1
Изобретение относится к технологическому оборудованию для изготовления магнитонроводов электрических машин и может быть использовано в электротехнической иромышленности.
Известно устройство для изготовления магнитонроводов электрических машин, содержаш,ее механизм дозирования, выполненный в виде весов 1J. В таком устройстве магнитонровод набирают на весах и контролируют его вес ио эталонному сердечнику. Однако наличие в известном устройстве весов усложняет конструкцию. Кроме того, из-за значительной доли ручного труда устройство имеет низкую производительность.
Известно также устройство для изготовления магнитонроводов электрических машин, содержаш,ее корпус, каретку с дозируЮШ.ИЖ механизмолМ и опорной плитой, кассету со стопой пластин, механизм нодачи и онрессовки пакета пластин и привод 2. Данное техническое решение является наиболее близким к изобретению но технической суш,ности и достигаемому результату. В данном устройстве механизм дозирования выполнен в виде цанги с разжимным конусом, а дозирование происходит ио осевому размеру отсекаемого пакета. Точность дозирования при этом зависит от качества
листов. После опрессовки под действием упругих сил листы стремятся к распушению, вследствие чего пропсходит сползание с цанги KpaiJHHX пластин, что снижает точность дозирования.
Целью изобретения является повышенпе точности дозирования. Поставленная цель достигается тем, что дозируюший механизм выполнен в виде двух магнитов, расположенных соосно с кассетой нластин, один из которых закреплен на корпусе, а второй связаи с кареткой через нодпружиненпый плунжер, внутри которого расноложсн выталкиватель.
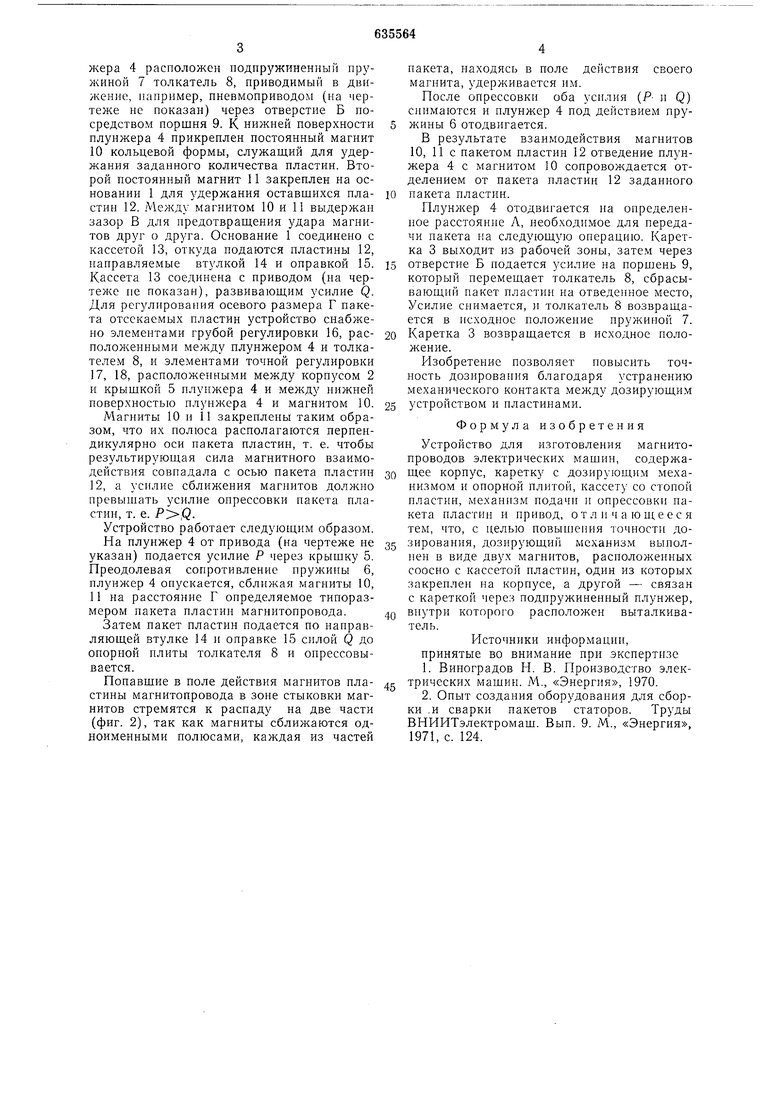
Па фиг. 1 изображено устройство для изготовления магнитопроводов электрических машин; на фиг. 2 - схема ориентации разделяемых нластии относительно постоянных магнитов.
Устройство для изготовления магнитопроводов электрических машпп содержит основание 1 с корпусом 2, на котором в нанравляюших расположена каретка 3, служашая для отвода сдозированного пакета,
и плунжер 4 с крышкой 5, подпружиненный пружиной 6. Плунжер 4 соединен с приводом (на чертеже не показан), развиваюшим усилие Р. Ход плунжера 4 ограничен расстоянием А, которое необходимо для отвода иакета из рабочей зоны. Внутри плунжера 4 расположен подпружиненный пружиной 7 толкатель 8, приводимый в движенпе, например, пневмоприводом (на чертеже не показан) через отверстие Б носредством поршня 9. К нижней поверхности плунжера 4 прикреплен постоянный магнит
10кольцевой формы, служащий для удержания заданного количества пластин. Второй постоянный магнит 11 закреплен на основании 1 для удержания оставшихся пластин 12. Между магнитом 10 и 11 выдержан зазор В для предотвраш,ения удара магнитов друг о друга. Основание 1 соединено с кассетой 13, откуда подаются пластины 12, направляемые втулкой 14 и оправкой 15. Кассета 13 соединена с приводом (на чертеже пе показан), развивающим усилие Q. Для регулирования осевого размера Г пакета отсекаемых пластин устройство снабжено элементами грубой регулировки 16, расположенными между плунжером 4 и толкателем 8, и элементами точной регулировки 17, 18, расположенными между корпусом 2 и крышкой 5 плунжера 4 и между нижней поверхностью плунжера 4 и магнитом 10.
Магниты 10 и 11 закреплены таким образом, что их полюса располагаются перпендикулярно оси пакета пластин, т. е. чтобы результирующая сила магнитного взаимодействия совпадала с осью пакета пластин 12, а усилие сближения магнитов должно превышать усилие опрессовки пакета пластин, т. е. .
Устройство работает следующим образом.
На плунжер 4 от привода (на чертеже не указан) подается усилие Р через крышку 5. Преодолевая сопротивление пружины 6, плунжер 4 опускается, сближая магниты 10,
11на расстояние Г онределяемое типоразмером пакета пластин магнитонровода.
Затем пакет пластин подается по направляющей втулке 14 н оправке 15 силой Q до опорной плиты толкателя 8 и опрессовывается.
Попавщие в поле действия магнитов пластины магнитопровода в зоне стыковки магнитов стремятся к распаду на две части (фиг. 2), так как магниты сближаются одноименными нолюсами, каждая из частей
пакета, находясь в ноле действия своего магнита, удерживается им.
После опрессовки оба усилия (Р- и Q) снимаются и плунжер 4 под действием пружины 6 отодвигается.
В результате взаимодействия магнитов 10, И с пакетом нластин 12 отведение плунжера 4 с магнитом 10 сопровождается отделением от пакета пластин 12 заданного
пакета пластин.
Плунжер 4 отодвигается на определенное расстояние Л, необходимое для передачи пакета на следующую операцию. Каретка 3 выходит из рабочей зоны, затем через
отверстие Б нодается усилие на поршень 9, который перемещает толкатель 8, сбрасывающий пакет пластин на отведенное место. Усилие снимается, и толкатель 8 возвращается в исходное положение пружиной 7.
Каретка 3 возвращается в исходное положение.
Изобретение позволяет повысить точность дозирова 1ия благодаря устранению механического контакта между дозирующим
устройством и иластинами.
Формула изобретения
Устройство для изготовления магнитопроводов электрических машин, содержащее корпус, каретку с дозирующим механизмом и опорной плитой, кассету со стопой пластин, механизм иодачи и опрессовки пакета пластин и привод, от л и ч а ю н;е ее я тем, что, с целью повышения точности дозирования, дозирующий механизм вынолнен в виде двух магнитов, расиоложенных соосно с кассетой нластин, один из которых закреплен на корпусе, а другой - связан с кареткой через подпружиненный плунжер,
внутри которого расположен выталкиватель.
Источники информацни, принятые во внимание при экспертнзе
1.Виноградов П. В. Пронзводство электрических мащин. М., «Энергия, 1970.
2.Оныт создания оборудования для сборки .и сварки пакетов статоров. Труды ВНИИТэлектромаш. Вып. 9. М., «Энергия, 1971, с. 124.
/1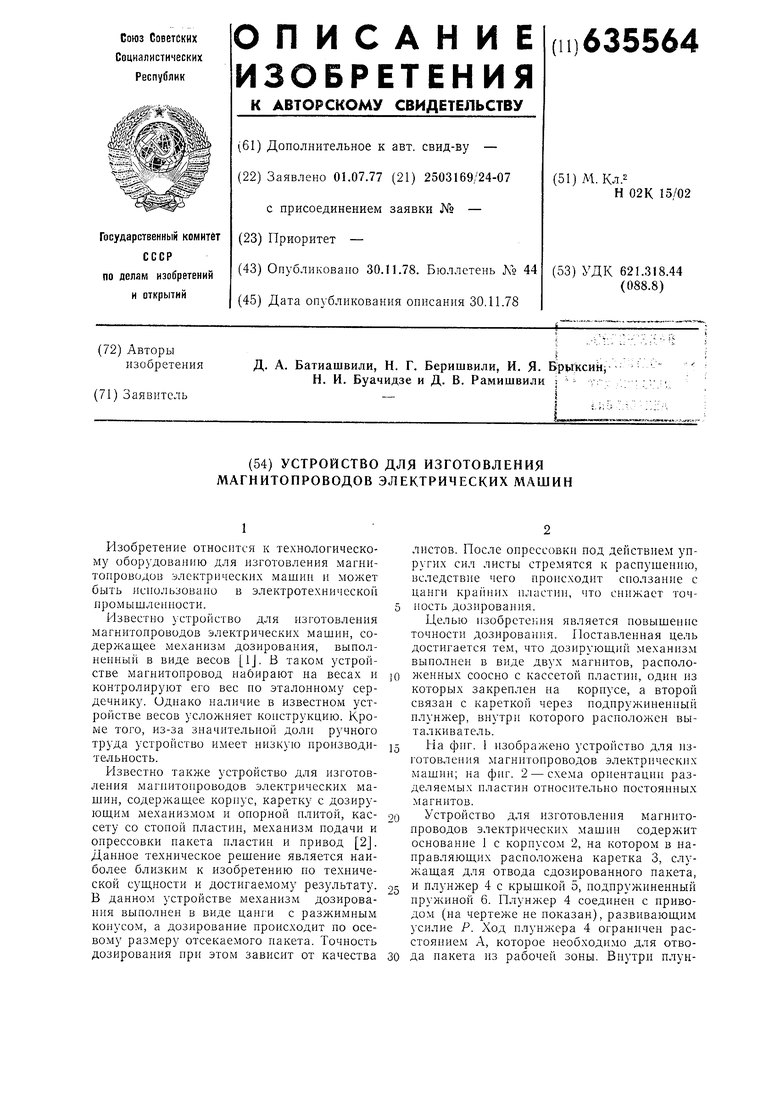
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления магнитопроводов электрических машин | 1973 |
|
SU484607A1 |
| Способ изготовления магнитопроводов и устройство для его осуществления | 1984 |
|
SU1216818A1 |
| Устройство для сборки магнитопроводов электрических машин | 1975 |
|
SU612349A1 |
| Устройство для пакетирования пластин магнитопроводов электрических машин | 1977 |
|
SU752639A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин с валом | 1979 |
|
SU864442A1 |
| Устройство для сборки сердечника магнитопровода | 1984 |
|
SU1265924A1 |
| Устройство для сборки пакетов магнитопроводов электрических машин | 1983 |
|
SU1153378A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1984 |
|
SU1334294A1 |
| Устройство для сборки сердечников роторов электрических машин | 1987 |
|
SU1557637A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1991 |
|
SU1791910A1 |
2 ft
