Изобретение относится к упаковочной технике и мржет быть использовано в пищевой, химической и других отраслях промышленности.
Цель изобретения - повышение качества упаковки.
На чертеже представлена функциональная схема автомата для изготовления, наполнения продуктом и запечатывания пакетов из термопластичного материала.
Автомат содержит рукавообразователь 1, направляющий валик 2, приспособление 3 для образования продольного шва ленты 4, трубу 5 для подачи продукта в образованный рукав 6, приспособление для образования поперечного шва и протягивания рукава, содержащее захваты, выполненные в виде двух губок 7 и 8, закрепленных на зубчатых секторах 9 и 10, управляемых устройствами 11 и 12. Устройства 11 и 12 укреплены на вертикальных плитах 13 и 14, имеющих возможность перемещаться возвратно- поступательно. Плиты 13 и 14 рычагами 15 и 16 и дистанционными осями 17 и 18 соединены с качающимися балансирами 19 и 20. которые представляют собой пластины и поворачиваются на осях 21 и 22. Привод балансиров 19 и 20 содержит кулисы 23 и 24, соединенные с толкателями 25 и 26, которые поворачиваются на осях 27 и 28. Кулисы 23 и 24 с помощью винтов 29 и 30 кинематически связаны между собой посредством валика 31 и цепей 32 и 33. Для обеспечения амплитуды качания балансиров 19 и 20 кулисы 23 и 24 могут перемещаться в центральных продольных пазах А балансиров 19 и 20 и толкателей 25 и 26. Толкатели 25 и 26 связаны при помощи роликов 34 и 35 с кулачками 36 и 37, которые смонтированы на валу 38.
Кулисы 23 и 24 установлены в пазах А балансиров 19 и 20 дл взаимодействия с толкателями 25 и 26 привода.
Захваты смонтированы на плитах 13 и 14.
Балансиры 19 и 20 установлены так, что их участки, связанные с плитами, обращены в противоположные стороны.
Автомат работает следующим образом.
Лента 4 огибает направляющий валик 2. При помощи рукавообразователя 1 образуется рукав 6, который устройство 3 сваривает в продольном направлении. Образованный рукав протягивают вниз с постоянной скоростью и сваривают в поперечном направлении. Поперечное сваривание рукава 6 и протягивание вниз осуществляют захватами поочередно, т.е. то одной парой губок 7, то другой 8. Открывание и закрывание пар губок 7 и 8 осуществляют устройствами 11 и 12. При очередном переВНИИПИЗаказ 3009/17Тираж 644Подписное
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
жатии рукава 6 губками 7 и 8 рукав 6 наполняют продуктом, который подают по трубе 5 отмеренной порцией.
Прямолинейное возвратно-поступательное дижение губки 7 и 8 получают посредством перемещения вертикальных плит 13 и 14 при помощи качающихся балансиров 19 и 20 через кулисы 23 и 24, которые соединены с качающимися толкателями 25 и 26 посредством роликов 34
и 35 от кулачков 36 и 37, смонтированных на валу 38.
Амплитуду колебания балансиров 19 и 20 регулируют перемещением кулис 23
5 и 24 посредством винтов 29 и 30, поворотом валика 31,
Для обеспечения непрерывного протягивания рукава 6 губками 7 и 8 последние из нижнего положения в исходное верхнее положение передвигаются с боль0 шей скоростью, чем скорость протягивания рукава.
Таким образом, образование поперечного шва и протягивание рукава пленки парными губками, смонтированными на
5 возвратно-поступательно перемещающихся плитах и связанными с приводными балансирами в виде пластин с центральными продольными пазами, в которых установлены кинематически связанные между собой кулисы для взаимодействия с толкателями при0 водов балансиров обращенных в противоположные стороны участками, взаимодействующими с плитами, позволяет прямолинейно протягивать пленку с постоянной скоростью. Это исключает порывы пленки и повы- щает качество упаковки.
35
Формула изобретения
Автомат для изготовления, наполнения продуктом и запечатывания пакетов из термопластичного материала, содержащий рукавообразователь, трубу для подачи продукта в рукав, приспособление для образования поперечного шва и протягивания рукава, связанные с балансирами, и привод последних, включающий толкатели и кулачки,
отличающийся тем, что, с целью повышения качества упаковки, каждый балансир представляет собой пластину с центральным продольным пазом, в котором установлена кулиса для взаимодействия с толкателем привода, каждая пара губок смонтирована
на плите, установленной с возможностью возвратно-поступательного перемещения, кулисы обоих балансиров кинематически связаны между собой, а балансиры установлены так, что их участки, связанные с плитами, обращены в противоположные стороны.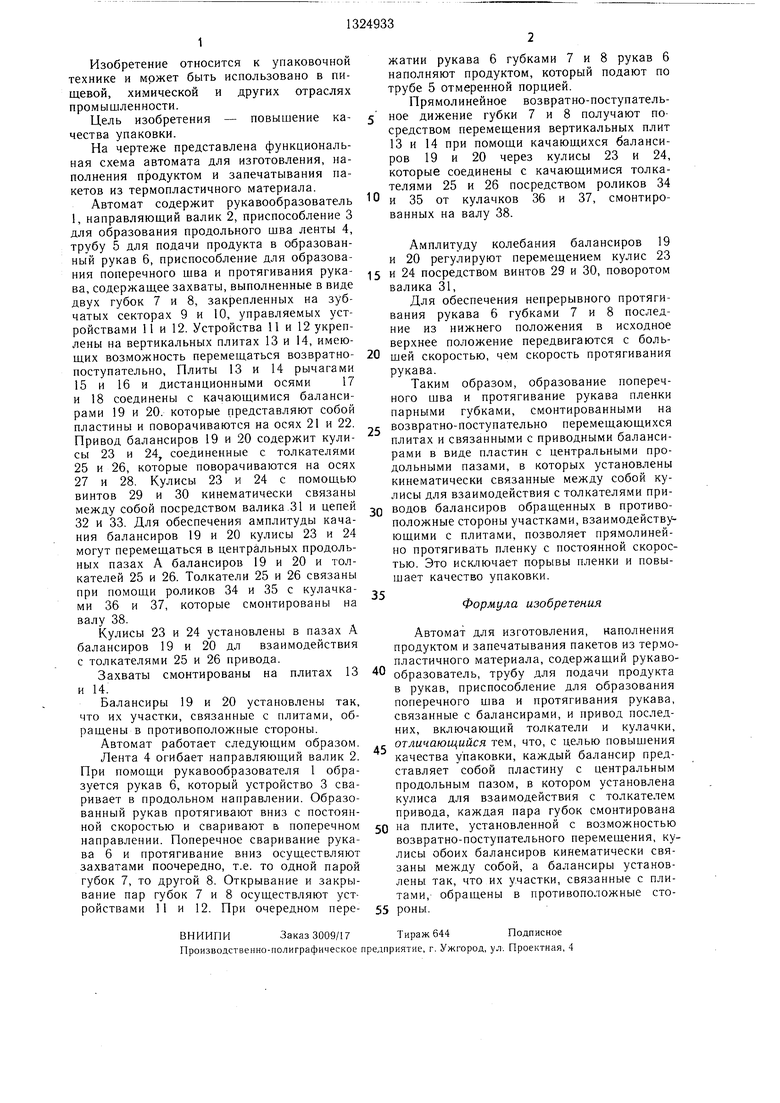
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для упаковки продукта в пленку | 1972 |
|
SU441202A1 |
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из термосваривающегося материала | 1986 |
|
SU1413026A1 |
| Пакет для сыпучих материалов, способ упаковывания сыпучих материалов в пакет из термопластичной пленки и устройство для его осуществления | 1987 |
|
SU1588643A1 |
| Устройство для изготовления наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1981 |
|
SU982975A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ МЕШКОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1970 |
|
SU266644A1 |
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1977 |
|
SU737302A1 |
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1985 |
|
SU1331735A1 |
| Устройство для упаковки вязких продуктов в полимерную пленку | 1979 |
|
SU770932A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯШТУЧНЫМИ ПРЕДМЕТАМИ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ЛЕНТОЧНОГО ТЕРМОСКЛЕИВАЮЩЕГОСЯМАТЕРИАЛА | 1972 |
|
SU424768A1 |
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из ленточного полимерного материала | 1982 |
|
SU1024374A1 |
Изобретение относится к упаковочной технике для пищевой и химической промышленности и направлено на повышение качества упаковки. Устройство содержит рукавообразователь. Образование поперечного шва и протягивание рукава пленки осуществляют парные губки 7 и 8. Они смонтированы на возвратно-поступательно перемещаюшихся плитах 13 и 14 и связаны с приводными балансирами 19 и 20 в виде пластин. В центральных продольных пазах пластин установлены кинематически связанные между собой кулисы 23 и 24 для взаимодействия с толкателями приводов балансиров 19 и 20. Они обращены в противоположные стороны участками, взаимодействующими с плитами. Это позволяет прямолинейно протягивать пленку с постоянной скоростью без порывов. 1 ил. (С ел со ю N 00 со СО
| 0 |
|
SU189729A1 | |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
