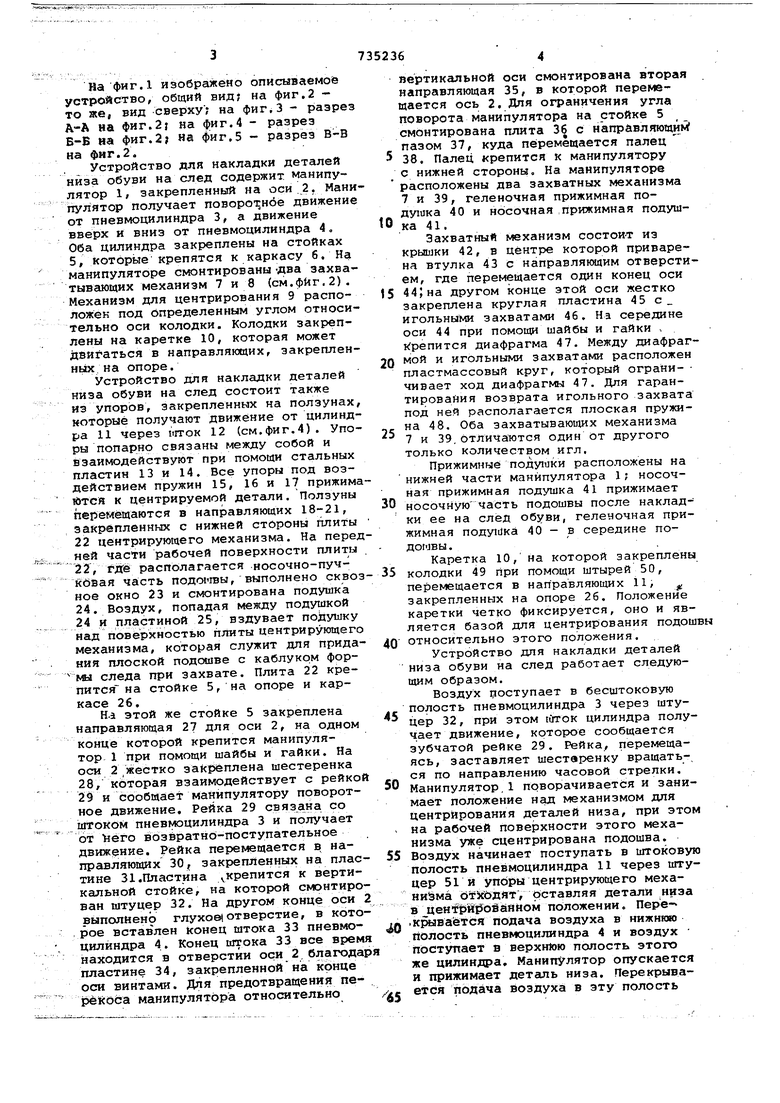
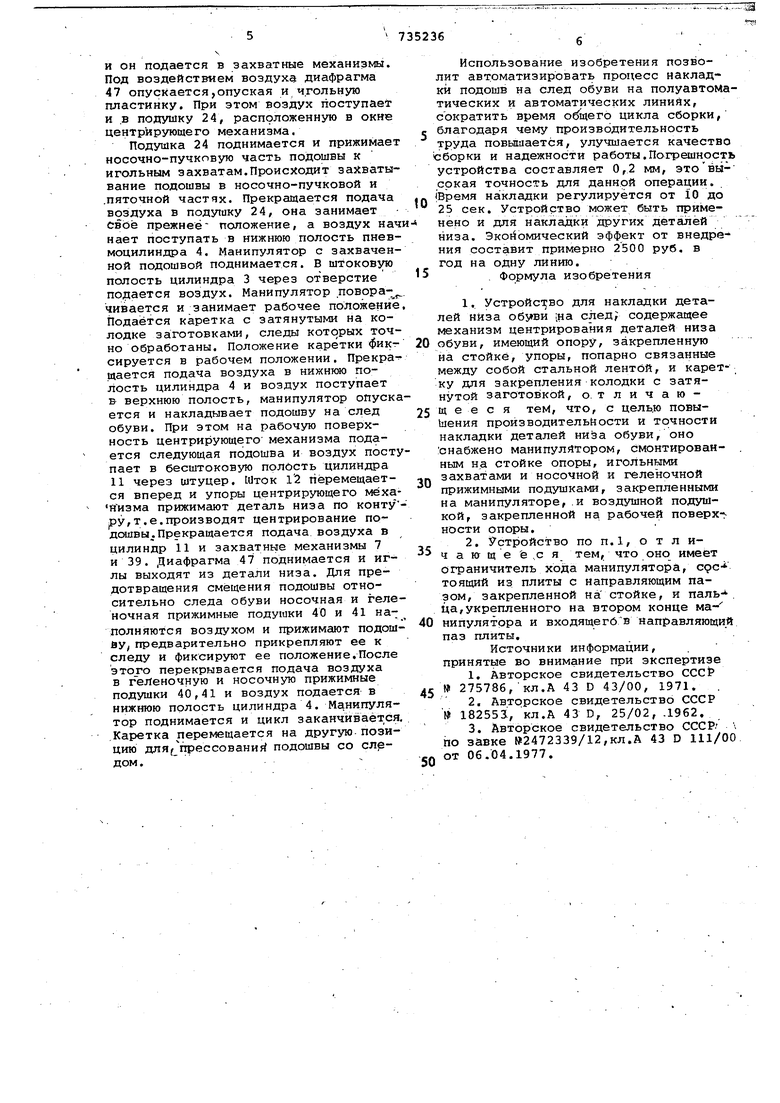
На фиг.1 изображено описываемое устройство, общий вид; на фиг.2 - то же, вид сверху; на фиг.З - разрез на фиг.2} на фиг.4 - разрез Б-Б иа фиг.З на фиг.5 - разрез В-В на фиг.2.
Устройство для накладки деталей низа обуви на след содержит манипулятор 1, закрепленный на оси. 2. Манипулятор получает поворо ное движение от пневмоцилиндра 3, а движение вверх и вниз от пневмоцилиндра 4, Оба цилиндра закреплены на стойках 5, которые крепятся к каркасу 6, На манипуляторе смонтированы -два захватывающих механизм 7 и 8 (см.фиг, 2). Механизм для центрирования 9 расположен под определенным углом относительно оси колодки. Колодки закреплены на каретке 10, которая может двигаться в направляющих, закрепленных на опоре.
Устройство для накладки деталей низа обуви на след состоит также из упоров, закрепленных на ползунах, которые получают движение от цилиндра 11 через iiJTOK 12 (см.фиг.4) . Упоры попарно связаны между собой и взаимодействуют при помощи стальных пластин 13 и 14. Все упоры под воздействием пружин 15, 16 и 17 прижимаsWCH к центрируемой детали. Ползуны перемещаются в направляющих 18-21, закрепленных с нижней стороны ттлиты 22 центрирующего механизма. На передней части рабочей поверхности плиты 22, где располагается носочно-пучкбвая часть подо1ты, выполнено сквозное окно 23 и смонтирована подушка 24. Воздух, попадая между подушкой 24 и пластиной 25, вздувает пойушку над поверхностью плиты центрирующего механизма, которая служит для придания плоской подошве с каблуком форил следа при захвате. Плита 22 крепится на стойке 5, на опоре и каркасе 26,
Н-а этой же стойке S закреплена направляющая 27 для оси 2, на одном конце которой крепится манипулятор 1 при помощи шайбы и гайки. На оси 2 жестко закреплена шестеренка 28, которая взаимодействует с рейкой 29 и сообщает манипулятору поворотное движение. Рейка 29 связана со штоком пневмоцилиндра 3 и получает от Него возвратно-поступательное движение, рейка перемещается в направляющих 30 закрепленных на пластине 31.Пластина к вертикальной стойке, на которой смонтирован штуцер 32. На другом конце оси 2 выполнено глухое отверстие, в которое вставлен конец штока 33 пневмоцилиндра 4- Конец штока 33 все время находится в отверстии оси 2. благодар пластине 34, закрепленнойна конце ост винтами. Для предотвращения пе1 ёкбса манипулятора относительно
вертикальной оси смонтирована вторая направляющая 35, в которой перемещается ось 2. Для ограничения угла поворота манипулятора на стойке 5 смонтирована плита 3 с направляющим пазом 37, куда перемещается палец 38. Палец крепится к манипулятору с нижней стороны. На манипуляторе расположены два захватных механизма 7 и 39, геленочная прижимная поду1ика 40 и носочная прижимная подушoка 41.
Захватный механизм состоит из крышки 42, в Центре которой приварена втулка 43 с направляющим отверстием, где перемещается один конец оси 44|на другом конце этой оси жестко
5 закреплена круглая пластина 45 с игольными захватами 46. На середине оси 44 при помощи шайбы и гайки крепится диафрагма 47. Между диафрагмой и игольными захватами расположен
0 пластмассовый круг, который ограни- чивает ход диафрагмы 47. Для гарантирования возврата игольного захвата под ней располагается плоская пружина 48. Оба захватывающих механизма
5 7 и 39,Отличаются один от другого только количеством игл.
Прижимные поду1ики расположены на нижней части манипулятора 1; носочная прижимная подушка 41 прижимает
0 носочную часть подошвы после накладки ее на след обуви, геленочная прижимная подушка 40 - в середине подошвы.
Каретка 10, на которой закреплены колодки 49 при помощи штырей 50, перемещается в направляющих 11, „ закрепленных на опоре 26. Положение каретки четко фиксируется, оно и является базой для центрирования подошвы относительно этого положения.
Устройство для накладки деталей низа обуви на след работает следующим образом.
Воздух поступает в бесштоковую полость пневмоцилиндра 3 через штуцер 32, при этом IUTOK цилиндра получает движение, которое сообщается зубчатой рейке 29. Рейка, перемещаясь, заставляет шестеренку вращать-, ся по направлению часовой стрелки. Манипулятор, поворачивается и занимает положение над механизмом для центрирования деталей низа, при этом на рабочей поверхности этого механизма уже сцентрирована подошва. Воздух начинает поступать в штоковую полость пневмоцилиндра 11 через штуцер 51 и упоры центрирующего механийма Ът сйдят, Оставляя детали низа в центрЙЕ«Ьй ей ном положен ии. Пере- .крываётся подача воздуха в нижнюю полость пневмоцилиндра 4 и воздух поступает в верхнюю полость этого же цилиндра. Манипулятор опускается и прижимает деталь низа. Перекрывается подача воздуха в эту полость
и он подается в захватные механизмы. Под воздействием воздуха диафрагма 47 опускается,опуская и игольную пластинку. При этом воздух поступает и в подушку 24, расположенную в окне центрирующего механизма.Подушка 24 поднимается и прижимает носочно-пучковуго часть подошвы к игольным захватам.Происходит захватывание подошвы в носочно-пучковой и .пяточной частях. Прекращается подача воздуха в подутику 24, она занимает Своё прежнее положение, а воздух нач нает поступать в нижнюю полость пневмоцилиндра 4. 1Манипулятор с захваченной подошвой поднимается. В штоковую полость цилиндра 3 через отверстие подается воздух. Манипулятор поворачивается и занимает рабочее положение Подаётся каретка с затянутыми на колодке заготовками, следы которых точно обработаны. Положение каретки фиксируется в рабочем положении. Прекра щается подача воздуха в нижнюю полость цилиндра 4 и воздух поступает в- верхнюю полость, манипулятор опускается и накладывает подошву на след обуви. При этом на рабочую поверхность центрирующего механизма подается следующая подошва и воздух поступает в бесштоковую полость цилиндра 11 через штуцер. Шток 12 перемещается вперед и упоры центрирующего мехаНизма прижимают деталь низа по контуру,т.е.производят центрирование подошвы,. Прекращается подача воздуха в цилиндр 11 и захватные механизмы 7 и 39. Диафрагма 47 поднимается и иглы выходят из детали низа. Для предотвращения смещения подошвы относительно следа обуви носочная и геленочная прижимные подушки 40 и 41 наполняются воздухом и прижимают подошley/ предварительно прикрепляют ее к следу и фиксируют ее положение,После этого перекрывается подача воздуха в геленочную и носочную прижимные подушки 40,41 и воздух подается в нижнюю полость цилиндра 4. Манипулятор поднимается и цикл заканчиваёт,ся. .Каретка перемещается на другую позицию дляf пpeccoвaниrf подошвы со слэдом.
Использование изобретения позволит автоматизировать процесс накладки подошв на след обуви на полуавтоматических и автоматических линиях, сократить время общего цикла сборки, благодаря чему производительность труда повышается, улучшается качество
сборки и надежности работы.Погрешност устройства составляет 0,2 мм, этовысокая точность для данной операции.
(Время накладки регулируется от 10 до 25 сек. Устройство может быть применено и для накладки других деталей низа. Экойомический эффект от внедре ния составит примерно 2500 руб. в год на одну линию.
. Формула изобретения
1.Устройс- во для накладки деталей низа обмви :на след; содержащее механизм центрирования деталей низа обуви, имеющий опору, закрепленную на стойке, упоры, попарно связанные между собой стальной лентой, и каретку для закрепления колодки с затянутой заготовкой, о. тличающ е е с я тем, что, с целью повыЬения производительности и точности накладки деталей низа обуви, оно Снабжено манипулятором, смонтированным на стойке опоры, игольными захватами и носочной и геленочной прижимными подушками, закрепленными на манипуляторе,.и воздушной подушкой, закрепленной на рабочей поверх-г ности опоры,
2, 7стройство по п,1, о т л ич а ю щ е е ,с я тем, что оно имеет ограничитель хода манипулятора, срС тоящий из плиты с направляющим пазом, закрепленной на стойке, и пальца,укрепленного на втором конце манипулятора и входящегбв направляющий паз плиты.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство ССС 275786,кл,А 43 D 43/00, 1971.
2.Авторское свидетельство СССР 182551, кл.А 43 D, 25/02, .1962.
3.Авторское свидетельство СССР/ по завке 2472339/12,кл.А 43 D 111/00 от 06.04.1977.
i6
37
Фи&.1
735236
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| Машина для центрированной накладки и окончательного крепления подошв и подложек на след обуви ниточно-клеевого и клеевого методов крепления, или предварительно центрированной накладки подошв на след рантовой обуви | 1960 |
|
SU140709A1 |
| Раздвижная колодка для обуви | 1979 |
|
SU1153878A1 |
| Прессоточка для круговой затяжки заготовки обуви с предварительно пришитым к ней рантом | 1955 |
|
SU105193A1 |
| ПОЛУАВТОМАТ ДЛЯ КРУГОВОЙ ЗАТЯЖКИ И ФОРМОВАНJ^f/^-'l-ftv" ЗАГОТОВКИ РАНТОВОЙ ОБУВИ И НАКЛАДКИ ^-*v-J:cfx/ | 1965 |
|
SU170848A1 |
| Полуавтомат для накладки и крепления подошв на обуви | 1956 |
|
SU111432A1 |
| Пресс для приклеивания подошв к обуви | 1989 |
|
SU1666049A1 |
| Устройство для наложения заготовки верха резиновой клееной обуви | 1985 |
|
SU1358916A1 |


«я: /52 ZSIS 19 ... к$шш$$$$$$ f l 5/
