вым входом первого блока сравнения, второй вход которого соединен с задатчиком числа секций рольганга, выход первого блока сравнения через первый компаратор соединен с вторым входом третьего ключа, ВЬЕХОД блока переменного коэффициента соединен с первым входом третьего блока умножения, второй вход которого соединен с задатчиком температуры смотки, выход третьего блока умножения соединен с первым входом четвертого блока сравнения, второй вход которого
205
. 116
соединен с вторым выходом датчика температуры смотки, выход четвертого блока сравнения через второй компаратор соединен с входом триггера, выход которого соединен с вторым входом второго ключа, первый вход которого соединен с выходом усилителя, вход которого соединен с первым выходом сумматора, второй выход которого соединен с первым входом третьего ключа, вькод второго ключа соединен с вторым входом первого ключа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления ускоренным охлаждением проката и устройство для его осуществления | 1988 |
|
SU1547901A1 |
| Способ управления ускоренным охлаждением полосы и устройство для его осуществления | 1984 |
|
SU1235579A1 |
| Устройство управления температурой смотки горячекатаной полосы | 1985 |
|
SU1308414A1 |
| Устройство для регулирования температуры полосы на выходном рольганге непрерывного стана горячей прокатки | 1978 |
|
SU759165A1 |
| Устройство управления ускоренным охлаждением проката | 1987 |
|
SU1507483A1 |
| Устройство управления охлаждением горячекатанной полосы | 1980 |
|
SU921652A1 |
| Способ управления ускоренным охлаждением проката и устройство для его осуществления | 1985 |
|
SU1297960A1 |
| Устройство управления приводом секции отводящего рольганга | 1982 |
|
SU1045970A1 |
| Устройство для стабилизации положения передних концов полос при прокатке | 1980 |
|
SU944695A1 |
| Устройство для регулирования температуры полосы на выходном рольганге непрерывного стана горячей прокатки | 1977 |
|
SU753512A1 |
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ УСКОРЕННЫМ ОХЛАВДЕНИЕМ ПРОКАТА, содержащее датчик скорости полосы,датчик температуры охлаждающей воды,датчик темепературы конца прокаткиi задатчик температуры смотки, датчик температуры смотки, три блока сравнения, делитель, два блока умножения, блок переменного коэффициента, сумматор, распределитель расхода охлаждающей воды душирующей установки, причем выход датчика температуры конца прокатки и первый выход задатчика температуры смотки соединены соответственно с первым и вторьм входами второго блока сравнения, выход которого соединен с первым входом делителя, второй вход которого соединен с датчиком температуры охлаждающей воды, выход делителя соединен с пёрвьвч входом первого блока умножения, второй вход которого соединен с выходом датчика скорости полосы, второй выход задатчика температуры смотки и первый выход датчика температуры смотки соединены с первым и вторым входами третьего блока сравнения, выход которого соединен с первым входом второго блока умножения, второй вход которого соединен с выходом блока переменного коэффициента, а выход С первым входом сумматора, второй вход ксзторого соединен с выходом первого блока умножения, первый выход сумматора через ключ соединен с вхо дом распределителя расхода охлаждающей воды душирующей установки, отличающееся тем, что, с целью повышения качества проката (Л тонких листов и автолиста путем уменьшения процента длины полосы, прокатанной с заниженной температурой, оно дополнительно содержит датчик Толщины, задатчик числа секций .рольганга, задатчик режима охлаждения, дешифратор, триггер, три ключа, О) усилитель, третий блок умножения, четвертый блок сравнения, счетчик, два компаратора и : распределителе секций охлаждения роликов рольганга, причем выход датчика толщины и выход задатчика режима охлаждения соединены с первым и вторым входом дешифратора, выход которого соединен с первым входом первого ключа, выход которого соединен с первым входом распределителя секции охлаждения роликов рольганга, второй вход которого соединен с выходом дешифратора, выход распределителя секций охлаждения роликов рольганга через счетчик соединен с пер
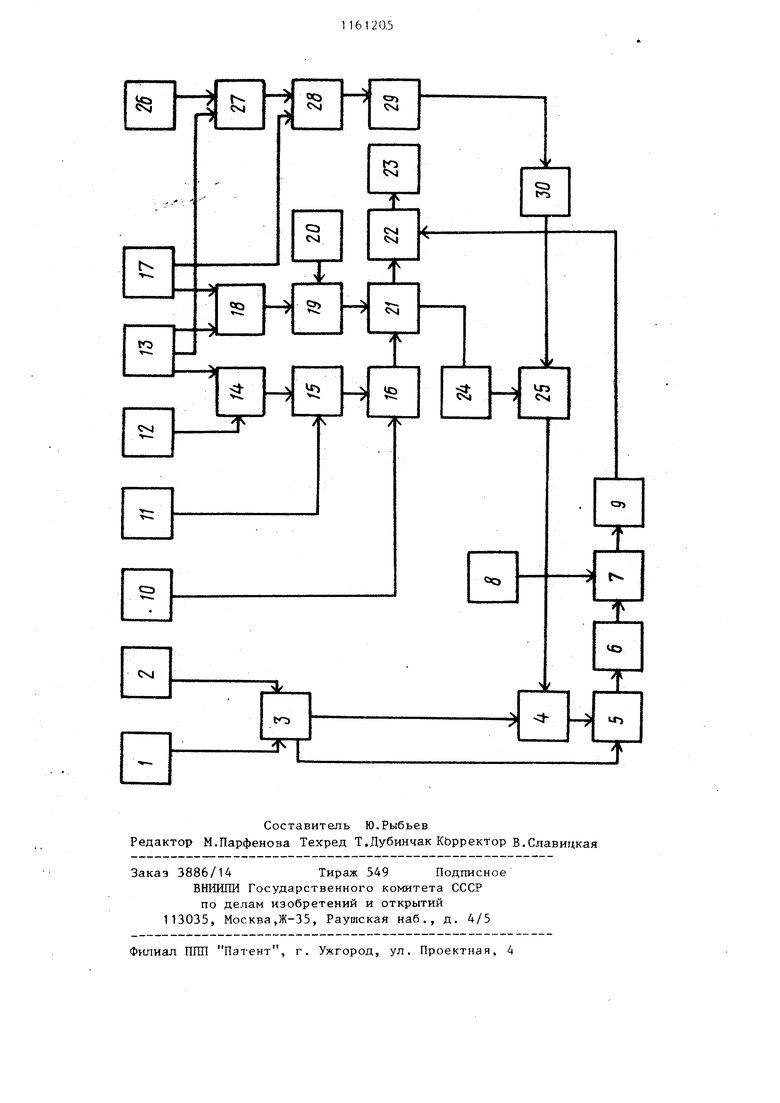
Изобретение относится к устройствам, обеспечивающим автоматическое управление технологическими процессами в прокатном производстве, и может быть применено на станах горячей прокатки полос ускорением, выпускающих автолист и листы толщиной до 3 мм, оборудованных установками ускоренного охлаждения проката. Цель изоберения - повышение качества проката тонких листов и автолиста путем уменьшения процента длины полосы, прокатанной с заниженной температурой. На чертеже показана блок-схема устройства. Устройство содержит датчик 1 толщины, задатчик 2 режима охлаждения, выходы которых соединены с соответствующими входами дешифратора 3, выход которого соединен с первым входом первого ключа 4, выход которого соединен с первым входом распределителя 5 секций охлаждения роликов рол гангов, второй вход которого соедине с выходом дешифратора, выход распределителя секций охлаждения роликов рольганга через счетчик 6 соединен первым входом первого блока 7 сравнения, второй вход которого соединен с задатчиком 8 числа секций рольганга, выход первого блока сравнения через компаратор 9 соединен с вторым входом третьего ключа. Выход датчика 10 скорости соединен с вторым вхо дом первого блока умножения, а выход датчика 11 температуры охлаждающей воды - с вторым входом делителя. Выход датчика 12 температуры конца прокатки и первый выход задатчика 13 температуры смотки соединены с входами второго блока 14 сравнения, выход которого через делитель 15 соединен с первым входом первого блока 16 умножения. Второй выход задатчика 13 температуры смотки и выход датчика 17 температуры смотки соединены с входами третьего блока 18 сравнения, выход которого соединен с первым йходом второго блока 19 умножения, второй вход которого соединен с выходом блока 20 переменного коэффициента. Выход второго блока умножения соединен с первым входом блока 21 суммирования, первый выход которого соединен с первым входом третьего ключа 22, выход которого соединен с входом распределителя 23 секций дупшрования. Второй выход блока суммирования через усилитель 24 соединен с первым входом в1орого ключа 25. Выход блока 26 коэффициентов соединен с первым входом третьего блока умножения 27, второй вход которого соединен с выходом задатчика температуры смотки, выход третьего блока сравнения соединен с первым входом четвертого блока 28 сравнения, второй вход которого соединен с выходом датчика температуры смотки. Вьосод четвертого блока сравнения соединен с входом второго компаратора 29, выход которого через триггер 30 соединен с вторым входом BTopoio ключа. 3 выход которого соединен с вторым входом первого ключа. Устройство работает следуюпщм образом. При выходе полосы из последней чистовой группы датчик 1 фик сирует толщину полосы, а задатчик 2 режима фиксирует номер позиций по технологической карте, сигналы, сни маемые с них, поступают на входы дешифратора -3. Если толщина полосы меньше 3 мм или идет прокатка автолиста, на выходе дешифратора появля ется сигнал, подаваемый на распределитель 5 охлаждения роликов рольганга, который перекрывает включени секций роликов рольганга. Одновреме но с дешифратора подается сигнал на открытие ключа 4. Для всех других типоразмеров на входе дешифратора появляются сигналы на включение все секций роликов рольганга и на закры тие ключа 4. Число включаемых секций рольганга запоминается в счетчике 6 и сравнивается в блоке сравнения 7 заданным числом секщ1й роль ганга, задаваемым задатчиком 8, При включении заданного задатчиком числа секций охлаждения ррликов рольганга с выхода компаратора 9 поступает сигнал на второй вход ключа 22 разрешающийпрохождение сигнала с блока суммирования 21 на распределитель секций душирования 23. Датчиками 10-12 соответственно определяются скорость полосы, температура охлаждающей воды и температура конца прокатки. Задатчиком 1 задается температура смотки. Темпер тура конца прокатки и заданная температура смотки сравниваются во вто ром блоке сравнения 14, полученная разность подается на вход делителя 15, на второй вход которого подаётся сигнал от датчика температуг ры охлаждающей воды. Сигналы с выход датчика скорости и с вьюкода блока деления умножаются в первом блоке умножения 16. Заданная температура смотки и температура смотки, измеря емая датчиком 17, сравниваются в блоке сравнения 18, сигнал разности температур умножается на коэффициен 20 в блоке умножения 19, выходной сигнал которого и сигнал с выхода первого блока умножения суммируются в блоке суммирования 21, определяя количество воды для обеспе- 054 чения заданного режима охлаждения проката. Выходной сигнал сумматора поступает на распределитель расхода воды через секцию душирования 23 и через усилитель 24 на вход ключа 25. Применение усилителя обусловлено тем, что только часть расчитанного количества охлаждающей воды идет на охлаждение полосы. Прохождение сигнала через ключ 23 возможно при следующих условиях. Сигнал с датчика о заданной температуре смотки умножается на коэффициент К из блока коэффициентов 26 в блоке умножения 27, этим учитывается транспортное запаздывание, обусловленные тем, что место приложения управляющего воздействия и измерения контролируемого параметра ( температуры смотки полосы) размещены на расстоянии, достигающем длины душирующей установки. Выходной сигнал с блока умножения 27 сравнивается в блоке 28 с сигналом от датчика температуры смотки и сигнал полученной разности через компаратор 29 поступает на триггер 30. Триггер включен в схему для того, чтобы запомнить первое положительное отклонение температуры от заданной и дать сигнал на открытие ключа 25 для прохождения сигнала с сумматора к ключу 5. При этом при открытом ключе 5, который открьгг только при прокатке тонких полос и автолиста, распределитель охлаждения роликов рольганга включает охлаждение соответствующего числа роликов рольганга. Таким образом, в зависимости от режима прокатки, фактического значения скорости и температуры полосы осуществляется коррекция задания распределителю расхода воды через секции душирования и секции рольганга, причем, кратковременное отключение секций рольганга при прокатке тонких полос и автолиста приводит к уменьшению длины полосы, прокатанной при заниженной температуре. Использование предлагаемого устройства для управления температурой папосы на станах горячей прокаТки обеспечивает увеличение длины каждой полосы, прокатанной с высоким качеством, не менее как на величину, равную расстоянию от моталки, на которой ведется обмотка, до последней чистовой клетки, т.е. на длину отводящего рольганга..
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Авторское свидетельство СССР № 770586, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
