чиков подключены к соответствующим входам регуляторов скорости размотки к намотки через размыкающие контакты реле, при этом катушки реле включены в цеоь нагрузки конечных выключателей обеспечивающих включение .этих реле при выходе подвижных рам накопителей из рабочей зоны. Замыкающие контакты этих реле шунтируют резистор, включенный между задающим входом регулятора скорости и источником задающего напряжения 2,
В этом устройстве при останове размотки и намотки подвижные рамы накопителей выходят из рабочей зоны,срабатывают конечные выключатели реле которы отключают от регулятора; скорости датчик петли и в задающей цепи регулятора скорости шунтируют резистор, обеспечивая повышение задающего сигнала на 20%. В результате при последу1юш,ем пуске размотка и намотка включаются на повышенную скорость, обеспечивая возвращение подвижных рам в рабочую зону, при вхождении в которую конечные выключатели и реле отключаются, в задающую цепь регулятора скорости включается резистор, обеспечивающий уменьшение задающего сигнала до рабочего уровня и к регулятору скорости подключается датчик петли, автоматически корректирующий скорость размотки и намотки относительно скорости линии.
Недостатком устройства является наличие рывков материала при остано.ве размотки и намотки и последующем пуске их на повышенную скорость, сл.ожность наладки схемы управления, наличие возмущающих воздействий на работу общего для всей линии источника задающего напряжения в момент включения и отключения реле, шунтирующих резисторы в цепях задающего сигнала регуляторов скорости размотки и намотки.
Целью изобретения является повышение надежности устройства.
Это обеспечивается тем, что в устройство для управления размоткой инамоткой линии непрерывного действия с накопителяг/ш петлевого типа, содержащее регулируемые электроприводы, электрически связанные с выходами регуляторов скорости, общий для вceй. источник задающего напряжения у подключенный к регуляторам скорости линии, и установленные в накопителях датчики петли, выходы которых соединены с соответствующими входами регуляторов скорости размотки и намотки, дополнительно введены дв1а коммутирующих элемента, два задатчика интенсивности, источник опорного напряжения, подключенный через коммутирующие элементы и задатчики интенсивности к другим входам регуляторов скорости размотки и намотки, подвижные рамы накопителей с датчиками величины петли кинематически связаны в рабочей зоне с дополнительно введенными мальтийскигли механизмами ведомые диски которых установлены на валу датчиков петли, а ведущие через механическую передачу связаны с подвижными рамами накопителей.
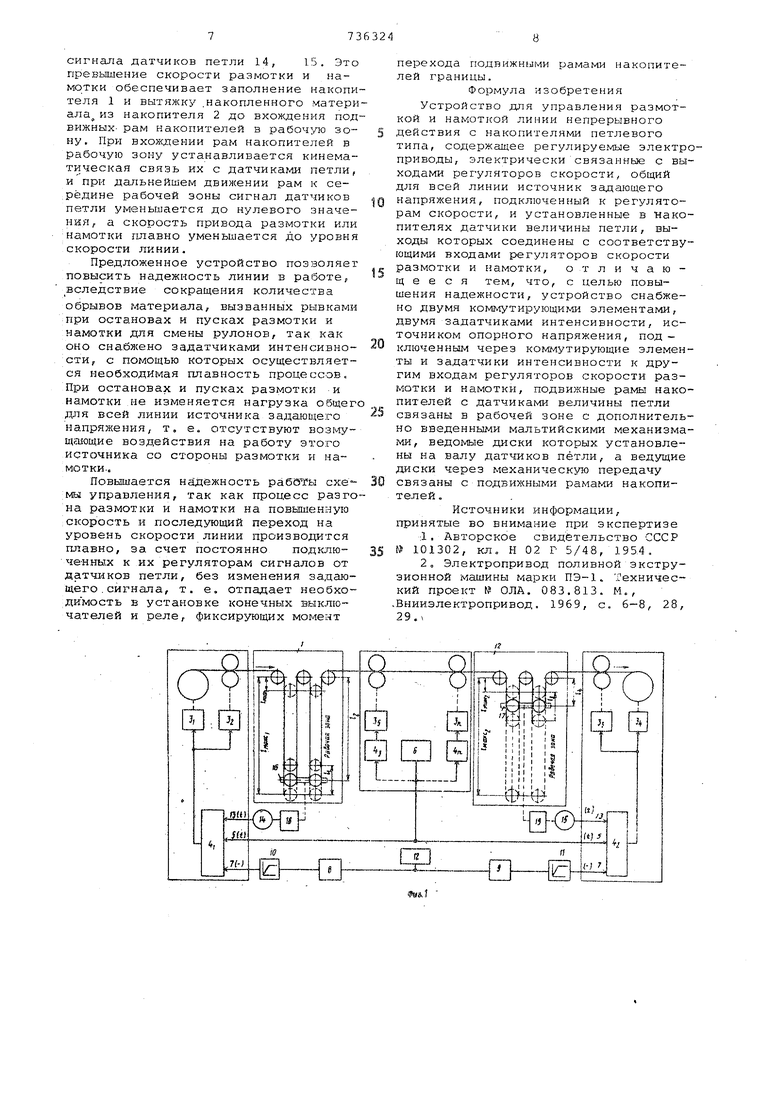
На фиг. 1 приведена функциональная схема устройства для управления размоткой и намоткой линии непрерывного действия с накопителями петлевого типа; на фиг. 2 - графики, поясняющие его работу.
Устройство для управления размоткой и намоткой линии непрерывного действия с накопителями 1 и 2петлевого типа содержит регулируемые электроприводы 3 .. . 3, электрически связанные с выходами регуляторов скорости 4.. 4и. К входам 5 регуляторов скорости 4 ...4 подключен выход общего для всей линии источника 6 задающего напряжения. К входам 7 регуляторов скорости 4 , 45, размотки и намотки через соответствующие коммутирующие элементы 8, 9 и задатчики интенсивности 10, 11 подключен выход источника 12 опорного напряжения. К входам 13 регуляторов скорости 4-, , 4 размоки и намотки подключены выходы датчиков петли 14, 15, замеряющих длину петли в накопителях 1 и 2. Подвижные рамы 16-17 накопителей с помощью мальтийских механизмов 18, 19 кинематически связаны с датчиками петли только при нахождении подвижных рам 16, 17 в рабочей зоне изменения длины петли. В накопителе 1 эта зона ограничивается расстоянием t,, в накопителе 2 - расстоянием 6 .
Из условия безостановочной работы технологических секций линии при остановах размотки и намотки для смены рулонов в накопителе 1 создается необходимей запас материала, а в накопителе 2 обеспечивается возможность накопления материала. Для этого рабочая длина петли Pg накопителя 1 устанавливается в зоне максимальной петли, а рабочая длина петли накопите ля 2 - в зоне минимальной ,петли.
Ведомые диски мальтийских механизмов 18, 19 установлены на валу датчиков петли 14, 15, а ведущие диски через механическую передачу, например цепную, связаны с подвижными рамами 16, 17 накопителей.
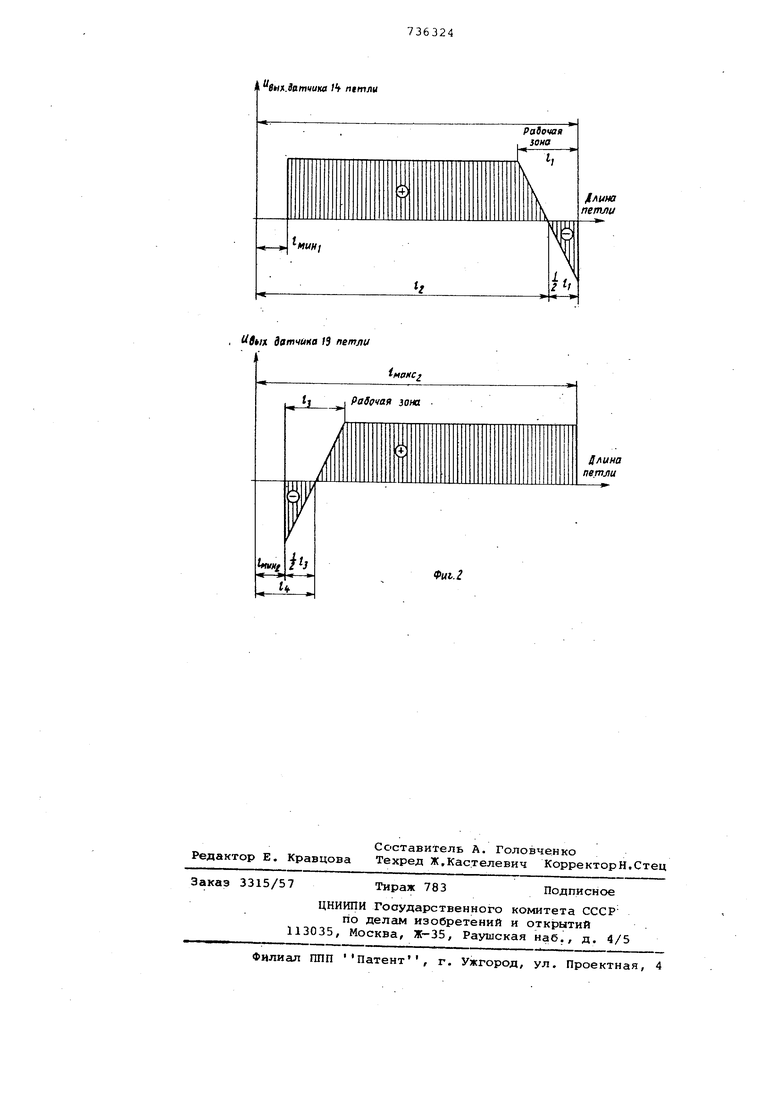
Графики изменения выходных напряжений датчиков петли 14, 15 в зависимости от положения подвижных рам накопителей 16, 17, т. е. есть в функции длины петли приведены на фиг. 2.
В середине рабочей зоны, соответствующей длине петли в накопителе 1 и длине петли 6 в накопителе 2, сигналы датчиков петли 14, 15 равны нулю. При перемещении подвижной рамы 16 накопителя 1 из середины рабочей зоны в сторону увеличения длины пети к границе рабочей зоны, определямой длиногг петли сигнал датика петли 14 увеличивается до макимального значения, имея полярность, противоположную полярности сигнала, оступающему на вход регулятора 4 скорости размотки от источника 6 задающего напряжения. Аналогичное зменение поступающего на вход регуятора 4, скорости размотки от источника 6 задающего напряжения.Аналогичное изменение поступающего на вход регулятора 2 скорости намотки сигнала атчика петли 15 происходит при перемещении подвижной рамы 17 накопителя 2 из середины рабочей зоны в сторону уменьшения длины петли к границе рабочей зоны, определяемой длиной петли мин.г
При перемещении подвижной рамы 16 накопителя 1 из середины рабочей зоны в сторону уменьшения длины петли к границе рабочей зоны, определяемой длиной петли .T сигнал датчика петли 14 увеличивается до максимального значения, имея полярность, совпадающую с полярностью сигнала, поступающего на вход регулятора 4 скорости размотки от источника задающего напряжения 6. Аналогичное измене ние пост пающего на вход регулятора скорости намотки сигнала датчика петли 15 происходит при перемещении.подвижной рамы 17 накопителя 2 из середины рабочей зоны, в сторону увеличения длины петли к границе рабочей зоны, определяемой длиной петли 8 --g-Ej.
При дальнейшем уменьшении длины петли в накопителе 1 с . до HUHi увеличении длины петли в накопителе 2 , до К„„ у сигналы датчиков петли 14, 15 сохраняются на уровне граничного значения, так как в момент выхода подвижных рам 16, 17 из рабочих зон кинематическая связь их с датчиками петли 14, 15 прерывается, т. е. ведущие диски мальтийских механизмов 18, 19 продолжают вращаться, а ведомые, установленные на валу датчиков петли 14, 15, прекращают вращение, сохраняя свое положение.
Работает устройство следующим образом.
.При включении линии скорость приводов размотки технологических секций и намотки определяется выходом источника задающего напряжения 6, поступающего в качестве задающего сигнала в регуляторы скорости 4 ...4, электроприводов 3 . . . 3 . В установившемся режиме коммутирующие элементы 8, 9 отключены и сигнал с выхода источника опорного напряжения 12 на вход задатчиков интенсивности 10, 11 не поступает.
Подвижные рамы накопителей 16, 17 находятся в рабочей зоне и с помощью
мальтийских механизмов 18, 19 кинематически связаны с датчиками петли 14, 15. Сигналы с датчиков, поступая на вход регуляторов 4 , 4 электроприводов размотки и намотки, осуществляют автоматическую подрегулировку их скоростей относительно скорости линии. При равенстве скоростей размотки, намотки и линии подвижные рамы накопителей 16, 17 находятся в середине рабочей зоны, и выходные сигна0лы с датчиков петли 14,15 рав-. ны нулю. При возникновении рассогласования скоростей подвижные рамы 16, 17 накопителей смещаются от середины рабочей зоны. При этом на
5 выходе датчиков петли появляются сигналы управления, обеспечивающие соответствующую подрегулировку скорости размотки и Намотки.
При останове размотки или намот0ки для смены рулонов соответственно включаются коммутирующие элементы 8, 9, подключая к входу задатчиков интенсивности 10 или 11 выход источника опорного напряжения 12. На вход
5 регулятора скорости 4, размотки или регулятора скорости 4, намотки с выхода задатчиков интенсивности 10 или 11 поступает плавно нарастающий сигнал останова с полярностью, противо0положной задающему сигналу. Этот плавно нарастающий сигнал компенсирует действие задающего сигнала от источника задающего напряжения 6 и сигнала ;с выхода датчиков петли, В результате
5 привод размотки или намотки плавно останавливается. За счет протяжней :материала неостановленными технологическими секциями линии подвижные рамы накопителей 1 или 2 выходят из рабочей зоны, сдвигаясь в накопителе
0 на расстояние, соответствующее длине
петли 8..,., и раздвигаясь в накопиMUK.1 теле 2 на расстояние, соответствующее
длине петли ,.- Р этом с выхода датчиков петли на вход регулятора
5 скорости 4 или регулятора скорости 4 намотки поступает сигнал, полярность которого совпадает с полярностью задающего.
При последующей пуске размотки
0 или намотки после смены рулонов соответственно выключаются коммутирующие элементы 8 и 9, отключая от входов задатчиков -интенсивности 10 или 11 выход источника опорного напряжения
5 12. Сигнал останова, поступающий на вход регулятора скорости размотки или намотки с выхода задатчиков интенсивности, плавно уменьшается до нулевого значения.
0
Одновременно привод размотки или намотки плавно разгоняется до скорости, превышающей скорость линии на 20%, за счет согласованного действия на входе регуляторов скорости 4 , 4 5 этих приводов задающего сигнала и
сигнала датчиков петли 14, 15. Это превышение скорости размотки и намотки обеспечивает заполнение накопителя 1 и вытяжку .накопленного материала из накопителя 2 до вхождения подвижных- рам накопителей в рабоч ло зону. При вхонсдении рам накопителей в рабочую зону устанавливается кинематическая связь их с датчика1.1И петли, и при дальнейшем движении рам к середине рабочей зоны сигнал датчиков петли уменьшается до нулевого значения, а скорость привода размотки или намотки плавно уменьшается до уровня скорости линии.
Предложенное устройство поз)золяет повысить надежность линии в работе, вследствие сокращения количества обрывов материала, вызванных рывками при остановах и пусках размотки и намотки для смены рулонов, так как оно снабжено задатчиками интенсивности, с помощью которых осуществляется необходимая плавность процессов. При остановах и пусках размотки и намотки ие изменяется нагрузка общег для всей линии источника задающего напряжения, т, е, отсутствуют щающие воздействия на работу этого источника со стороны размотки и намотки..
Повышается надёжность работы схе;мы управления, так как процесс разгона размотки и намотки на повышенную скорость и последующий переход на уровень скорости линии производится плавно, за счет постоянно подключенных к их регуляторам сигналов от датчиков петли, без изменения задающего . сигнала, т. е. отпадает необходимость в установке конечных выключателей и реле, фиксирующих момент
перехода подвижными рамами накопителей границы.
Формула изобретения
Устройство для управления размоткой и намоткой линии непрерывного действия с накопителями петлевого типа, содержащее регулируемые электрприводы, электрически связанные с выходами регуляторов скорости, общий для всей линии источник задающего напряжения, подключенный к регуляторам скорости, и установленные в накопителях датчики величины петли, выходы которых соединены с соответствующими входами регуляторов скорости размотки и намотки, о т л и чающееся тем, что, с целью повышения надежности, устройство снабжено двумя комгдутирующими элементами, двумя задатчиками интенсивности, источником опорного напряжения, под ключенньн 1 через коммутирующие элементы и задатчики интенсивности к другим входам регуляторов скорости размотки и намотки, подвижные рамы накопителей с датчиками величины петли связаны в рабочей зоне с дополнительно введенными мальтийскими механизмами, ведомые диски которых установлены на валу датчиков петли, а ведущие диски через механическую передачу связаны с подвижными рамами накопителей .
Источники информации, принятые во внимание при экспертизе
:1 , Авторское свидетельство СССР № 101302, кл, Н 02 Г 5/48, 195.4.
2 о Электропривод поливной экструзионной машины марки ПЭ-1. Технический проект № ОЛА. 083.813. М., .Внинэлектропривод. 1969, с. 6-8, 28, 29.
ивчл датчика 1Э петли
I
inPHC
Фи1.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стабилизации натяжения рулонного материала | 1987 |
|
SU1586983A1 |
| Устройство для автоматической раз-гРузКи гидРОКлАССифиКАциОННыХ АппА-PATOB | 1979 |
|
SU812346A1 |
| Устройство для непрерывной бифилярной намотки киноленты | 1984 |
|
SU1278782A1 |
| Многодвигательный электропривод постоянногоТОКА для пОТОчНОй лиНии C пЕРЕМАТыВАю-щиМ МЕХАНизМОМ | 1979 |
|
SU851721A1 |
| Электропривод перематывающего устройства | 1988 |
|
SU1578076A1 |
| Устройство для регулирования натяжения | 1984 |
|
SU1301756A1 |
| Устройство для намотки на катушки нитеобразных материалов | 1975 |
|
SU640779A1 |
| Система управления агрегатом с петлевым устройством | 1980 |
|
SU935873A1 |
| Устройство для регулирования скорости электропривода постоянного тока с двумя двигателями | 1975 |
|
SU550751A2 |
| Устройство для регулирования скорости клети фольгопрокатного стана в функции заданной толщины фольги | 1977 |
|
SU623597A1 |