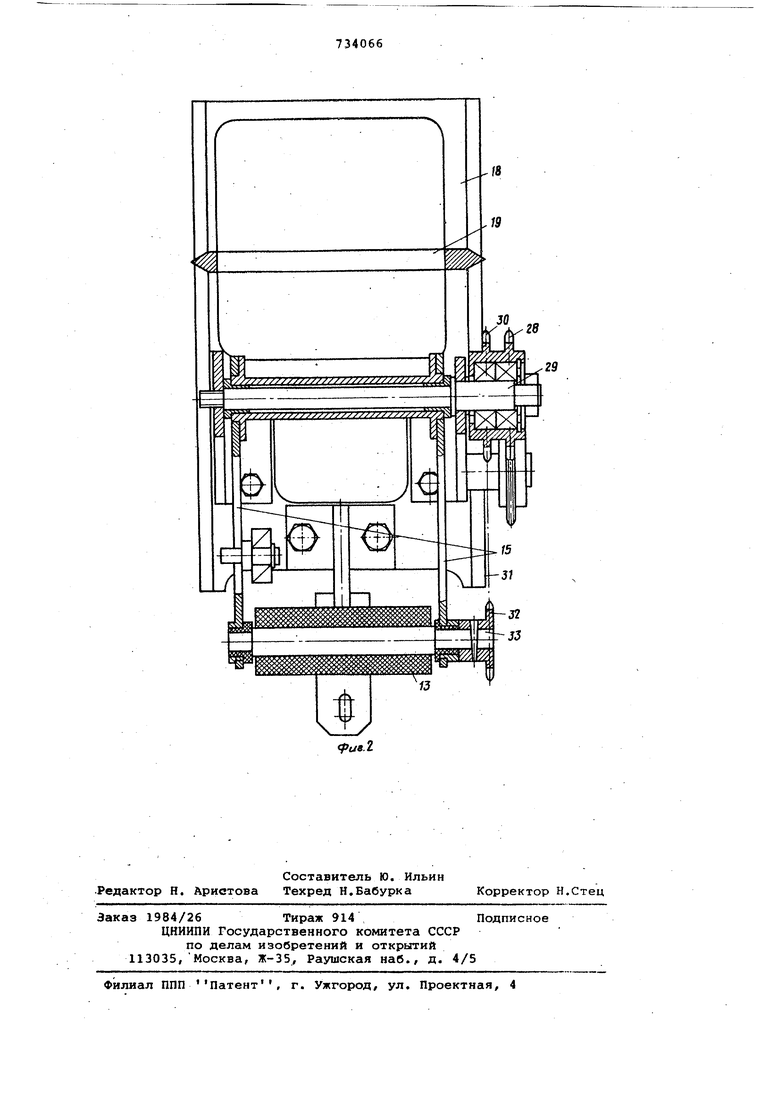
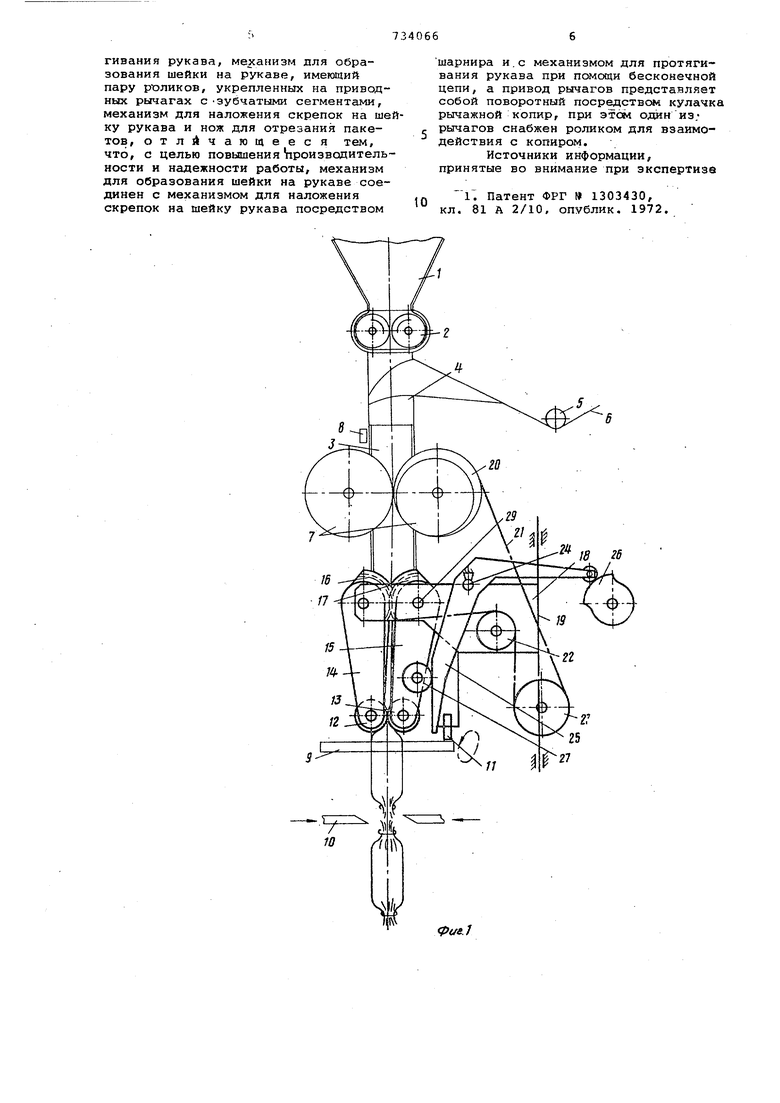
Изобретение относится к расфасовочной и упаковочной технике и пред назначено для упаковки пастообразны продуктов в пакеты и запечатывания их металлическими скрепками. Известно устройство для упаковки продуктов в полимерные пакеты, которое содержит рулонодержатель, рукавообразователь, питающую трубу, механизм для протягивания рукава, механизм для образования шейки на рукаве, имеющий пару роликов, укреп ленных на приводных рычагах с зубча ми сегментами, механизм для наложения скрепок на шейку рукава и нож отрезания пакетов 1 . Однако это устройство образует шейку на рукаве большой длины, что увеличивает рабочий цикл и сокращает производительность. Кроме того длинная шейка на рукаве увеличивает амплитуду пульсации продуктов, что снижает надежность работы устройств Целью изобретения является повышение производительности и надежности работы. Поставленная цель достигается тем, что в устройстве механизм для образования шейки на рукаве соединен с механизмом для наложения скре пок на шейку рукава посредством шарнира и с механизмом для протягивания рукава при помощи бесконечной цепи, а привод рычагов представляет собой поворотный посредством кулачка (рыча ной копир, при этом один из рычагов . снабжен роликом для взаимодействия с копиром, На фиг. 1 изображено устройство для упаковки продуктов в полимерные пакеты; на фиг. 2 - механизм для образования шейки на рукаве, продольное сечение. Устройство содержит бункер 1 с продуктом, нагнетатель 2, питающую трубу 3, рукавообразователь 4 с нанаправляющим валиком 5 для полимерной ленты 6,механизм для протягивания рукава с протягивающими роликагвс 7, устройство 8 для продольной сварки рукава, механизм 9 для нсшожения скрепок, иртрезной механизм с ножом 10 и механизм для образования шейки. Механизм для образования шейки на рукаве жестко соединен с механизмом 9 для наложения скрепок при псмоти шарнира 11. Причем механизм для образования шейки на рукаве выполнен в виде роликов 12 и 13, закрепленных на приводных рычагах 14, 15, заканчивающихся зубчатыми сегментами 16, 17, которые находятся в постоянном зацеплении. Рычаги 14, 15 закреп лены на кронштейне 18, скрепленном с направляющей 19, имеющей возможность возвратно-поступательного перемещения. Ролики 12 и 13 получают привод от звездочки 20 через бесконечную цепь 21, проходящую через зв дочку 22, а постоянное натяжение об печивается компенсирующей звездочко 23, Для сближения и расхождения роликов 12 и 13 служит привод рычагов который представляет поворотный вокруг оси 24 рычажный копир 25, управ ляемый кулачком 26. Для взаимодейст вия с копиром 25 рычаг 15 снабжен роликом 27. Цепь 21 нахсяится в зацеплении со звездочкой 28, которая свободно смонтирована на оси 29 рычага 15 (см, фиг. 2) и сблокирована со звез дочкой 30, которая цепью 31 соеди.нена со звездочкой 32, жестко смонтированной на валу 33 ролика 13, Кр ме того, устройство содержит рулоно держатель (на чертеже не показан .. Работает устройство следующим образом. Подаваемая с рулона лента б огиб направляющий валик 5 и направляется в рукавообразователь 4, где свер тывается в рукав. Сложенные один на другой края лепты 6 свариваются устройством 8. В образованный рукав нагнетателем 2 из бункера 1 не.прерывно подается пастообразный про дукт. Рукав также протягивается непрерывно роликами 7. Пакеты в виде колбасных бетонов отделяются один от другого роликами 12 и 13, которые прижимаются один к другому копиром 25, управляемым кулачком 26. Ролики 12 и 13, вращаемые цепью 31, имеют одинаковую линейну;о скорость с рукавом, поэтому образуя шейку между батонами, т. е. вытесняя фарш, не- создают дополнительного наложения в полимерном рукаве. Так как механизм 9 для наложения скрепок совершает возвратно-поступатель ное движение, а кронштейн 18 шарниром 11 соединен с ним, то механизм для образования шейки совершает тоже возвратно-поступательное движение. При возвратно-поступательном дви жении меняется скорость вращения вы тесняющих роликов 12 и 13, но абсолютнаяокружная скорость точек соприкосновения с рукавом не меняется и в любом положении соответствует скорости его движения. При дви жении вытесняющих роликов 12 и 13 в сторону, противоположн5то движеншо рукава, вращение их увеличивается и уменьшается при движении, совпадающим с направлением движения рукава. Это достигается комбинацией гибких связей цепей 21 и 31. Для смыкания-размыкания рычагов 14 и 15 при их возвратно-поступатель ном движении, копир 25 приводится в действие кулачком 26, привод которого синхронизирован с приводом механизма 9 для наложения скрепок. Во время движения роликов 12 и 13 вверх скорость их вокруг своей оси увеличивается из-за того, что звездочка 28 также идет вверх и как бы набегает на цепь 21, которая движется в противоположном направлении, а через сблокированную звездочку 30 передает вращение звездочке 32 и тем самым роликам 12 и 13. в схеМе привод показан только на ролик 13. Ролик 12 вргидается при помощи трения от ролика 13, когда оси прижаты друг к другу. Во время движения роликов 12 и 13 вниз скорость вращения их уменьашется из-за того, что направление их движения совпадает с направлением движения цепи. Когда скорость движения роликов 12 и 13 вниз сравняется со скоростью движения цепи (которая равняется скорости движения рукава) , вращение роликов 12 и 13.вокруг своей оси прекращается. Но в любом случае абсолютная скорость точек соприкосновения роликов с рукавом остается постоянной и равняется скорости движения- рукава. Шейка между батонами, по мере ее образования, входит в зону действия механизма 9 для наложения скрепок. После наложения скрепок ролики 12 и 13 расходятся, и продукт заполняет рукав. В зависимости от вязкости продукта вьщавливание можно прекратить до того, как наложить скрепки, HcFчало и продолжительность образования шейки регулируется сдвоенными кулачками 26. Образование шейки на батоне в непосредственной близости от механизма наложения скрепок уменьшает пульсацию продукта поверх роликов 12 и 13, что повышает надежность работы и уменьшает высоту автомата. При фасовке менее вязких продуктов можно достичь большой производительности по той причине, что рукав к началу наложения скрепок будет полностью перекрыт. Так как ролики все время находятся на минимальном расстоянии от механизма для наложения скрепок, то и длина шейки будет минимальной, и заполнение нижней части пакета произойдет за минимальный промежуток времени. Формула изобретения Устройство для упаковки продук- тов в полимерные пакеты, содержащее рулонодержатель, рукаэообразователь питающую трубу, механизм для протягивания рукава, механизм для образования шейки на рукаве, имеющий пару ртоликов, укрепленных на приводных рычагах сЗубчатыми сегментами, механизм для наложения скрепок на шеку рукава и нож для отрезания пакетов, отличающееся тем, что, с целью повьошения производительности и надежности работы, механизм для образования шейки на рукаве соединен с механизмом для наложения скрепок на шейку рукава посредством
шарнира и.с механизмом для протягивания рукава при помощи бесконечной цепи, а привод рычагов представляет собой поворотный посредством кулачка рычажнойкопир, при этом оданиз; рычагов снабжен роликом для взаимодействия с копиром.
Источники информации, принятые во внимание при экспертизе
кл
